現代鑄件清理方式
2011-01-24 00:39:54劉小龍機械工業第四設計研究院河南洛陽471039
鑄造設備與工藝 2011年4期
劉小龍(機械工業第四設計研究院,河南 洛陽 471039)
鑄件清理往往不被重視,認為只要能將鑄件生產出來,清理靠人工打磨就能完成,鑄件越多,人員越多。因此,我國鑄件清理水平普遍很低,勞動環境較差。每個鑄造廠最不能看的就是清理工部,環境惡劣、勞動強度大、安全性差。為此鑄件清理必須改進:首先是鑄件質量要求。近年來,主機廠家對鑄件的要求越來越高,比如:要求清理后的缸體鑄件內部殘留物含量在100mg以下;鑄件的涂裝就是零件的最后涂裝,在加工、裝配過程中,不再對鑄件進行涂裝處理等等。其次是環保要求:國家對環保越來越重視,目前新建鑄造項目環保不達標就不能投產,因此,必須重視清理環保。再者就是招工越來越難,很多地方已招不到清理工人,且用人成本越來越高。
1 我國有些鑄造企業不重視清理工藝
我國有些鑄造企業不重視清理工藝,在新建的鑄造項目中,清理車間的投資只占工藝總投資的8.6%左右,致使清理車間普遍落后,其清理工藝主要是:落砂→冷卻→人工打澆冒口→拋丸→人工打磨→油漆。在清理車間只見廠房,不見設備,打澆冒口及打磨等都在地面上進行,拋丸采用階段式拋丸機,整個車間缺乏通風設施,工人勞動強度大,環境差,鑄件的一致性很難保證。
2 先進鑄造企業清理工藝
我國大批量生產小鑄件的工廠,其清理工序多數采取落砂清理滾筒落砂、去澆冒口、人工精整、精拋、防銹處理等工序。從落砂到去澆冒口,基本是連續運行。去澆冒口后的鑄件轉運到人工精整工位也是采用機械化的板式輸送機或裝筐(斗),人工精整有兩種形式:一種是砂輪機打磨,一種是液壓鑄件清理機清理。而在一些發達的國家,先進的鑄造企業的鑄件精整是用機器人拿住鑄件,在各種固定的磨削設備上打磨完成的,打磨的曲線完全由設備事先設置好,清理完的鑄件表面一致。這些小鑄件的清理特點是:清理設備固定,鑄件經批量轉運后由人或機器人直接拿住進行清理。
我國大批量生產中等鑄件的工廠,其清理工部多數采取高效專用清理設備,組成清理作業線,實現鑄件不落地清理,鑄件一般經過落砂、去澆冒口、冷卻、(擊芯)、一次表面粗拋、銑削清鏟、精整等工序,為了保證鑄件表面的一致性,還要進行二次精拋、防銹處理等。防銹處理根據鑄件要求有浸油、浸防銹液、靜電噴粉、噴漆等。這類鑄件多數采用自動造型線生產,是我國鑄件生產的主流,約占鑄件總量的50%左右,因此,這類鑄件的清理工藝水平,一定程度上代表了我國鑄件清理的水平。由于這些鑄件相對較重,一般工人很難搬動,因此其搬運多數借助機械設備,在清理過程中,最好讓鑄件流起來,因此,這類鑄件的清理特點是:鑄件運動和清理設備運動相結合。
下面以某廠清理工藝為例介紹一下鑄件的流轉過程。
鑄件由自動造型線的捅箱機捅出后,經震動輸送機震動落掉鑄件表面型砂,然后用機械手將鑄件直接放到退火爐上退火,退完火的鑄件再由機械手裝入懸鏈輸送機的吊筐內送到清理工部,在清理工部先用懸掛起重機把鑄件轉運到鱗板輸送機上,在鱗板輸送機上,人工敲掉殘余澆冒口或排氣針后將鑄件輸送到擊芯區,用通過式擊芯機擊芯。擊芯完畢,人工吊運鑄件到另一條鱗板輸送機上,在粗拋區將鑄件掛到懸鏈通過式拋丸清理機進行粗拋,粗拋后的鑄件人工吊到輥道輸送機上輸送到通過式磨削生產線對鑄件進行磨削,磨削完成后,鑄件直接輸送到人工精整區精整,人工精整為定點在線式,人工精整后的鑄件通過輥道送到粗加工區,不合格鑄件則進行補救措施或者報廢處理。粗加工后的鑄件采用機械手式拋丸機進行終拋丸處理。終拋后的鑄件,進行內腔噴丸后檢驗,合格鑄件則根據需要進行防銹處理,最后鑄件入庫。
其鑄件清理工藝流程圖如1所示:
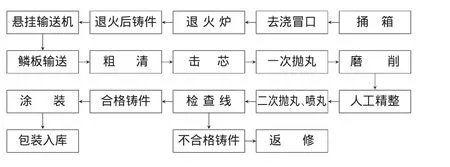
圖1 鑄件清理工藝流程圖
清理車間平面布置圖如2所示。
我國生產大型鑄件的工廠,其清理工部多數采用就地人工清砂,臺車式拋丸清理機拋丸,然后油漆的工藝。先進的清理工藝是將鑄件定點清砂,手持式砂輪機打磨,設置崗位抽風。這種鑄件清理的特點是:由于鑄件較重,一般都是清理設備運動,整個清理過程中,盡量減少鑄件搬運次數。
3 清理車間的環保問題
清理車間熱、臟、累,是鑄造環境最差的工部,多年來由于鑄件清理不被人們重視,清理手段主要是人工打磨,清理場地是遍地開花,到處是工作場地,到處也是揚塵點,清理鑄件變成了農民工的專利,清理工人干幾年就得了矽肺病的大有人在。很多企業都想改變這種環境,但苦于這種生產方式下,根本無法進行處理,更談不上設置除塵設備。
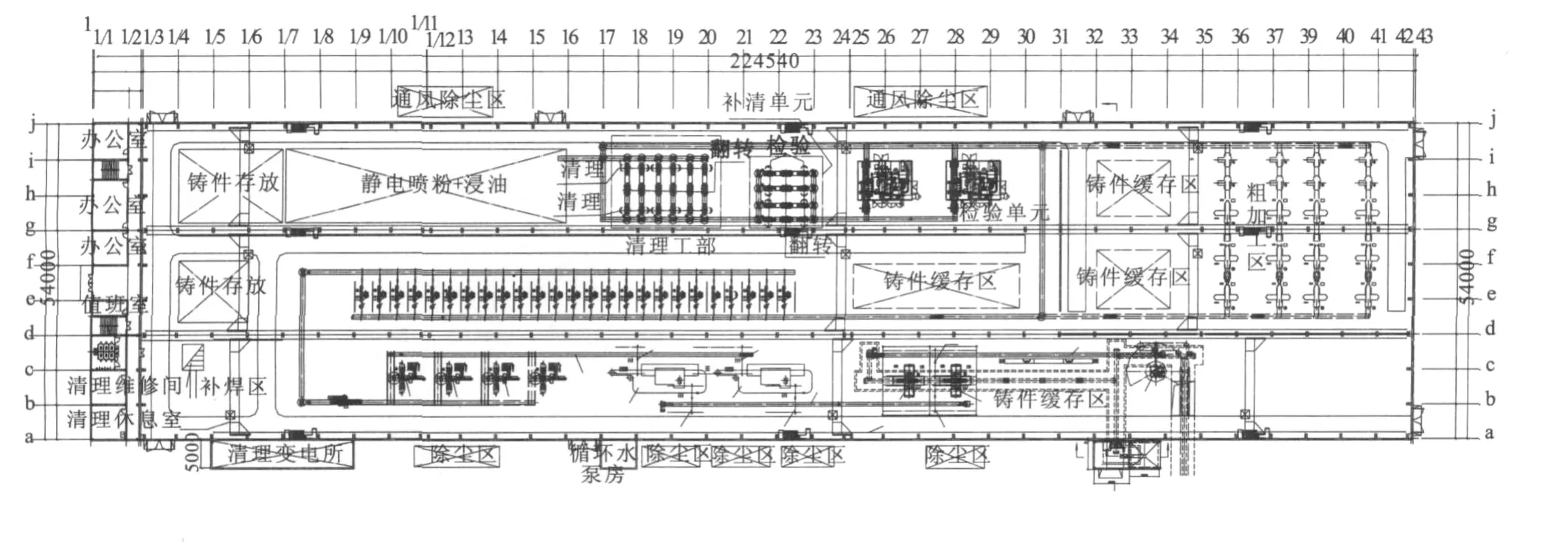
圖2 清理工部平面布置圖
隨著我國環境保護、職業安全和健康法規的逐漸健全,清理工部的環境到了非改不可的地步,清理車間的粉塵經處理后要滿足《大氣污染物綜合排放標準》GB16297-1996表2中的二級標準。近年來一些機械化、現代化清理設備的應用,將鑄件清理變為定點、定位,從而使清理車間設置除塵變為可能。目前,產生大量粉塵的震動擊芯機、震動落芯機、拋丸機等都采用密閉罩,含塵氣體經除塵器凈化后排入大氣。磨削清理線設置傘形罩、人工打磨單元、人工粗清工位等均沿操作工位設置上吸式側吸罩,含塵氣體經除塵器凈化后排入大氣。同時,在人工清理單元內設置送風系統,使其形成上送風下排風的氣流組織。同時清理車間設屋頂通風機進行全面排氣,換氣次數3次/h~5次/h。
4 我國清理設備發展方向
我國清理設備生產企業的裝備水平普遍較低,難以生產出高水平的清理設備,特別是高水平的連續拋丸設備、鑄件磨削設備、鑄件機械化運輸設備、表面處理設備等。
通過式連續拋丸設備,需要設備具有很高的可靠性和耐久性,它將大大提高清理效率,減輕勞動強度,但該種設備我國基本處于空白狀態,需要積極開發。在此,超長壽命的耐磨件開發,變的格外重要。
通過式擊芯機也是需要重點開發的設備,目前我國的擊芯設備要么裝夾不方便,要么效果不理想,要么容易將鑄件碰壞,該種設備目前國際上也缺乏很好的產品。
鑄件磨削設備的適應性應加強,設備應滿足工藝要求,要改變現在工藝適應設備的狀況,比如:磨削機應能對落砂后、拋丸前的鑄件進行磨削,而不是只能對拋丸后的鑄件進行磨削。同時磨削機的自動化程度及可靠性也有待提高,要研制新的磨削刀具,提高磨削刀具壽命。
在鑄件機械化運輸和在線清理方面,很少企業能提出建設性的方案,不能對整個清理工部進行系統考慮,設備注重工藝性較多,忽略了安全、環保性能,應在系統性上加強研究。
總之,我國鑄件清理工藝還比較落后,適合大批量鑄件清理的專用設備還較少,先進裝備如機器人等應用到清理工序中還很少,對清理工藝的研究和設備的開發有很大的空間。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
