跳動檢測儀的自動定位機構設計
2011-01-29 06:25:34吳征南
制造業自動化 2011年12期
關鍵詞:檢測
吳征南,王 昱
WU Zheng-nan, WANG Yu
(北京機械工業自動化研究所,北京 100120)
0 引言
在工業生產中存在大量的圓盤形工件,圓盤形工件的加工精度和裝配精度往往是保證設備整體精度及性能的關鍵。
圓盤形工件的加工精度可以使用通用的測量工具及設備進行檢測,跳動參數亦可使用通用的跳動檢查儀準確測出。而裝配精度的測量與加工精度不同,各種設備的裝配結構不同,存在裝配環境、空間及測試條件的差異,所以裝配精度檢測較多使用專用的檢測設備。尤其是在批量裝配生產環境下,專用的跳動參數檢測儀是裝配生產線不可卻少的裝置。
汽車制動盤就是圓盤形工件,制動盤裝配后必須進行端跳檢測。因裝配制動盤后的裝配總成的定位基準點存在非加工表面且尺寸偏移較大,所以現有生產線上使用固定檢測基面以工件非加工基準點定位的檢測設備均有可能存在數據偏移的現象。如果采用量程較小的接觸式測量方式,則會因非加工基準點尺寸處于極限位置時,測量表面超越或脫離量程。
筆者曾經為乘用車裝配生產線設計制造了制動盤全自動端跳檢測儀。該檢測裝置定位基面的自適應結構解決了原生產線同類檢測裝置的詬病,并為后續設備研制取得了經驗。
1 設備要求
制動盤為汽車制動系統的關鍵零件,裝配后的端面跳動參數與汽車行駛的安全性密切相關。圖示為制動盤(如圖1所示)和裝配后的結構(如圖2所示)。
技術協議中對設備提出了以下幾點要求:
1)全自動檢測制動盤端跳參數,排除人工參與,避免人工操作的失誤;
2)檢測分辨率為0.0005mm;
3)要求在30秒內完成檢測作業;
4)要求適應12種規格產品的檢測,產品換型時允許20秒工裝準備時間;

圖1 制動盤

圖2 裝配后的結構
5)與檢測前的輪轂壓裝工序同臺操作,減少用工量,提高勞產率。
2 結構分析
按制動盤的裝配工序分析,先將制動盤用螺釘緊固在輪轂上,再將制動盤-輪轂組件用壓力機壓裝在轉向節的軸承內,壓裝完成后即進行制動盤端跳檢測。
壓裝夾具設置在檢測夾具中部,因壓裝作業與本文無關,故不在此描述。本文只介紹檢測裝置定位機構的結構及特點。
裝配總成工件的檢測定位基準設置在轉向節底部的三個點,如圖3所示。

圖3 檢測定位基準示意
被檢測物體的基準點放置在檢測儀的檢測基面上,制動盤與檢測臺面平行。
工件基準點1、2為加工表面并且是同一平面。基準點3為鑄造表面,尺寸偏差±2mm。
通常的檢測裝置基面為固定平面,被檢測工件的基準點放置在檢測裝置基面上進行檢測作業。由于制動盤裝配總成的基準點3為非加工表面,并且存在較大的尺寸偏差,所以檢測數據有可能偏移。
由于工件基準點較大的尺寸偏差,檢測裝置不能采用成本低但量程小的接觸式位移傳感器。將導致大大增加設備的制造成本。
鑒于以上分析,只能采用浮動形式具備自適應功能的檢測基面,消除工件基準點的尺寸偏差,滿足檢測作業的條件。
3 結構設計
跳動檢測與制動盤-輪轂組件壓裝工序同工位操作,壓裝工作臺上的壓制工裝與壓裝工作臺固定連接。壓制工裝保證轉向節-軸承組件定位準確。在壓制工裝兩側設置兩根導桿,與定位平臺下方的導向套配合。定位平臺在驅動裝置驅動下往復運動,設置檢測和復位兩個極限位置。
定位組件1和定位組件2固定連接在定位平臺上,定位基面1可隨其下方的導桿和定位斜塊上下運動,定位基面2也可隨其下方的導桿和定位斜塊上下運動。定位基面1用于工件基準面1、2的定位,定位基面2用于工件基準面3的定位。
在定位平臺上方設置滑動平臺及滑動平臺的驅動裝置,滑動平臺在驅動裝置驅動下沿定位平臺運動軸向往復運動,設置定位和復位兩個極限位置。
滑動平臺運動時,固定在滑動平臺上的固定滑塊斜面與定位組件1下方的滑塊斜面相對運動,驅動定位組件1上升、下降。
調整滑塊的滑塊導桿固定連接在滑動平臺上,與調整滑塊的裝配方式見圖四。
滑動平臺向定位方向移動則帶動調整滑塊移動,調整滑塊移動時推動定位組件2上升。如定位組件2上升到位后滑動平臺繼續移動,則調整滑塊在壓簧的作用下可停留在任意位置。滑動平臺移動到位后,在調整滑塊頂部施加壓緊力,將調整滑塊與滑動平臺鎖死。
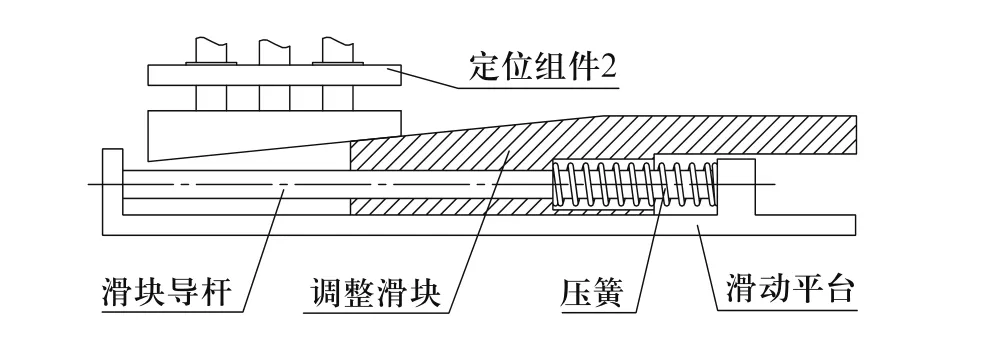
圖4 調整滑塊裝配示意
4 工作過程描述
由于與檢測工序之前的壓裝工序同工位操作,在壓裝完成后不要馬上將壓頭抬起,利用壓裝夾具的定位機構輔助檢測定位。壓裝完成后的工件外形及放置形式如圖二,裝置的初始位置為:壓裝機的壓頭壓在制動盤組件上,定位平臺和滑動平臺復位,壓緊力作用在調整滑塊上方將滑塊與滑動平臺鎖緊。
檢測定位過程如下:
壓頭下降將制動盤-輪轂組件壓入轉向節軸承——定位平臺移動到檢測位置(定位基面1在工件定位基準點1、2的下方。定位基面2在工件定位基準點3的下方)——壓緊力A松開——滑動平臺向定位方向移動(固定滑塊斜面驅動定位組件1上升將定位基面1緊貼在工件的基準點1、2下方。調整滑塊斜面驅動定位組件2上升將定位基面2緊貼在工件的基準點3下方,壓簧的作用使調整滑塊移動時補償工件基準點3的尺寸偏差)——壓緊力A作用在調整滑塊上方將調整滑塊與滑動平臺鎖緊——壓裝機壓頭抬起的同時,滑動平臺移動到最終定位位置,將工件抬起脫離壓裝夾具——定位完成。
上面只介紹了用于非加工表面的工件檢測的定位機構,有關驅動圓盤形工件旋轉和傳感器檢測臂動作等經典機構,本文不再贅述。
5 使用效果
定位基準自適應結構保證了每個工件都能準確定位,檢測功能滿足技術要求。
定位機構結構緊湊,動作準確,為在規定時間內完成工序內容提供了可靠保證。
定位機構可適應用戶12種規格產品的檢測,不同規格產品換型時只需更換不同厚度的定位基面,換型準備時間只有幾秒鐘。可用于單件混流生產作業,顯著提高了生產效率。
該設備投產后經過嚴格的批量生產的考驗,按期通過用戶驗收。目前在生產線上運行穩定、可靠,重復性精度達到了CMC標準的要求。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
