工業機械手抖動故障淺析
2011-01-23 06:08:12盧銘
鑄造設備與工藝 2011年1期
盧 銘
(廣西玉柴機器股份有限公司,廣西 玉林 537005)
鑄造廠新鑄造車間造型工段從德國引進2臺工業機械手,其主要功能是把澆注后的砂箱進行開箱、夾取鑄件處理。由于所處環境惡劣,粉塵滾滾,高溫奇熱,機械手抖動故障時有發生:夾子上下震動,小臂抖動程度大,操作人員很難夾穩鑄件,最后無法控制機械手。
1 系統分析
1.1 機械系統
驅動機構:ELBOW肘部,安裝在肩臂上,主要在垂直方向驅動機械手;SHOULDER肩部,安裝在基礎外罩上,和肘臂連在一起,主要在水平方向驅動機械手;而油缸和活塞桿,為肘部、肩部提供動力。
執行機構:GRIPPER(爪子)用來夾取鑄件,YAW(鄂子)用于向左、向右擺動,ROLL(轉子)實現360°轉動,PITCH(斜度)能夠向前、向后傾斜。
中心潤滑機構:機械手有一個電子中心潤滑系統,所有的潤滑點隨油脂的必需量自動供給,同時受PLC控制,而每一個潤滑點的油脂總量取決于潤滑泵和潤滑分配器型號的運行時間。
1.2 電氣系統
信號采集控制:控制臂分為MASTER CONTROL(主控)和 SLAVER CONTTROL(從控),其中主控手柄安裝在操作室內,它的動作能夠實現:自由度的旋轉、肩的前后動作、肘的上下動作、腕(手)的動作。通過右手上5個手指頭觸摸手柄上微型電子傳感器,進行24 VDC電壓信號交換,并輸入到PLC信號點中。從控則通過電位器的電壓變化輸入到ELECTRONIC CARD(電子卡),如圖1所示。
PLC程序編程:出廠前已編好程序,包括OB組織塊、FC功能、FCB功能塊、DB數據塊等,整個控制硬件有PS電源模塊、CPU中央處理器模塊、I/O信號輸入輸出模塊。
比例閥控制:在驅動肩部、肘部、旋轉方位角3個動作中,均由ELECTRONIC CARD(電子卡)接線端輸出電壓信號來控制,電壓大小表示執行機構運行速度,正負則表示與原方向運行相同或相反。
1.3 故障分析
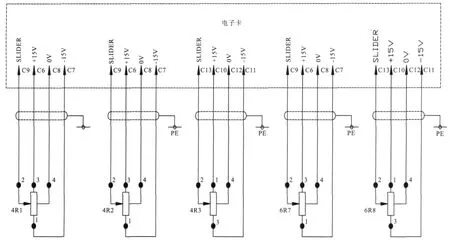
圖1 主、從控方式方位角、肩部、肘部電位器接線圖
1)在機械手向前、向后;向上、向下;向左、向右6個方向移動中,出現抖動次數最多的地方在機械手向上、向下方向,原因是:每一臺未開箱的鑄件,都需要機械手上下挑、撥熱砂,取出鑄件,并把鑄件夾放到懸掛鏈鐵斗中,即機械手升、降動作最頻繁,故障可能性也最大。
2)機械異常抖動的可能,一是電氣系統內部輸出信號不連續,二是控制系統與實際執行機構動作不協調,三是控制信號輸出幅度跟機構運動幅度產生較大偏差。
2 故障處理
2.1 主、從控制分析
上述圖1所示,主控方式實現內部電路控制,方位角、肩部、肘部這3個電位器,在操作人員控制下進行6方向移動,產生信號變化,驅動電器柜內其他元件工作。從控方式實現外部執行機構動作,如夾子伸開、收緊,鄂向上、鄂向下等動作輸出。
機械手安裝調試時,一般都會把手柄MASTER主控制單元與SLAVER從控制單元調整一致,使手柄幅度跟外部機構肩部、肘部移動幅度同步。
2.2 校準卡與輸入輸出點分析
機械手控制系統中CALIBRATION CARD(校準卡)和PLC信號輸入輸出點之間存在反饋機制,校準卡下面為信號輸入反饋點,而上面則為肩部、肘部、方位角驅動選擇的信號輸出點,如圖2所示。
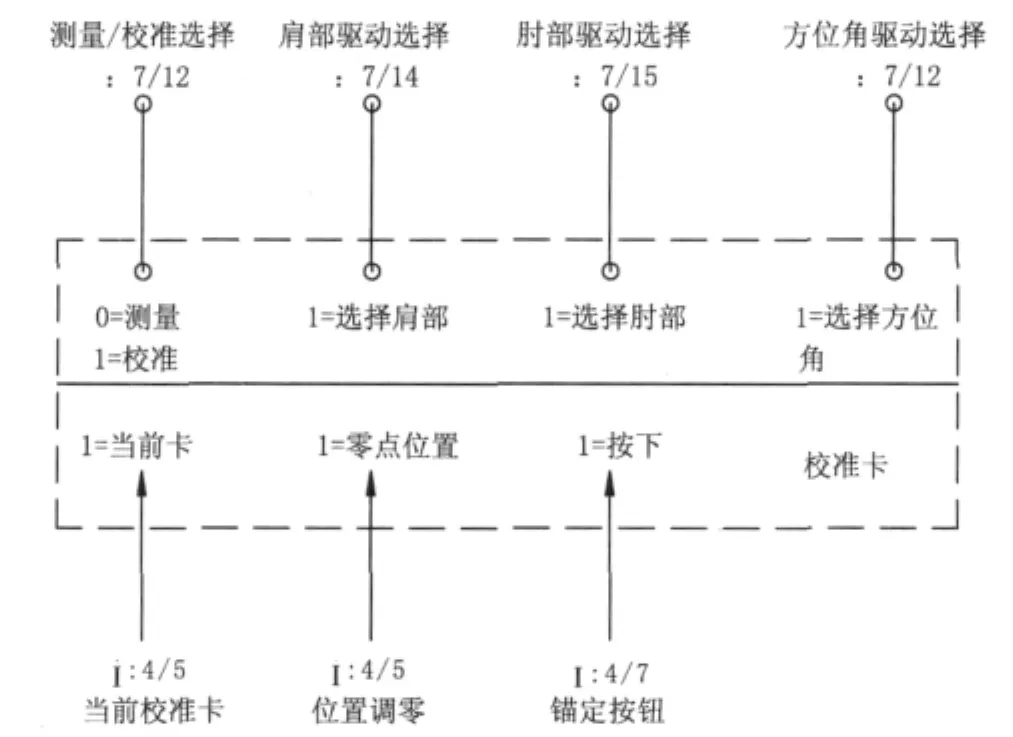
圖2 校準卡與信號輸入輸出點間的接線圖
校準卡輸入輸出點間的反饋異常,來源于反饋電壓不平衡或不對稱,而電壓不平衡又取決于主控與從控的電位器電壓反饋。
從電氣圖知,主臂(主控)、工作臂(從控)電壓范圍與方位角、肘、肩移動度數有一定的對應關系,如表1。
主控下的主臂與從控下的工作臂電位器之間電壓數值反饋范圍相同,但方向相反,即主控手臂產生的電壓輸出與外部執行機構反饋回來的電壓大小相等,方向相反,機械執行機構運動才協調。
2.3 處理過程
1)檢查上述圖2從控--肩部、肘部兩個工作臂的電位器。對電位器4個接線端進行電阻測量。若變化異常,電阻突變,說明此電位器已經有所損壞,應立即更換。造成電位器損壞的原因:一是機械手所處工作環境較差,粉塵極容易進入電位器結構內部,腐蝕壞電位器內部觸頭,其滑頭由平滑變成粗糙;二是電位器安裝不規范、不合理,電纜交叉或折疊,加速電位器失效。
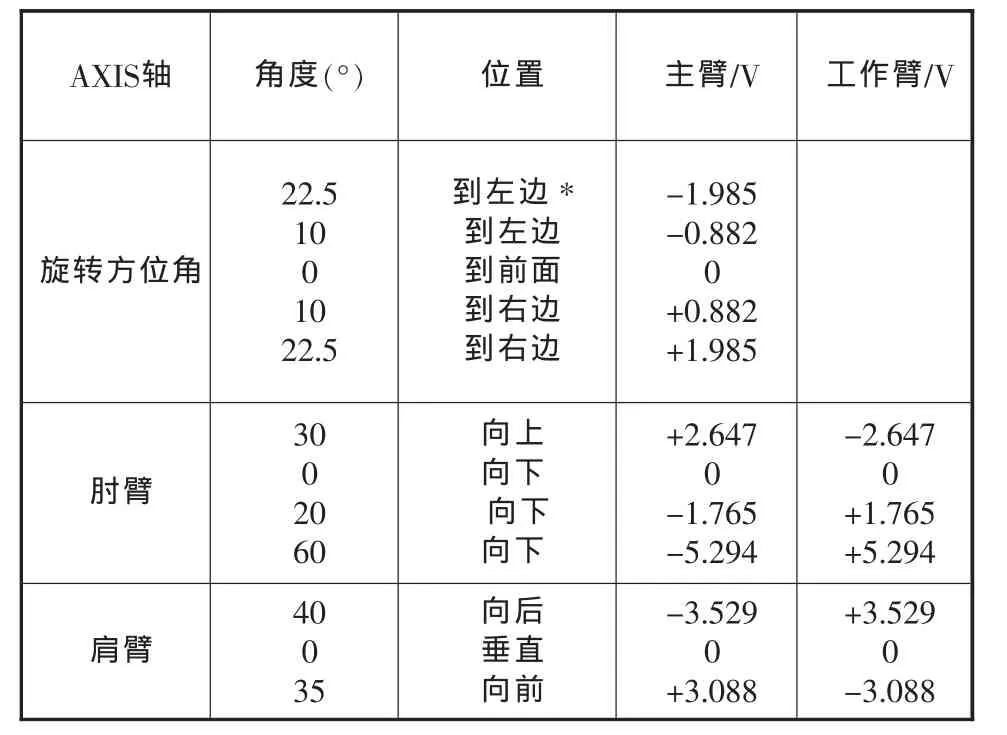
表1 電壓范圍與方位角、肘、肩移動度數關系
2)讓操作人員開機,手握控制手柄向上、向下動作,同時測量肩部、肘部電位器的電壓,如其電壓變動太快或超出預設范圍,說明電位器內部電阻分布值不均勻,與電壓點設置值偏差較大,也應立即更換全新的電位器。試機,各動作恢復正常,至此,機械手升、降方向的抖動故障徹底排除。
3 結束語
機械手抖動故障產生的原因主要是電位器損壞,可通過測量電位器的電阻和電壓來判斷。只要及時更換電位器即可排除故障。
猜你喜歡
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
