紙面石膏板在干燥機中位置的計算與應(yīng)用
2011-01-29 06:25:32李春杰張慶慶薛翔宇
制造業(yè)自動化 2011年12期
鐘 偉,李春杰,張慶慶,薛翔宇
ZHONG Wei1, LI Chun-jie2, ZHANG Qing-qing1, XUE Xiang-yu1
(1.北京機械工業(yè)自動化研究所 自控中心,北京 100120;2.山東中煙青島卷煙廠,青島 266021)
0 引言
在石膏板生產(chǎn)線上潮濕的紙面石膏板需要在干燥機內(nèi)部均勻加熱,石膏板隨著主傳動在基本完全封閉的干燥機內(nèi)部慢慢前進。生產(chǎn)中各站操作人員需要及時了解干燥機中石膏板在干燥機中具體位置,并人工干預(yù)或程序自動調(diào)節(jié)主傳動的速度或風(fēng)熱比的關(guān)系,來提高石膏板的合格率,便于中控室調(diào)度人員的指揮與決策。
1 硬件系統(tǒng)
1.1 硬件設(shè)計
系統(tǒng)硬件組成:可編程控制器PLC一臺,光電開關(guān)1個,接近開關(guān)1個。
光電開關(guān)垂直安裝在干燥機輸送軌道架上,用于檢測石膏板進入時瞬間脈沖。接近開關(guān)垂直安裝在主傳動的齒輪面上,用于檢測齒輪齒牙的脈沖數(shù)。可編程控制器PLC進行程序邏輯運算,用于計算石膏板在干燥機中的位置。
2 軟件系統(tǒng)
2.1 指令設(shè)計
系統(tǒng)采用脈沖計數(shù)器和脈沖字位移兩個指令。脈沖計數(shù)器(Count Up)命令用于計算齒輪齒牙數(shù),即多少的脈沖位可以發(fā)出一個中間脈沖位,用于表示一組板的板頭總脈沖數(shù),一組板的板尾總脈沖數(shù)和一個干燥機門的總脈沖數(shù)。脈沖字移位指令(Bit Shift Left)用于數(shù)據(jù)區(qū)字的移位。用數(shù)據(jù)區(qū)的一個位對應(yīng)一個干燥機門,當一個干燥機門的總脈沖數(shù)出發(fā)脈沖觸發(fā)字移位指令對總的干燥機門的數(shù)據(jù)區(qū)字進行整體移位。
2.2 上位設(shè)計
系統(tǒng)配以先進的監(jiān)控軟件,直觀展示整個干燥機外觀,并在干燥機中表示石膏板的具體位置,如圖1所示。

圖1 上位組態(tài)示意圖
然后通過工業(yè)以太網(wǎng)把數(shù)據(jù)傳到各個分站。可使現(xiàn)場操作人員和中控調(diào)度人員直觀快捷地進行現(xiàn)場操作和遠程調(diào)度。
2.3 下位設(shè)計
采用可編程控制器,使用其梯形圖語言可以實現(xiàn)程序的邏輯運算,便于工程技術(shù)人員調(diào)試和系統(tǒng)維護,如圖2所示。
3 結(jié)束語
方案已成功應(yīng)用到多條已建和在建的石膏板生產(chǎn)線中,自投產(chǎn)使用以來系統(tǒng)非常穩(wěn)定,得到用戶的好評。其特點是:直觀,經(jīng)濟,實用。希望此論文能為中國現(xiàn)代化石膏板生產(chǎn)行業(yè)產(chǎn)生一些啟示作用。
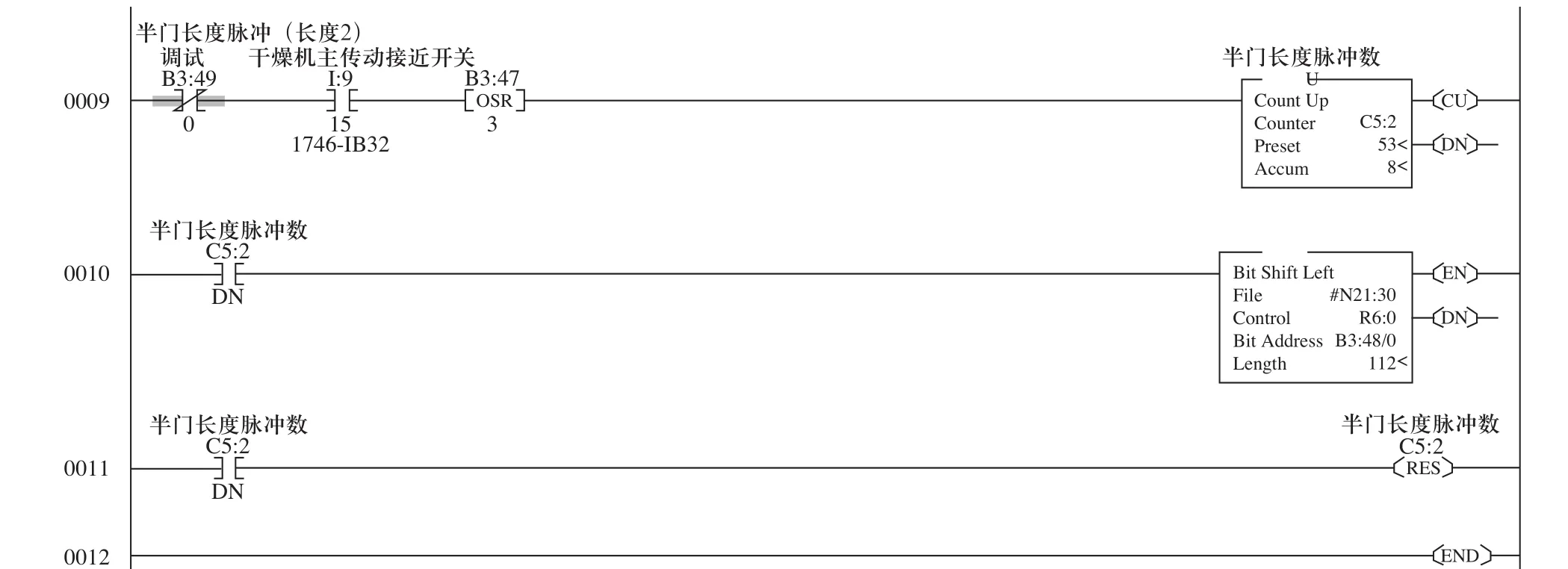
圖2 下位PLC梯形圖
