薄膜包衣技術常見問題解決方法探索
2011-02-02 06:06:10密善武徐琳琳許文東
藥學研究 2011年12期
密善武,唐 娜,徐琳琳,李 莉,許文東
(山東齊都藥業有限公司,山東淄博255400)
20世紀50年代初,第一個真正意義的薄膜包衣片在美國誕生了.而我國起步較晚,20世紀70年代末,才陸續出現少數醫藥研究單位和藥廠研制的各種包衣液和薄膜包衣工藝,并逐漸推廣應用.近幾年薄膜包衣技術在固體制劑中已得到廣泛應用.但是從整體上看,這項技術在我國的發展仍然比較緩慢.許多制藥企業由于技術上的原因,在應用上仍存在著不少問題.本文旨在總結討論薄膜包衣中常見問題及解決方法,為薄膜包衣外觀達到質量要求總結經驗.
1 薄膜包衣的概念及優點
在片芯表面通過霧化的方法均勻地噴上一層比較穩定的高分子聚合物衣料,形成數微米厚的塑性薄膜層,經干燥達到一定的預期效果,這一工藝過程稱為薄膜包衣.對藥片可以起到防止水分、空氣、潮氣的浸入.掩蓋片芯藥物特有氣味的外溢.薄膜包衣與傳統的包糖衣技術相比有著許多優點:①生產周期短;②片重增加不大(一般增加2% ~5%)[1];③不需要底衣層;④堅固、耐破碎和開裂;⑤可以印字,也不影響片芯刻字;⑥可以有效保護產品不受光線影響;⑦對崩解時間無不利影響;⑧產品美觀,提高產量;⑨為使用水溶性包衣提供了機會;⑩包衣過程可實行自動化.
2 薄膜包衣質量建立的基礎
作為一項新技術,薄膜包衣對各個工序之間的相互配合、生產過程中的一系列技術指標及要求的調整和相互配套都有所要求.用高效包衣機進行薄膜包衣的質量基礎涉及許多方面,有文獻[2]認為,薄膜包衣質量建立在“基片的組成和性質、包衣溶液的處方、包衣操作條件及產品貯藏的環境”四個方面.
其中良好的片芯質量對薄膜包衣起到決定性的影響.有時片芯的機械質量太差,就根本無法進行薄膜包衣,即使勉強進行,衣膜質量也很難保證.在所有影響片芯機械性能的因素當中,片芯的硬度和脆碎度最為重要,而脆碎度又比硬度顯得更為突出.片芯性質影響薄膜衣質量主要是通過衣膜與片芯之間的粘附作用表現出來的.當片芯中活性成分為主要組分且溶于包衣溶劑時,容易產生包衣缺陷,如粘附力差、膜衣起泡等.片芯中所用的輔料如果能與聚合物結合成某種形式,則膜衣與片芯表面的粘附力強;反之,則粘附力差.片芯大小是影響片芯質量的重要因素,片芯較大平均表面停留時間相對較長,有利于減少邊緣破損發生的幾率.但邊緣陡峭或多角的片子,片冠部分所承受的機械力較弱,不利于包衣.
3 薄膜包衣常見問題及解決方法
3.1 衣膜色差 在許多包衣液處方中有色素或染料,它們混懸于包衣液中,由于包衣操作不當,導致顏色分布不均勻,片與片之間或片的不同部位產生色差,原因分析及解決方案見表1.
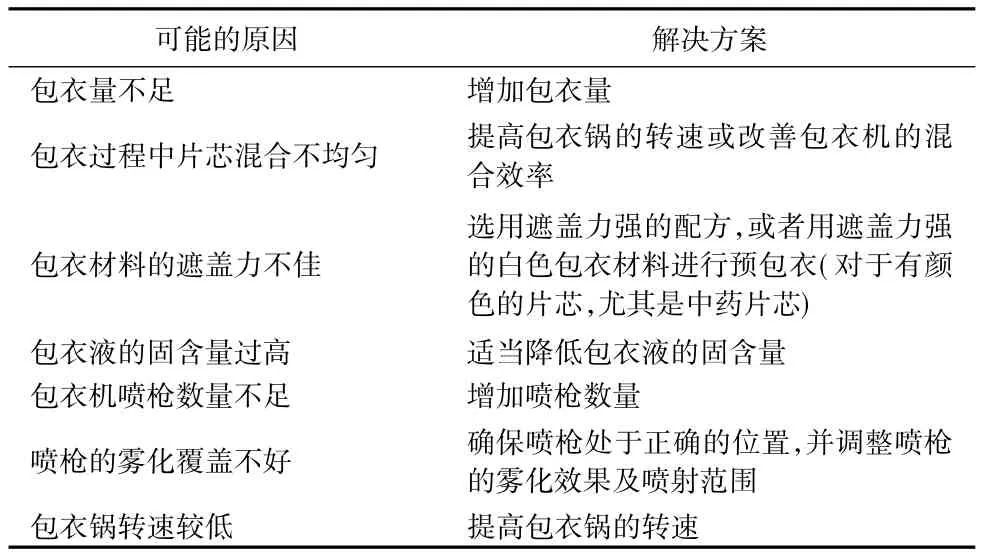
表1 衣膜色差原因分析及解決方案
3.2 孿生片 在包衣過程中,當作用于片—片界面的內聚力大于分子分離力時,會發生多個片子(多個顆粒)短暫粘結而后又分開的現象.原因分析及解決方案見表2.
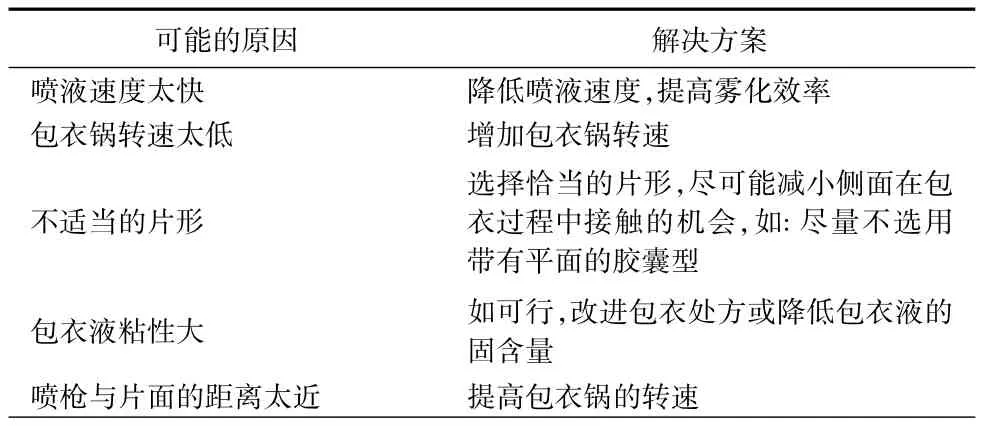
表2 孿生片原因分析及解決方案
3.3 開裂剝離 由于溶劑的揮發使薄膜收縮,衣膜和片芯過度膨脹使薄膜內應力增加,超過衣膜的拉伸強度易發生膜邊緣開裂和剝離.原因分析及解決方案見表3.
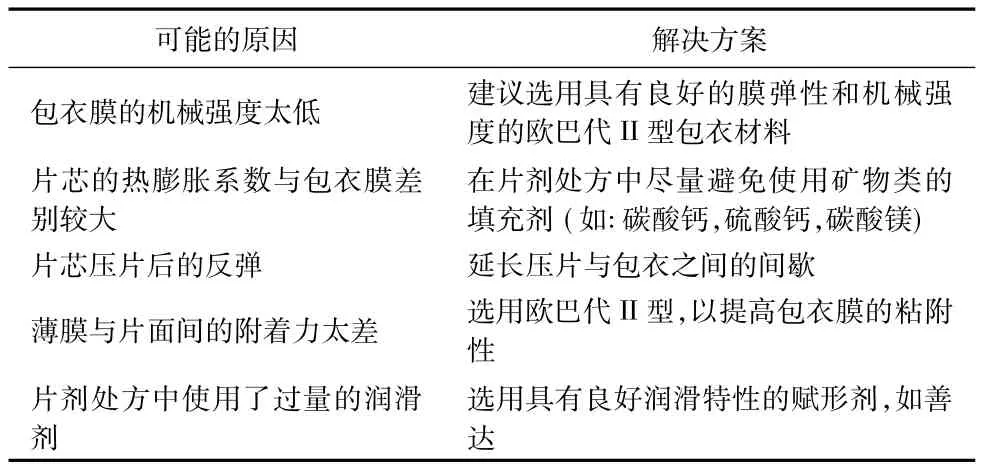
表3 開裂剝離原因分析及解決方案
3.4 橘皮樣粗糙 主要是由于干燥不當,包衣液噴霧壓力低而使噴出的液滴受熱濃縮程度不均造成衣膜出現波紋.原因分析及解決方案見表4.
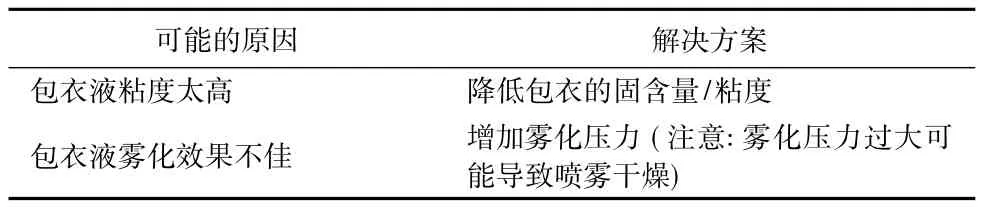
表4 橘皮樣粗糙原因分析及解決方案
3.5 橋接 是指刻字片上的衣膜造成標志模糊.原因分析及解決方案見表5.
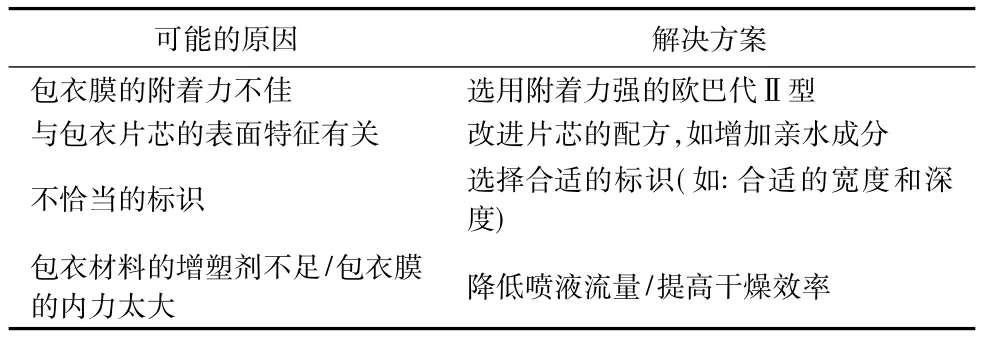
表5 橋接原因分析及解決方案
3.6 片面磨損 片芯冠部表面的硬度最小,在包衣過程中易受強烈的摩擦力和應力作用,片面掉粉或掉顆粒,致使片芯表面出現麻面或毛孔,尤其是有刻痕的片子.原因分析及解決方案見表6.
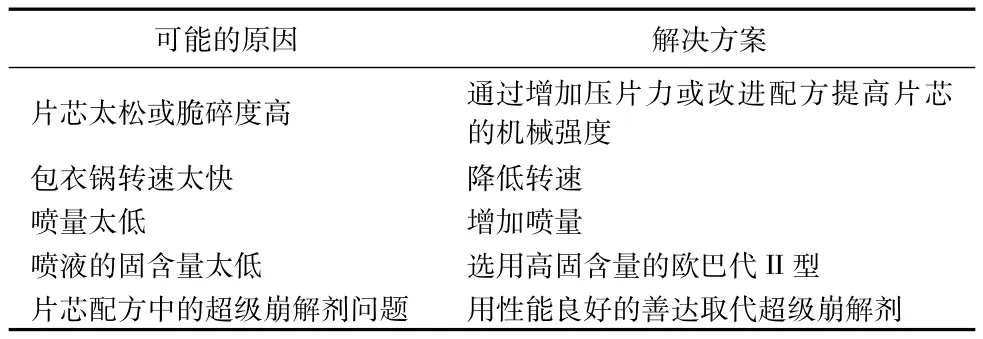
表6 片面磨損原因分析及解決方案
3.7 粘連 在包衣過程中,當作用于片—片界面的內聚力大于分子分離力時,會發生多個片子(多個顆粒)短暫粘結而后又分開的現象.原因分析及解決方案見表7.
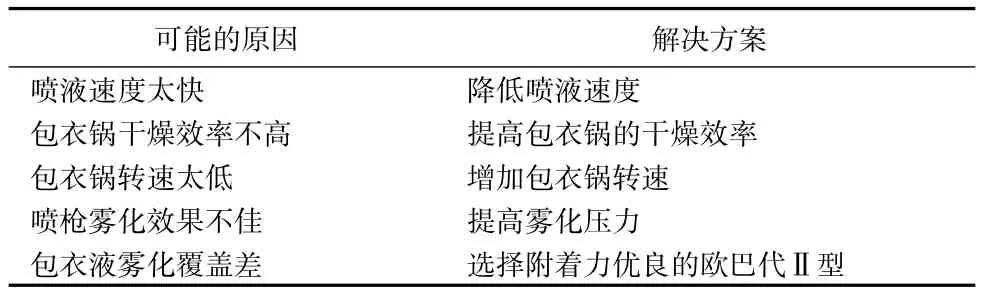
表7 粘連原因分析及解決方案
4 討論
在薄膜包衣過程中,常會出現各種問題,但不論是哪種問題,因素是多方面的,都可以通過改善片芯質量、調節包衣處方和操作來解決.隨著人們對包衣技術的掌握,新的包衣機械設備和薄膜衣材料的研發及應用,包衣技術將會有很大的提高,薄膜包衣也將在固體制劑生產中得到迅速的發展.
[1] 畢殿洲.藥劑學[M].第4版.北京:人民衛生出版社,1999.
[2] 科爾,霍根,奧爾頓.片劑包衣的工藝和原理[M].北京:中國醫藥科技出版社,2001.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
閱讀與作文(英語初中版)(2021年8期)2021-09-13 02:16:29
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
汽車觀察(2016年3期)2016-02-28 13:16:26
數字通信世界(2015年10期)2015-12-21 12:22:54
自動化博覽(2014年10期)2014-02-28 22:33:42
