彈體堆焊銅帶測試與分析
2011-01-11 01:29:28劉淑艷侯秀菊王淑華
化學(xué)分析計量 2011年1期
關(guān)鍵詞:界面
劉淑艷 侯秀菊 王淑華 鄧 華
(國營第一二三廠理化計量中心,齊齊哈爾市 161046)
彈體堆焊銅帶測試與分析
劉淑艷 侯秀菊 王淑華 鄧 華
(國營第一二三廠理化計量中心,齊齊哈爾市 161046)
某產(chǎn)品的主體零件由彈體和銅帶組成,彈體和銅帶的傳統(tǒng)結(jié)合方法是將紫銅或銅合金制成環(huán)狀銅帶,并鑲嵌入彈體上的銅帶槽內(nèi),這種生產(chǎn)方法的彈體與銅帶之間是一種機(jī)械連接,其缺點(diǎn)為在擠壓的過程中薄壁彈彈體易產(chǎn)生變形,有時還出現(xiàn)銅帶松動現(xiàn)象,影響和制約該零件作用效果的提高。針對這種情況,提出銅帶以TIG電弧焊,采用堆焊的方法將銅合金堆焊到彈體基體上,采用能譜和光譜分析了銅合金層泛鐵量,銅合金層內(nèi)和界面的成分變化,通過掃描電鏡、光學(xué)顯微鏡觀察了銅合金層、界面、彈體的組織形貌特征,并進(jìn)行了彈體和銅帶力學(xué)性能分析。
彈體 銅帶 堆焊 銅合金
1 試驗(yàn)工藝過程及材料的選擇
試驗(yàn)工藝過程:彈體沖壓→彈體粗車→堆焊銅帶→彈體熱處理→銅帶粗車→銅帶收帶→彈體精車。
試驗(yàn)所用材料的化學(xué)成分及性能值見表1、表2、表3(彈體的材質(zhì)為45CrNiMoVA,堆焊用銅合金焊絲選用Hs201)。通過試驗(yàn)確定滿足銅帶焊接的焊速、電流、電壓、保護(hù)氣體流量、冷卻介質(zhì)等最佳工藝參數(shù)[1-2]。

表1 試驗(yàn)用基體材料的化學(xué)成分 %

表2 Hs201焊絲的化學(xué)成分 %

表3 Hs201 焊絲力學(xué)性能
2 試驗(yàn)分析項(xiàng)目與結(jié)果
2.1 銅帶中泛鐵分析
銅與鋼在高溫下無限互溶,在焊接過程中,鋼基體元素會通過溶解進(jìn)入液態(tài)銅合金中,當(dāng)熱輸入過大時,鋼基體大量熔化,在電弧力的攪拌作用下與液態(tài)的銅合金混合,冷卻凝固在銅合金層中,這個過程是銅合金的稀釋過程,其中的鐵被稱為銅帶中的泛鐵。當(dāng)銅帶中的泛鐵量高時,彈帶脆性增大,強(qiáng)度降低,因此要對彈帶中的泛鐵量加以控制,工藝要求銅帶中的泛鐵量小于3%。
(1)能譜分析
利用電子顯微鏡對銅帶中的泛鐵量進(jìn)行了能譜分析,分別在距界面0.2、2、20μm的銅帶側(cè)進(jìn)行能譜分析,能譜分析及成分含量見表4-6。
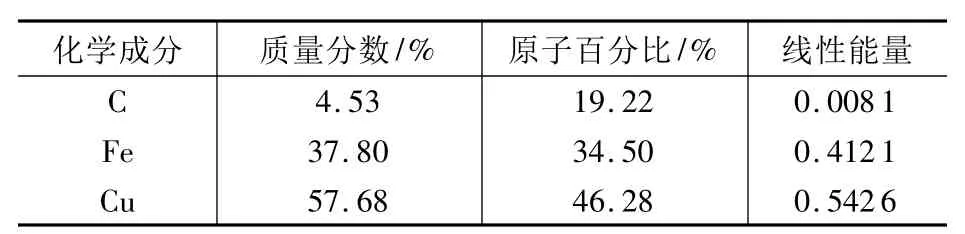
表4 距界面0.2μm銅帶側(cè)成分

表5 距界面2μm銅帶側(cè)成分
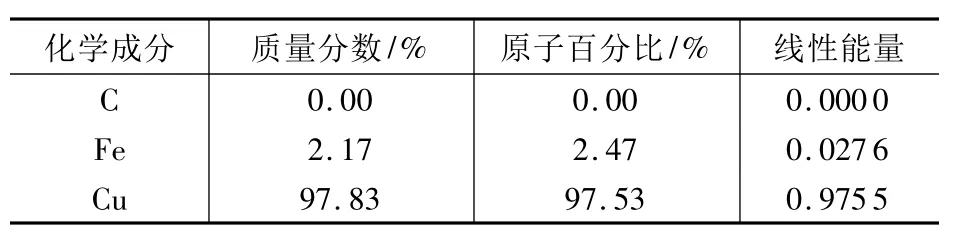
圖6 距界面20μm銅帶側(cè)成分
結(jié)果表明,在距界面0.2μm處銅帶的泛鐵量為37.8%;在距界面2μm處銅帶的泛鐵量為6.06%;在距界面 20μm處銅帶的泛鐵量為2.17%。隨著距界面距離的增加銅帶中的泛鐵量不斷降低,含銅量不斷增加,在距界面20μm處銅帶中的含銅量接近焊絲銅含量,含銅量大于97%,泛鐵量小于3%。
(2)光譜分析
利用光譜分析儀對銅帶進(jìn)行逐層分析,主要分析銅帶中 Cu、Fe、Sn、Mn、Si、Mn 的含量,測得含銅量為97.83%,泛鐵量為2%,結(jié)果列于表7。
2.2 顯微組織分析
觀察顯微圖(見圖1),熔合區(qū)為一條清晰熔合線,并無明顯熔深,無界面滲透裂紋,結(jié)合界面平整,未見焊接缺陷。

表7 焊接銅帶化學(xué)成份數(shù)據(jù)表
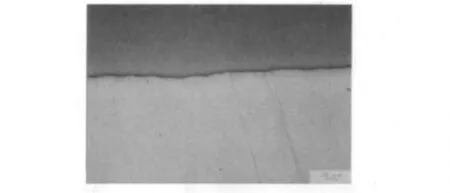
圖1 堆焊接頭顯微照片(50×)
(1)熱處理前彈體與銅帶及界面的顯微組織
熱處理前彈體為沖壓狀態(tài),其原始組織為鐵素體+珠光體(見圖2),銅帶的顯微組織為鑄造組織(見圖3),由于焊接熱循環(huán)冷卻速度很快,造成過冷度大,組織形成速度快,鐵、碳原子來不及充分?jǐn)U散,奧氏體發(fā)生非擴(kuò)散型轉(zhuǎn)變,由面心立方γ-Fe轉(zhuǎn)變成體心立方α-Fe,即形成表層的馬氏體組織,隨著過冷度的減小,依次形成馬氏體+貝氏體→貝氏體+屈氏體→珠光體+鐵素體[3]。因此,在彈體與銅帶的界面處形成一寬度為257.98 mm的熱影響區(qū)(見圖4),且界面處存在少量的銅鐵固溶體(見圖5)。


(2)熱處理后彈體與銅帶及界面的顯微組織
熱處理后彈體的組織為回火索氏體(見圖6),銅帶的顯微組織為銅的α固溶體(見圖7),晶粒度約為0.090mm,熱處理后熱影響區(qū)消失(見圖8),界面處的銅鐵固溶體量增加,形成了一厚度大約為20μm左右反應(yīng)層,對其進(jìn)一步放大500×(見圖9),發(fā)現(xiàn)鐵發(fā)生微量熔化,說明了堆焊工藝保證了基體的微量熔化。

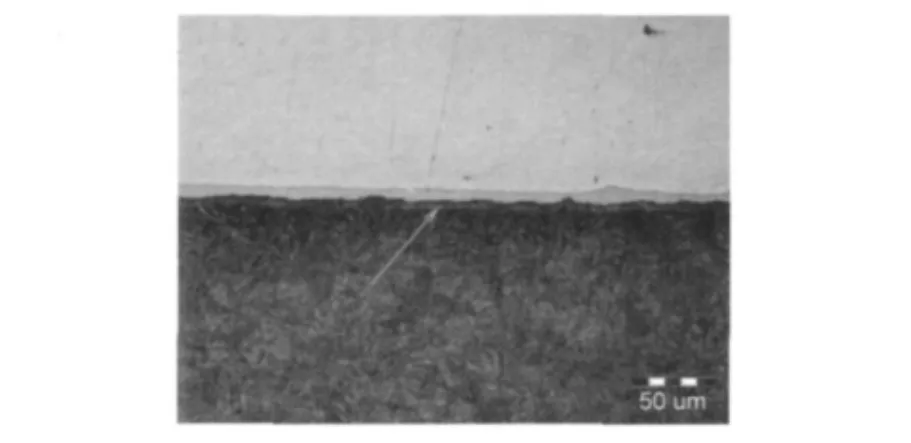
圖9 界面金相照片(500×)
(3)界面反應(yīng)層的線掃描分析
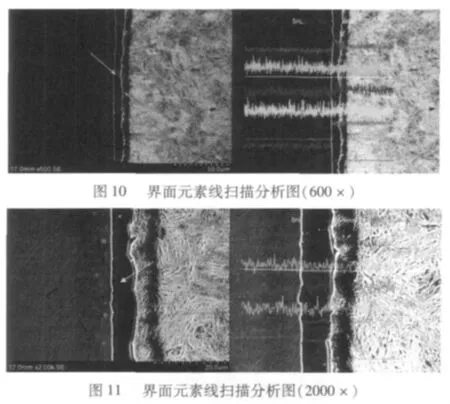
界面反應(yīng)層分為兩層,如圖10中箭頭所示。為了得知反應(yīng)層成分組成,進(jìn)行掃描電鏡分析(見圖10)。通過對界面進(jìn)行元素線掃描分析,線掃描沒有出現(xiàn)成分平臺,鋼銅兩側(cè)Sn、Cr、Mn含量無大的波動,鋼側(cè)Fe含量高,銅側(cè)Cu含量高,界面處Si含量高于鋼銅兩側(cè),兩個反應(yīng)層金相觀察顏色的不同,是因?yàn)楹蠸i、Cr、Mn等合金元素的量不同,進(jìn)一步放大為2000×,分析界面元素分布情況,如圖11所示。圖11所指地帶顏色暗是因?yàn)榻缑嫣幒辖鹪睾枯^高不耐腐蝕。
2.3 力學(xué)性能分析
(1)拉伸試驗(yàn)
彈體堆焊上銅帶后熱處理,熱處理后進(jìn)行彈體與銅帶的拉伸試驗(yàn),拉伸試驗(yàn)的結(jié)果見表8-9。

表8 彈體拉伸試驗(yàn)數(shù)據(jù)表
(2)剪切試驗(yàn)
彈體與銅帶焊接結(jié)合的牢固強(qiáng)弱的直接反映是銅帶與彈體界面的剪切強(qiáng)度,剪切試驗(yàn)所用的儀器為300t油壓機(jī),剪切力從0~300t逐漸加載,在100t壓力作用下,銅帶被撕裂,查看剪切后銅、鋼界面是否有銅帶、彈體發(fā)生剝離現(xiàn)象,結(jié)果是銅帶未從連接處剪切掉(剪切圖見圖12)。

表9 銅帶拉伸試驗(yàn)數(shù)據(jù)表
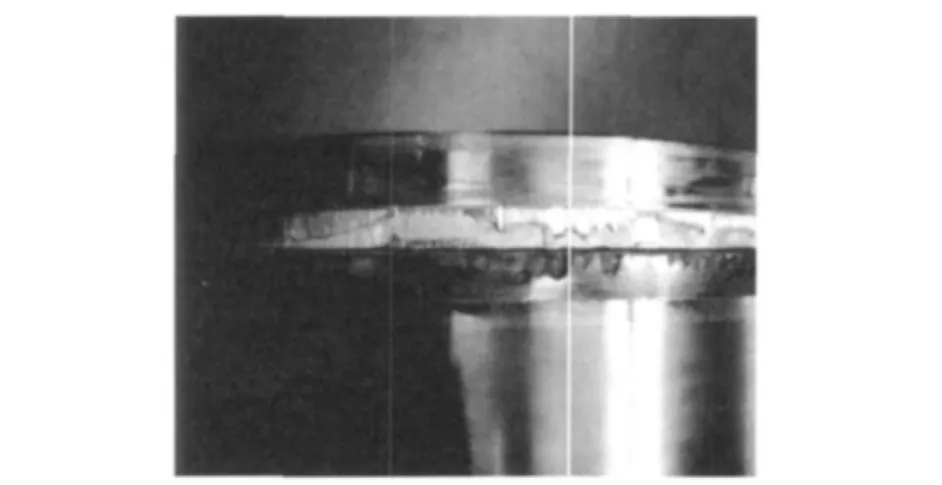
圖12 彈體焊接銅帶剪切圖
(3)顯微硬度試驗(yàn)
為進(jìn)一步詳細(xì)了解界面銅側(cè)硬度是否均勻,特進(jìn)行了顯微硬度試驗(yàn),結(jié)果見表10。

表10 彈體焊接銅帶顯微硬度數(shù)據(jù)表
從表10顯微硬度值可以看出,銅帶側(cè)距界面0.5 mm以內(nèi),銅帶硬度值變化不大,超過0.5 mm,隨著距離的增加銅帶硬度逐漸均勻降低,超過3.0mm,銅帶硬度基本穩(wěn)定。
2.4 熔深檢查
將堆焊銅帶車剩0.1~0.2 mm厚度,用500g 20%的三氧化鉻,50mL 8%的硫酸,950mL水配成鉻酸溶液,將銅層浸泡掉觀察表面,結(jié)果母材表面無熔深坑狀,母材表面無裂紋及微裂紋。
3 結(jié)論
通過對銅帶中泛鐵量,彈體、銅帶及界面的顯微組織,彈體和銅帶力學(xué)性能,熔深等進(jìn)行檢測得出:(1)能譜與光譜分析的數(shù)據(jù)均證明銅帶中的泛鐵量在3%以下。(2)彈體、彈帶顯微組織正常,界面連接良好無焊接缺陷;界面反應(yīng)層的線掃描分析可知無成分平臺出現(xiàn),即合金層中沒有脆性化合物生成,兩個界面反應(yīng)層均為鐵基固熔體,是由微量熔化的鐵經(jīng)過熔化再凝固生成的,界面實(shí)現(xiàn)了冶金結(jié)合。(3)拉伸試驗(yàn)結(jié)果表明彈體和銅帶的性能值均達(dá)到了工藝性能指標(biāo),剪切試驗(yàn)結(jié)果表明銅、鋼結(jié)合牢固,銅鋼的連接強(qiáng)度大于銅自身強(qiáng)度,滿足要求;顯微硬度值波動不大,基本穩(wěn)定。(4)熔深檢查結(jié)果滿足工藝要求。
彈體堆焊銅帶焊接工藝實(shí)現(xiàn)了彈體和銅帶的冶金連接,滿足了彈體和銅帶的顯微組織、力學(xué)性能等要求,可保證焊接生產(chǎn)質(zhì)量。
[1]周振豐.焊接冶金學(xué)[M].北京:機(jī)械工業(yè)出版社,1996:166-180.
[2]中國機(jī)械工程學(xué)會焊接學(xué)會,焊接手冊:第2卷[M],機(jī)械工業(yè)出版社,2001:844-848.
[3]呂世雄,楊士勤.堆焊銅合金/35CrMnSiA接頭的界面結(jié)構(gòu)特征[J].焊接學(xué)報,2007,2(28):2.
DETECTION AND ANALYSISOF SHELL BODY BUILDING-UPWELDING COPPER BELT
Liu Shuyan,Hou Xiuju,Wang Shuhua,Deng Hua
(123 factory physical-chemical batching test institution,Qiqihar 161046,China)
Main body of some product are composed of the steel pipe and the copper belt,traditional union method of the steel pipe and copper beltwasmakes the red copper or the copper alloy the ring copper belt,inset into on copper belt groove,copper belt and the steel body was one kind of solderless joint in thismethod,in the extrusion process deformation easy occurs in thin-walled of shell body and the copper belt loose phenomenon also presents,affects and restricts the function effect enhancement of this components.In view of this kind of situation,itwas proposed that the copper beltwaswelded by the TIG arc,the built-up welding was used to weld the copper alloy to the steel pipe substrate.The influence ofwelding process to the contentof Fe and performance of the copper alloy levelwas analyzed,ingredient changewas studied in the copper alloy layer and the surface through energy dispersive X-ray,the copper alloy layer,interface,the shell body organization characteristic and copper beltmechanical performance were observed through the SEM(scanning electron microscope)and the opticalmicroscope,analytical Mechanics function of shell body copper belt.
shell body,copper belt,built-up welding,copper alloy
2011-10-02
猜你喜歡
艦船科學(xué)技術(shù)(2022年16期)2022-09-22 02:15:00
北京航空航天大學(xué)學(xué)報(2021年6期)2021-07-20 07:23:54
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學(xué)學(xué)報(自然科學(xué)版)(2017年1期)2017-03-20 15:25:18
中國材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04