傳動齒輪磨削裂紋原因分析
2011-01-08 02:52:30項紅巖
化學分析計量 2011年1期
蔡 紅 項紅巖
(內蒙古第一機械集團有限公司,包頭 014032)
傳動齒輪磨削裂紋原因分析
蔡 紅 項紅巖
(內蒙古第一機械集團有限公司,包頭 014032)
對車輛傳動齒輪開裂件進行宏觀分析、硬度檢測、化學成分分析、顯微組織及裂紋分析,探討裂紋形成機理,就其裂紋形成原因提出分析意見及改進措施。解剖分析結果表明,零件在磨削過程中受到了過大的磨削力作用和磨削熱作用,使表層發生塑性變形及相變,造成拉應力狀態,導致裂紋源產生,形成表面磨削裂紋。
齒輪 磨削 裂紋
齒輪是車輛傳動操縱系統的關鍵零部件,主要承受接觸應力、摩擦力、沖擊應力等,用低碳合金結構鋼制造,主要工藝流程為:原材料→滲碳淬火回火→磨外圓、端面→裝配→使用。生產中準備裝配時發現兩件齒輪在右端面(靠近長軸的齒輪端面)上有細小裂紋,造成零件失效報廢,影響生產和質量。為查明裂紋產生原因,筆者選取其中較典型的一件開裂件解剖分析,對其進行宏觀觀察、化學成分分析、硬度檢測分析、金相組織及裂紋分析,探討裂紋形成機理,就其開裂原因提出分析意見及改進措施。
1 實驗部分
1.1 主要儀器
洛氏硬度計:HR-150D型,吳忠材料試驗機廠;
顯微硬度計:FM 700型,日本恒一公司;
倒置式金相顯微鏡:GX51型,日本Olympus公司;
三維視頻顯微系統:Hirox KH-3000型,美國科士達(中國)有限公司。
1.2 宏觀分析
開裂件宏觀形貌及裂紋位置見圖1所示,該零件所發現裂紋非常細小,肉眼不易分辨,在Hirox KH-3000三維視頻顯微系統(美國)下觀察,這些細小條狀裂紋均在齒輪右端面(齒輪長軸一側)上。

圖1 開裂齒輪宏觀形貌及裂紋位置
裂紋宏觀形貌見圖2,徑向分布,排列較有規則,呈細小、聚集、斷續串接特征,垂直于磨削方向,裂紋長度約1~7 mm,多達上百條,部分裂紋已呈網狀分布。
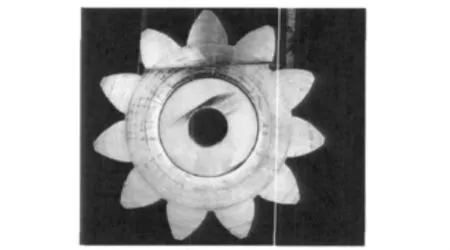
圖2 裂紋宏觀形貌
1.3 化學成分分析
在開裂件基體取樣進行化學成分分析,分析結果符合圖紙技術要求。
1.4 顯微組織及裂紋分析
(1)垂直于裂紋取金相樣,在倒置式金相顯微鏡下觀察。
裂紋淺而細小,相互平行,排列規則,尾部尖細且沿晶擴展,擴展方向垂直于齒輪端面即磨削平面,為等深裂紋,深度為0.45~0.60 mm,裂紋中間寬兩頭細,有的裂紋與磨削表面不相通,有的裂紋與基體中的非金屬夾雜物連通,見圖3、圖4。基體(遠離裂紋)非金屬夾雜物按照GB/T 10561-2009標準評為A 1.0級、B 0.5級。
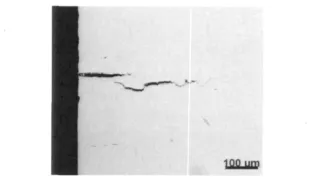
圖3 右端面裂紋中間寬兩頭細

圖4 右端面裂紋相互平行、垂直于表面
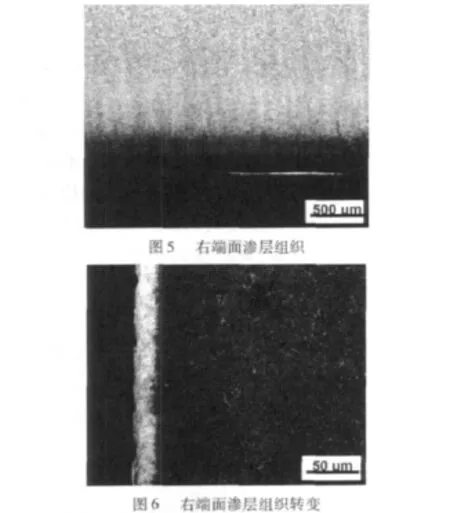
經4%HNO3酒精溶液浸蝕后觀察,可見該齒輪經過表面滲碳處理及淬火回火熱處理,右端面滲層組織為高碳回火馬氏體+碳化物+少量殘余奧氏體,滲層磨削表面組織有明顯轉變(見圖5),深度在0.40 mm左右。圖5中最表面組織為細小二次淬火馬氏體,深度在0~0.024 mm,隨后為被熱影響的過渡層(見圖6);裂紋兩側及尾部無氧化脫碳現象;芯部組織為低碳板條回火馬氏體。
(2)將齒輪輪齒橫向解剖,在倒置式金相顯微鏡下觀察試樣橫截面。
輪齒無裂紋及其它異常;經4%HNO3酒精溶液浸蝕后觀察,可見該輪齒經過表面滲碳處理及淬火回火熱處理,節圓及齒頂滲碳層處碳化物、馬氏體及殘余奧氏體分別評為2級、1級(見圖7),符合WJ730-82標準要求,芯部組織為低碳板條回火馬氏體(見圖8)。從零件材質來看,零件滲層和基體金相組織、非金屬夾雜物均符合圖紙技術要求。
1.5 硬度及層深檢測分析
(1)基體硬度為41.5HRC,符合工藝要求。
(2)齒輪右端面表面硬度為58.5HRC,符合圖紙技術要求。

(3)用硬度法檢測齒輪右端面有效硬化層深,結果為CHD550HV0.1=0.63 mm,檢測輪齒節圓處有效硬化層深,結果為CHD550HV0.1=0.67 mm,符合圖紙技術要求。
(4)分別從齒輪右端面及輪齒節圓處向芯部檢測顯微硬度,硬度梯度曲線見圖9、圖10,數據見表1、表2,可以看出,右端面滲層表面0.20 mm內有明顯的硬度降低。

表1 右端面滲層顯微硬度
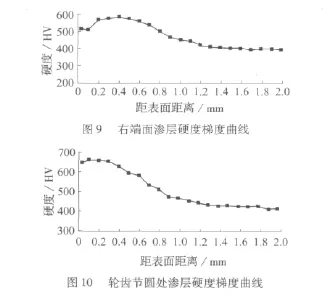
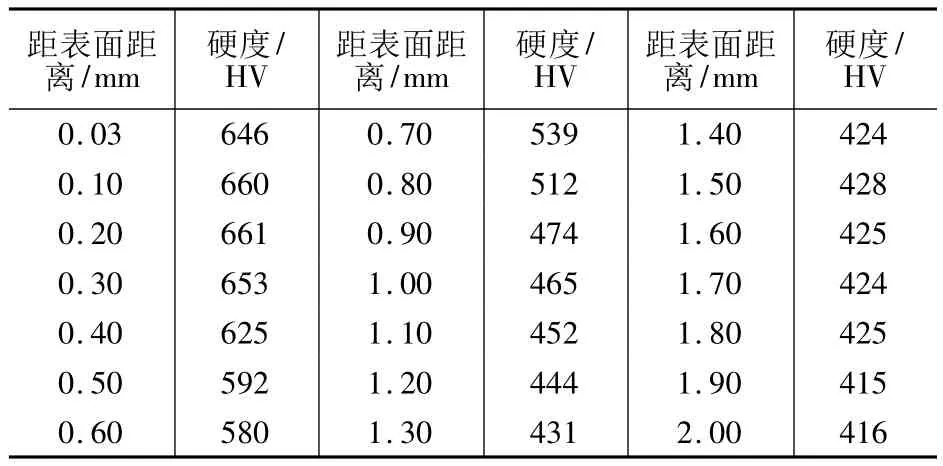
表2 輪齒節圓處滲層顯微硬度
2 分析與討論
磨削裂紋屬第一類熱處理缺陷,它產生于熱處理之后的磨削加工工序。淬硬的工具鋼零件,或經滲碳、碳氮共滲并進行淬火的零件,在隨后的磨削加工時有時會出現大量的磨削裂紋[1]。筆者所述零件用鋼為滲碳鋼20Cr2Ni4A,即出現了類似裂紋。一般認為,零件在磨削加工過程中,當形成的殘余拉應力超過自身材料的強度極限時,零件表面就會出現裂紋。因此,零件表面的應力狀態是磨削裂紋形成的關鍵,從以下幾個方面討論。
首先,對滲碳鋼來說,要求表層硬度高、強度高、耐磨性好,芯部應有良好的韌性。只有通過滲碳得到表面和芯部成分的差異,進行恰當的熱處理,才能強化表層,提高耐磨性,并獲得具有良好韌性和一定強度的芯部組織[2]。但零件表面滲碳會引起零件應力狀態的變化。滲碳淬火后零件芯部受壓縮應力,滲碳層受拉伸應力,這種拉應力狀態是滲碳層產生裂紋的促進因素。
其次,磨削加工也會改變零件表面應力狀態。磨削表面的殘余應力是由于磨削過程金屬容積發生變化等因素造成的。其中磨削溫度的不均勻將形成熱應力,一般為拉應力;由于金屬組織的變化將產生相變應力,可能為拉應力或壓應力;由于磨削過程塑性變形的不均勻形成塑變應力,一般為壓應力。磨削表面的殘余應力應是以上三者的復合[3]。一般零件在粗磨或違章條件下,表層0.25 mm內會發生硬度改變,0.15 mm內會看到金相變化,而零件在精磨或低應力狀態下,只會在表層0.04 mm和0.013 mm內看到硬度改變和金相變化[1]。筆者所述齒輪右端面在滲碳淬火時整個滲層都得到高碳回火馬氏體組織加少量殘余奧氏體,但在隨后的周向磨削加工過程中,表面0~0.024 mm內生成了細小二次淬火馬氏體說明,磨削產生的磨削熱使零件表面溫度達到鋼的AC3點以上,而表面0.40 mm內發生了馬氏體分解、殘余奧氏體向馬氏體轉變等相變,則說明該處溫度達到了150℃~200℃,這些相變使表面體積縮小,而靠近中心的馬氏體不受熱,體積不變化,這種內外體積差和溫差使表層承受拉應力;另外,比較齒輪右端面至芯部的硬度梯度曲線和輪齒節圓至芯部的硬度梯度曲線可以看出,齒輪右端面表層約0.70 mm內硬度降低,0.20 mm內尤為明顯,這是由于滲層表面二次淬火帶來金相組織轉變,說明零件右端面在磨削過程中有過大的進刀量并瞬間產生大量的磨削熱量,使表層發生塑性變形,熱應力和組織應力綜合造成拉應力狀態,它們是裂紋產生的主要原因。
綜上分析認為,磨削時較大的磨削應力和磨削熱作用使齒輪表面發生了金相組織變化和硬度變化,同時也改變了殘余應力狀態,當產生的拉伸殘余應力超過自身的抗拉強度時,在零件次表層即拉應力最大處萌生裂紋源,并在應力狀態進一步改變的過程中擴展形成裂紋,為磨削裂紋。
4 結論
(1)所解剖齒輪基體化學成分、層深、硬度、金相組織、非金屬夾雜物等符合圖紙技術要求。
(2)齒輪表面裂紋為磨削裂紋,其主要形成原因為過大的磨削應力和磨削熱作用。
5 改進措施及建議
(1)嚴格執行磨削工藝,防止砂輪過細或過鈍,通過加大磨削冷卻液容量和減少磨削進給量,降低磨削溫度,避免相變發生。
(2)改進磨削工藝,采取低應力、小磨削量工藝參數,防止磨削裂紋。
[1]王廣生,石康才,周敬恩.金屬熱處理缺陷分析及案例[M].北京:機械工業出版社,1997.
[2]齊寶森.化學熱處理技術[M].北京:化學工業出版社,2006.
[3]王國凡.材料成形與失效[M].北京:化學工業出版社,2002.
CAUSE ANALYSIS OF CRACKS IN GEAR GRINDING
Cai Hong,Xiang Hongyan
(Inner Mongolia First Machinery Group Co.,Ltd Baotou 014032,China)
Vehicle transmission gear of cracking the macro analysis,hardness testing,chemical composition analysis,microstructure and crack analysis,explore the mechanism of crack formation,the crack formation reasons put forward suggestions and im-provement measures.Anatomy analysis results show that,in the process of grinding parts by excessive grinding force and grinding heat effect,so that the surface plastic deformation and phase transformation,causing tensile stress state,leading to crack source,forming surface grinding crack.
gear,grinding,crack
2011-10-02
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
建筑材料學報(2014年3期)2014-03-11 17:08:02
終身教育研究(2014年5期)2014-02-28 01:23:06