焊縫余高對焊接接頭疲勞強度的影響
2011-01-23 06:58:04呂曉春張志毅李愛民
化學分析計量 2011年1期
呂曉春 張志毅 李愛民
(1.中國兵器工業(yè)第五二研究所,山東煙臺 264003; 2.南車青島四方機車車輛股份有限公司,山東青島 266111)
焊接結(jié)構(gòu)的疲勞強度,在很大程度上取決于構(gòu)件應(yīng)力集中情況。如果焊接構(gòu)件有應(yīng)力集中,在受到循環(huán)載荷條件下,焊接結(jié)構(gòu)普遍會出現(xiàn)嚴重的斷裂破壞。焊縫幾何尺寸及焊接過程中產(chǎn)生的各種缺陷是產(chǎn)生應(yīng)力集中的主要原因[1,2]。然而這些原因如何影響焊接構(gòu)件的疲勞壽命,對于一種新材料,或者對于在一種特殊條件下使用的材料來說,應(yīng)當受到特別的關(guān)注。AQ400NH鋼是一種耐候材料,在使用結(jié)構(gòu)中,該材料的焊接結(jié)構(gòu)承受著高速動載的作用,使用條件特殊,所以研究產(chǎn)生應(yīng)力集中的原因、應(yīng)力集中對該焊件疲勞性能的影響,對提高焊件疲勞壽命具有重要意義。
筆者著眼于焊縫趾部余高與焊接構(gòu)件應(yīng)力集中的關(guān)系,探討余高產(chǎn)生的應(yīng)力集中對該焊件疲勞性能的影響。為此,對這種材料的母材、光滑焊件(余高為零的焊件)、帶余高焊件分別進行疲勞試驗。繪制它們的S-N曲線;觀察靜態(tài)載荷下焊趾處應(yīng)力的變化;用ANSYS有限元分析程序計算了各種狀態(tài)下焊接構(gòu)件的應(yīng)力分布狀態(tài),以及余高變化產(chǎn)生應(yīng)力集中的趨勢。
1 實驗部分
1.1 主要儀器與設(shè)備
電液伺服材料試驗機: Instron1251型,英國Instron公司。
1.2 材料成分、力學性能
實驗所用材料為耐候材料AQ400NH,其主要化學成分見表1,母材與焊件的基本力學性能見表2。

表1 材料的主要化學成分 %
1.3 焊接接頭幾何尺寸
疲勞試件共分為3組,一組為母材試件;一組為光滑焊件,即為焊后去掉余高,并進行了精加工,其表面光潔度與母材試件相同;另一組為帶余高焊件。三組試件的名義尺寸為,試樣寬度B×厚度W×平行段長度L0:24 mm×12 mm×70 mm。光滑焊件的試樣厚度比母材略小。試件接頭形式為對接焊接頭,其試樣形式和焊縫堆高名義尺寸如圖1所示。焊接方法為MAG半自動焊接。
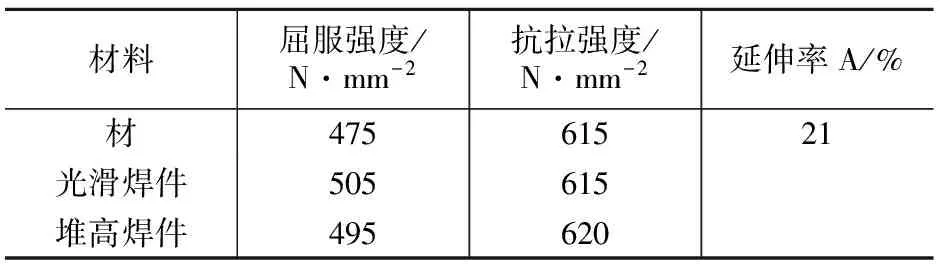
表2 材料力學性能
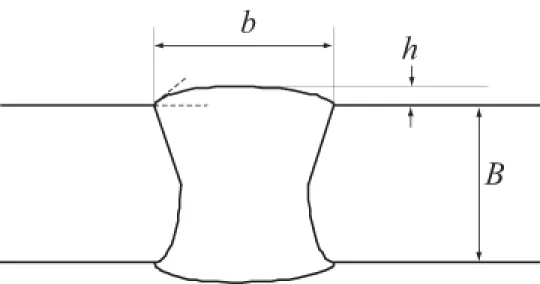
圖1 焊縫堆高名義尺寸
焊縫幾何參數(shù)用焊縫寬度b和余高h表示。帶有余高的試件共有5個,試樣的焊縫寬度b和余高h的實際尺寸見表3。
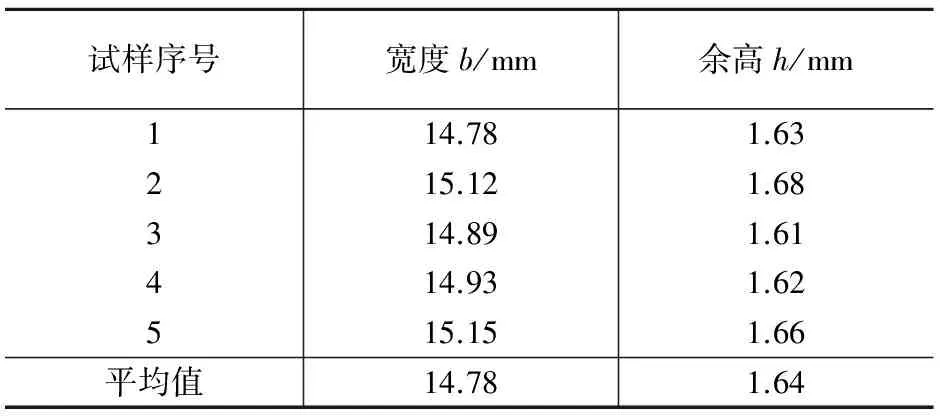
表3 焊縫尺寸平均值
1.4 疲勞試驗
疲勞方式采用循環(huán)應(yīng)力恒負荷軸向脈動拉伸疲勞。波形為正弦波;應(yīng)力比R=0;頻率10~20 Hz;循環(huán)次數(shù)5×104~1×107;應(yīng)力等級分8個級別。因該材料疲勞性能較為穩(wěn)定,每個應(yīng)力級別只做一個試樣。試驗在Instron 1251試驗機上完成,疲勞控制方式為恒應(yīng)力控制。為了便于比較,將三組疲勞強度與循環(huán)受命關(guān)系的S-N曲線繪于圖2中。三組疲勞試驗得到的疲勞極限為:母材試件疲勞極限為σu=425 N/mm2;光滑焊件疲勞極限為σu=410 N/mm2;余高焊件疲勞極限為σu=220 N/mm2。光滑焊件的疲勞極限和母材比較接近,而平均余高為1.65 mm焊件,其疲勞極限要明顯低得多。
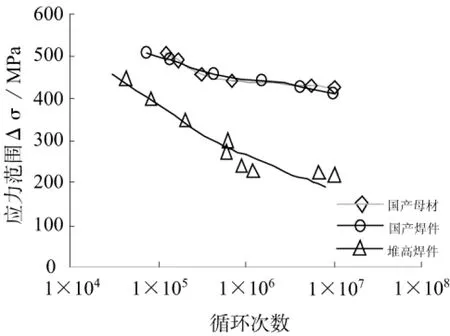
圖2 三組試件的S-N曲線
1.5 應(yīng)力集中系數(shù)的確定
通過試驗的方法,可得到焊接接頭處實際應(yīng)力集中系數(shù)[3],即有效應(yīng)力集中系數(shù)kσ按式(1)計算:
(1)
式中:σ0—光滑試件的疲勞極限;

本次試驗?zāi)覆牡钠跇O限σu=425 MPa,光滑焊件的疲勞極限是σu=410 MPa,堆高焊件的疲勞極限σu=220 MPa,母材與光滑焊件所產(chǎn)生的實際應(yīng)力集中系數(shù)為kσ1=1.036 6。母材與焊接后帶堆高試件所產(chǎn)生的實際應(yīng)力集中系數(shù)為kσ2=1.931 8。帶有余高焊件的應(yīng)力集中系數(shù)接近前者的兩倍。
2 有限元計算
使用ANSYS有限元程序進行有限元計算。計算焊趾應(yīng)力時采用二維模型和四邊形8結(jié)點單元,根據(jù)單元要求,輸入0.5 mm的厚度,焊件橫截面單元分布如圖3所示。計算時所加載荷為220 MPa,低于材料的屈服強度,故計算時材料始終處于彈性狀態(tài)。計算中取材料的彈性模量E=2.1×105MPa,泊松比v=0.33,并假設(shè)整個試件內(nèi)性能相同。計算時焊件的余高是1.65 mm。計算結(jié)果表明在焊縫趾部應(yīng)力最大,最大值達到446 MPa,相當于所加載荷的兩倍,結(jié)果如圖4所示。
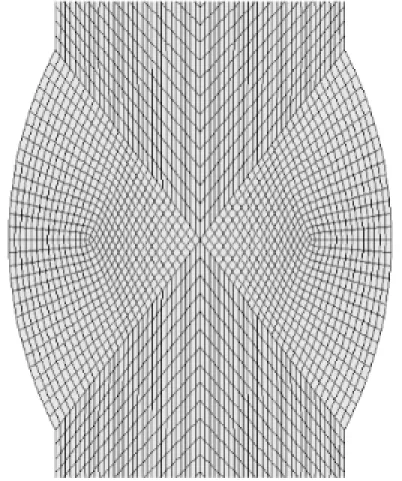
圖3 對接接頭局部有限元網(wǎng)格
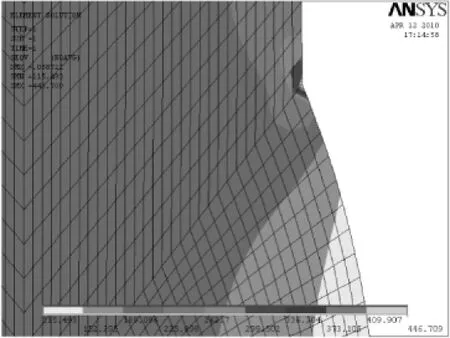
圖4 對接接頭最大主應(yīng)力局部放大圖
3 分析與討論
3.1 S-N曲線分析
從圖2中看出,母材和光滑焊件的疲勞強度與循環(huán)壽命關(guān)系差別不是很大,二者的疲勞極限也很接近,只是母材S-N曲線的拐點要比光滑焊件的S-N曲線拐點明顯,母材與光滑焊件數(shù)據(jù)點分散性也很小。余高焊件的S-N曲線與前兩者的變化趨勢明顯不同,數(shù)據(jù)點分散性增大,曲線沒有拐點,疲勞強度隨著疲勞壽命的增加明顯下降,疲勞極限下降幅度幾乎接近50%。根據(jù)表1中余高數(shù)據(jù)有一個波動范圍來看,數(shù)據(jù)點分散可能是余高不同所致。
3.2 斷裂位置及宏觀斷口形貌
光滑焊件的斷裂位置絕大部分出現(xiàn)在焊縫中,而有余高的焊件,疲勞斷裂均無例外地發(fā)生在焊趾處,而且斷裂源均位于表面焊縫趾部,這說明焊趾處為應(yīng)力集中最大區(qū)域,這一現(xiàn)象恰與計算結(jié)果相一致,見圖4接頭局部應(yīng)力放大圖,它表明有限元計算結(jié)果是正確的,用有限元計算方法分析余高焊件應(yīng)力集中情況是有效性。
觀察宏觀斷口可以發(fā)現(xiàn),光滑焊件斷面上的疲勞源內(nèi)總有微小焊接缺陷或微小氣泡(圖5),這些缺陷成為疲勞裂紋的裂紋源。而在余高焊件的斷口上幾乎看不到什么宏觀缺陷,疲勞源均從焊縫趾部的某一位置開始(圖6)。這表明,同焊接微小缺陷相比,焊趾處應(yīng)力集中也會成為裂紋源,而且應(yīng)力集中對焊接結(jié)構(gòu)的危害比微小焊接缺陷要大。當有應(yīng)力集中存在時,微小焊接缺陷的有害作用降低到次要位置。當采用合理的工藝降低或消除焊縫中的缺陷后,光滑試樣可提高構(gòu)件的疲勞壽命。而對于有一定余高的焊接構(gòu)件,即使通過合理的工藝消除焊縫中的缺陷,由于存在應(yīng)力集中,也不能提高構(gòu)件的疲勞壽命。因此,要提高焊接構(gòu)件的疲勞壽命,必須對其進行光滑處理。

圖5 光滑焊件疲勞斷口
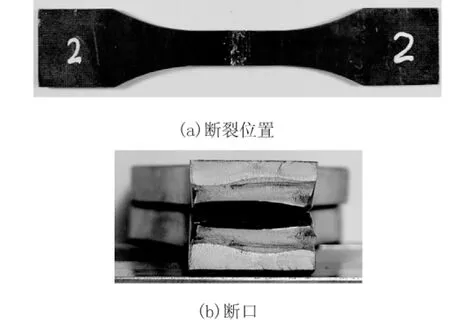
圖6 帶堆高焊件疲勞斷裂位置a及斷口形貌b
3.3 有限元計算分析焊縫余高的影響
采用和上面相同的有限元計算方法計算不同余高對焊接構(gòu)件應(yīng)力集中的影響。計算中設(shè)定余高為5種,分別是0.0、0.1、0.3、0.5、3 mm。計算余高0.0、0.5、1.65、3 mm的應(yīng)力分布圖如圖7所示。以余高做變量,焊趾處的應(yīng)力和余高的變化關(guān)系如圖8所示,它們之間呈線性關(guān)系。從圖8中可以看出,在余高是0 mm時,焊趾處的應(yīng)力和外載荷大小相同,表明此處沒有應(yīng)力集中。這就說明光滑試樣的疲勞極限與母材相同的原因是光滑焊件沒有應(yīng)力集中。當余高是1.65 mm時,焊趾處受到的應(yīng)力是446 MPa,相當于載荷的兩倍。根據(jù)本疲勞試驗的結(jié)果,當余高引起的應(yīng)力集中出的載荷達到外載荷的2倍時,疲勞裂紋源出現(xiàn)在焊趾處。余高3 mm時,焊趾處的應(yīng)力達到605.93 MPa,接近載荷的3倍。表明余高越高,焊趾處的應(yīng)力也越高。由此可以斷定,余高越大,應(yīng)力集中越嚴重,導(dǎo)致材料的疲勞壽命越低。而降低余高可以降低應(yīng)力集中,同時可以提高疲勞壽命。為了降低應(yīng)力集中的程度,提高焊接構(gòu)件的疲勞壽命,在結(jié)構(gòu)焊接完后,應(yīng)將余高打磨掉,以消除余高引起的應(yīng)力集中。
比較母材、光滑試樣疲勞極限和余高1.65 mm焊趾處的應(yīng)力可以看出,余高1.65 mm焊件結(jié)構(gòu)焊趾處的最大應(yīng)力是446 MPa,這個應(yīng)力和母材、光滑試樣疲勞極限相差不多。這就表明,當應(yīng)力集中使最大應(yīng)力達到光滑試樣的疲勞極限時,有余高的焊接結(jié)構(gòu)發(fā)生疲勞斷裂。由此可見,應(yīng)力集中降低疲勞壽命的原因是:盡管外載荷遠低于母材的疲勞極限,但應(yīng)力集中處的應(yīng)力卻能夠達到材料的疲勞極限,使材料發(fā)生疲勞斷裂。
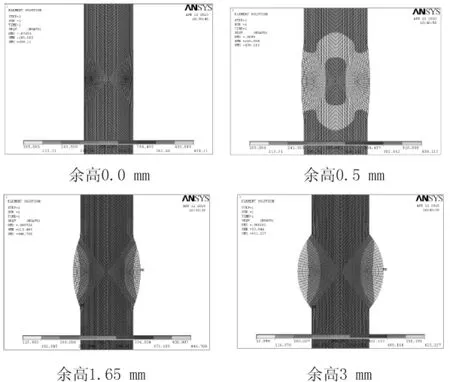
圖7 余高對應(yīng)力分布的影響
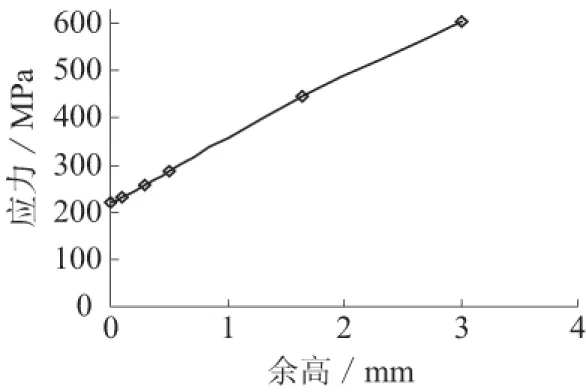
圖8 余高和焊趾處最大應(yīng)力的關(guān)系
4 結(jié)論
(1)當焊接接頭有1.65 mm的余高時,焊趾處存在的應(yīng)力集中可以使其疲勞極限下降接近50%,即使焊縫中有微小缺陷,疲勞斷裂的裂源也出現(xiàn)在焊趾處;(2)余高和焊趾處最大應(yīng)力間存在線性關(guān)系,焊趾處的最大應(yīng)力隨余高增加而線性增加;(3)當應(yīng)力集中處的應(yīng)力達到母材的疲勞極限時,焊接構(gòu)件發(fā)生疲勞斷裂;(4)將焊接接頭的余高除掉,可以消除余高在焊趾處產(chǎn)生的應(yīng)力集中,光滑焊件的疲勞極限只取決于內(nèi)部焊接缺陷。
[1] 霍立興.焊接結(jié)構(gòu)的斷裂行為及評定[M].北京:機械工業(yè)出版社,2000.
[2] 達伊D.焊接結(jié)構(gòu)疲勞強度[M].北京:機械工業(yè)出版社,1994.
[3] [蘇]Γ.C.批薩連科, A.Γ I.亞科符列夫.材料力學手冊[M].北京:中國建筑工業(yè)出版社,1981.
[4] 賈法勇.鋁合金5083縱向角接板焊接接頭疲勞強度[J].機械工程學報,2005,41(8):199-202.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
上海節(jié)能(2020年3期)2020-04-13 13:16:16
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學學報(2019年6期)2019-08-13 07:04:32
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03