齒輪傳動的失效分析及改善措施
2011-02-09 01:56:48陳苗青
制造業自動化 2011年4期
關鍵詞:裂紋
陳苗青
(寧波大紅鷹學院 ,寧波 315175 )
1 齒輪傳動的特點
齒輪傳動是由主動輪推動從動輪輪齒的齒廓來完成的,其傳動特點表現在以下幾個方面:首先,由于齒輪的傳動過程是依靠齒面推壓來實現的,所以輪齒中總是齒面受力;其次,輪齒中齒面上任何一點接觸應力都是由小到大、從無到有、再從大到小最后歸零不斷變化的,齒體主要受彎曲應力;最后,在輪齒推動時,只有節點處是純滾動的,其它齒面各接觸點都是連滾帶滑,而齒頂部分的運行速度要遠遠大于齒根部分。
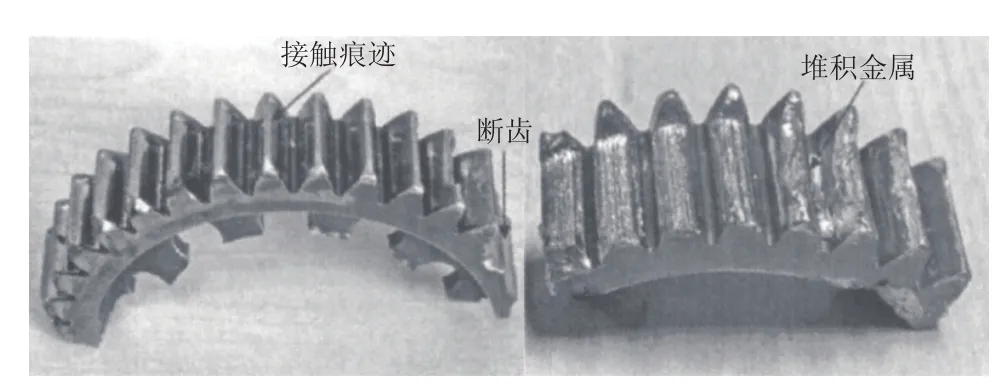
圖1 輪齒折斷有兩種情況
2 常見的齒輪傳動失效形式
2.1 輪齒折斷
通常情況下輪齒折斷有兩種情況,一是疲勞折斷:在齒輪傳動過程中,輪齒受力就像一根懸臂梁,在受載時齒根會產生比較大的彎曲應力,此時齒輪的工作環境就處于一種交變的彎曲應力中,一旦經過一段時間達到了齒輪材料的疲勞極限,那么齒根的圓角處就必然產生疲勞裂紋,當應力循環不斷增加,裂紋也隨之擴展,最終齒輪會因疲勞而折斷。另外一種則是過載折斷:當齒輪在工作時受到了嚴重的沖擊載荷或過載作用,或者安裝精度差造成齒輪局部受載都會產生過載折斷。與疲勞折斷不同,過載折斷的斷口位置是不固定的,并且斷面相對粗糙。如圖1所示:
2.2 齒面點蝕
齒輪的工作齒面在長期反復接觸應力的過程中,其表面金屬會出現小塊脫落的現象,從而造成齒面失效,這種現象就是齒面點蝕。由于輪齒節線附近的應力以及摩擦系數都相對較大,因此通常點蝕會先發生于靠近節線的齒根處。在滾滑過程中,互相滾滑的接觸表面在滑動時會由于摩擦而引起初始裂紋,齒根處于滾滑運動中的被追越面,當一對齒面互相滾動,被追越面上的裂紋就會由于潤滑油的影響被擠入裂縫,裂紋就會逐漸擴展,由于將油液擠出,因此裂縫中也沒有高壓油。當齒根的裂紋擴展到一定限度就會形成小塊剝落,出現點蝕。可以參考:累積故障數曲線來進一步理解點蝕的機理。
2.3 齒面磨粒磨損
當潤滑不充分或者處于開式傳動時,會有外界灰塵雜質進入嚙合區,從而引起齒面材料的損失,這種現象就是齒面磨粒磨損。當出現齒面磨粒磨損時,會在滑動速度方向產生平行的線道滑痕。
2.4 齒面塑性變形
當齒面處于低速重載環境下,由于受到滑動摩擦力以及齒面間應力的綜合作用,齒面材料會發生一定的塑性流動,這種現象就是齒面塑性變形。它的變形方向與滑動方向相平行,因為滑動摩擦力以入主動輪齒的滑動方向與節線是相背而行的,所以主動輪齒齒面的塑性變形會在齒頂形成飛邊,在節線附近處產生溝谷,而從動輪則與其相反。
2.5 齒面膠合
當齒輪處于低速重載大功率傳動或者高速運轉的情況下,由于齒面的溫度比較高或者嚙合齒面的比壓比較大,會導致潤滑油膜破裂,使得齒面直接接觸,從而產生半干摩擦或者干摩擦。隨著摩擦溫度的進一步升高,齒面局部會出現固有熔焊粘附現象,沿著滑動方向撕裂,此時兩齒面間的表層材料會有所轉移,這種現象就是齒面膠合。齒面膠合分冷膠合與熱膠合兩種。
3 齒輪失效的改進措施
3.1 優化設計
首先可以根據相關的業界標準,利用CAD等計算機軟件對齒輪的結構方案以及齒輪的強度計算進行多方面類比,從中選出最佳的設計方案;其次,可以利用有限元法或者保角映射等計算方法計算出齒根處的彎曲應力,過渡過圓角時采用比較大半徑的齒根,加工外齒輪齒形時可以采用凸頭留磨滾刀工藝等,從而分散齒根的彎曲應力,提高強度;第三,在分析輪齒的嚙合形變時可以結合相應的彈性力學知識,利用齒頂修緣;或者利用齒面噴丸處理工藝提高輪齒的彎曲疲勞強度等;第四,利用極壓添加劑高粘度齒輪潤滑油改善齒輪的潤滑。
3.2 優化選材
根據齒輪的工藝性能要求、韌性及強度要求等,綜合考慮選擇何種齒輪材料。現在常用的是低碳合金滲碳鋼,其含碳量相對較低,可以增加鋼的淬透性和耐磨性。盡量選擇冶金質量比較好的電渣重熔合金鋼或者真空脫氣精煉鋼,因為這種材料純度較高,氧、氮或者其它非金屬雜質的含量較少,致密度良好,韌性和塑性都比較好,可以減少機械性能以及各向異性。
3.3 優化加工工藝
機械加工滾齒時,要把粗滾和精滾工序分開加工,在用專用滾刀進行精滾齒之前先用滾刀進行粗切,切齒深度要用百分表控制,以保持其精度,切齒的深度誤差要在零位附近浮動,精滾齒的齒形誤差不能超過0.03毫米。齒形的加工精度通常要達到九級以上,齒面的粗糙度也要與設計要求相符。可以在磨齒后再進行振動拋光或者電拋光,來提高表面的粗糙度。利用齒形修緣、齒面修形以及大圓弧齒根等技術,減輕或消除嚙合的偏載和干涉,降低齒根應力集中,增大齒輪彈性柔度。對齒形進行適當的諸如剃齒、研齒、磨齒等修飾,可以提高百分之十五到二十五的接觸極限應力;對輪齒作縱向修形,比如修齒腹,可以提高齒輪兩倍的使用壽命,可以減少約五分之一左右的彎曲應力,還可以降低噪聲污染。當切齒刀具的硬度比工件的硬度高兩到五倍且有較好的耐磨性及韌性時,所呈現的切削效果最好。通常使用刮削法以及磨削法加工硬齒面的齒輪,齒胚需經過多次切削加工和熱處理。
3.4 優化熱處理工藝
通常機械齒輪的承載能力不只是由表面硬度來決定的,它同時還受著表層向芯部過渡區域的剪應力和剪切強度比值大小的影響,該比值不能超過0.55。處理齒輪硬化最好的方法就是深層滲碳淬火,它可以得到充足的硬化層深度、較小的過渡區域殘余拉力以及比較高的芯部硬度。通常齒面的含碳量最好控制在0.8% 1%之間,從齒表面到芯部的硬度梯度要緩和。經過回火和淬火的滲碳齒輪其表面硬度要達到HRC58 62之間,要消除齒輪尤其是表層的殘余內應力。進一步推廣氮碳共滲等新的加工工藝,通常氮的滲入深度不超過0.2毫米,不僅可以產生壓應力,還可以硬化表層。與單純滲碳齒輪相比,采用氮碳共滲工藝所加工的齒輪,其強度極限應力可以提到百分之十三以上,使用壽命延長一倍。在進行熱處理加工后,還要做油浴人工時效處理。
3.5 優化表面強化處理工藝
齒輪加工最后一道工序就是對齒根和齒面做噴丸強化處理,通常在磨齒后或者滲碳淬火后進行。噴丸強化處理有諸多優點,比如它可以提高三分之一甚至一半的齒輪接觸疲勞強度,改善齒根的變曲疲勞強度;可以阻止裂紋的進一步擴展,減少實際載荷;抵抗破壞性沖擊效果好,減少點蝕;改善齒輪的潤滑;消除各種切齒加工所留下的刀痕和磨削所產生的缺陷等。噴丸強化處理時間與齒輪多沖壽命的關系曲線圖如圖2所示,材料噴丸與未噴丸試樣如圖3所示:
3.6 優化潤滑工藝
齒輪的磨損失效在很大程度上受著潤滑的影響,很多低速重載齒輪通常有較高的接觸應力,所以對輪齒接觸表面材料局部彈性變形要足夠重視。此外,上文中也提到,齒輪在共軛嚙合時,除切點外其余均為滾滑運動,這一特性與EHL(彈性流體動力潤滑理論)完全相符,與傳統Martin潤滑理論相比,EHL最大的不同是齒輪表層的局部彈性變形量通常比按照剛性邊界計算的油膜厚度大出數倍,所以對油膜的壓力分布和形狀都有著明顯的影響。在設計齒輪的潤滑參數時可以參照這個規律,按照實際情況選擇適用的潤滑油。

圖2 噴丸強化處理時間與齒輪多沖壽命的關系曲線

圖3 材料噴丸與未噴丸試樣曲線
[1]金旭星.汽車機械基礎[M].北京:人民郵電出版社,2009
[2] 李翠蘭,張愛國,李慧萍.淺談煤礦機械齒輪技術的發展趨勢[J].煤礦機電.2008(3).
[3] 王琳.機械設備故障診斷與監測的常用方法及其發展趨勢[J].武漢工業大學學報.2009(3)
[4] 張瀟云,周新建.煤礦機械傳動齒輪失效形式分析[J].潤滑與密封,2008(7)
[5] 蔣玉珍.機械設計基礎[M].北京:機械工業出版社,1999
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
