HTS鉆削系統在輥壓機加工中的應用
2011-01-05 08:15:32康勇于來義
水泥技術 2011年5期
關鍵詞:系統
康勇,于來義
HTS鉆削系統在輥壓機加工中的應用
Application of HTS Drilling System in the Machining of Roller Press
康勇,于來義
1 前言
輥壓機機架剪力銷孔是軸向上下面分體結合的長孔,表面粗糙度Ra3.2,尺寸精度為?110H7。通常多采用鏜床鉆孔-擴孔-鉸孔的加工方法,由于孔深大,普通鏜桿變形較大,軸向結合面產生切削振動,刀具磨損嚴重,孔加工后出現顫紋及錐度,表面粗糙度達不到要求,而且加工工序多,加工效率低。因此大型輥壓機機架剪力銷孔的加工成為一道困難工序,為了解決這一問題,我們在加工TRP140×140輥壓機?110mm×700mm剪力銷孔時,在TK6922A數控鏜床上采用了HTS鉆削系統,先鉆孔后鉸孔,不但保證了剪力銷孔的加工精度和粗糙度要求,而且加工效率大大提高。
2 刀具結構及使用情況
HTS鉆削系統為先進的鉆、擴孔為一體的鉆削系統,該鉆為內冷設計,鉆尖及刀體上共有四個噴水孔,由于我公司的數控鏜銑床未接通冷卻液及冷卻系統,因此采用外接高壓水泵、自制水槽的方法冷卻。
下面具體介紹一下HTS鉆在我公司加工TRp140×140輥壓機? 110mm×700mm剪力銷的使用情況:
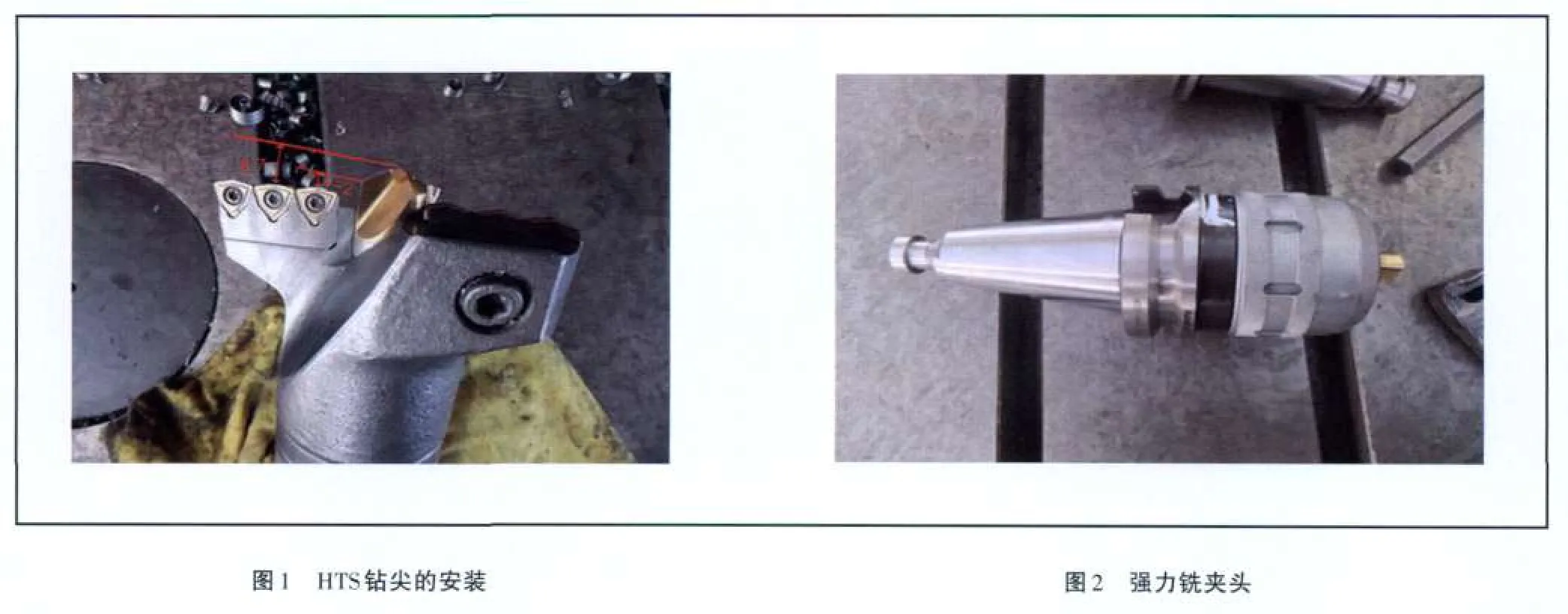
HTS鉆 尖( 圖 1),型 號B510S20000/AS3鉆削頭上鉆尖下部有頂絲,使用時安裝好兩側面6塊刀片后,調整鉆尖與其余刀尖高度為8.7mm,或是鉆尖圓柱端高于其余刀尖1~2mm。
強力銑夾頭C42/20/QM(圖2),夾頭的意義在于精度較高,因此打出的中心孔較正,定位較準。打中心孔應注意,鉆尖圓柱端進去0.8mm,尺寸誤差0.02mm以內。工藝塊與軸承座體有間隙,首先加工R80深50mm凹臺,然后打定位中心孔,防止HTS鉆加工時的顫動、定位不穩等問題發生(圖3)。
水槽設計:(1)要多層過濾,防止鐵屑進入高壓水泵(QBV/935-385功率 3kW,流量 3m3/h),導致鉆頭磨損。(2)避免冷卻液循環污染及水的浪費。
剛進刀時注意轉速及進給要小,S=80r/min,F=6mm/min,待進入一小段以后進給及轉速可以適當調到S=115r/min,F=8mm/min。在加工過程中切忌停車,若停車后再啟動辦法如下:主軸退回0.2mm給轉數、進給繼續加工。切忌加工中斷冷卻液,通孔出刀時轉速進給也要和進刀時一樣。
光潔度可以達到Ra3.2,粗加工沒問題,但是要作為精加工(不留量)還是有些風險的。
鉆頭的止動裝置,長螺栓固定在劃枕上,優點是簡單、方便,缺點是Z方向只能移動劃枕加工(劃枕伸長后誤差很大向下彎曲最大0.5mm左右)。

在使用時要注意:(1)工件要裝夾牢固;(2)水槽中的冷卻液一定要充足,不能斷續;(3)正確掌握機床刀具的切削用量和切削速度。
[1]王先逵,機械加工工藝手冊[K].第2卷,北京:機械工業出版社.
[2]呂亞,重型機械工藝手冊[K].中國第一重型機械集團公司.
3 兩種加工方法效率對比
(1)普通方法打銷孔?110mm,700mm長。
a?70mm加長鉆頭打底孔S≤80r/min、F12-16mm/min、T=700mm ∕12mm/min=58min,時間約為1h。
b用?60mm,700mm長鏜桿擴孔,單邊 5mm,S=60r/min、F=12mm/min,擴 兩 刀 尺 寸 為 ?90mm、T=700mm/12mm/min=58min,兩刀時間約為2h。
c用扁圓形?80m,鏜桿700mm長,吃刀深度單邊5mm,S=60r/min、F=12mm/min,兩刀加工到?109、t=700/12=58min,兩刀時間約2h。
d半精加工(白鋼刀)。單邊留0.05mm,S=40~70r/min、F=6mm/min,鏜700長,時間約2h。
e精加工(浮動鏜刀)。S=15r/min、F=10~20mm/min,用 時約1h。
打一個?110mm孔粗加工孔用時為5h,加上磨刀、上刀時間共6h。
(2)用 HTS鉆打一個長700mm、?110mm孔,粗加工(直徑 留 量 1mm)時 ,S=115~130s/min、F=15mm/min,用時約1h。
使用HTS鉆粗加工長700mm、?110mm銷孔,每個約節省5h,16個銷孔共節約80h。
按我廠實際情況保守估算,TK6922A鏜床每小時耗費600元(電費+機床損耗+耗油費)。
打一個銷孔節省費用:
5h×600元/h(每小時數控機床耗費)=3000元
加工一臺輥壓機16個銷孔節省費用:
80×600元/h(每小時機床耗費)=48000元
加工一臺輥壓機銷孔節省時間:80h/16h(每天開兩班)=5d
4 結語
HTS鉆削系統效率高,利用HTS鉆削系統進行粗加工結合白鋼刀半精加工及浮動鏜刀精加工的方法,在輥壓機剪力銷孔的加工中具有較高的實用價值。
TQ172.639
B
1001-6171(2011)05-0083-02
通訊地址:中材(天津)重型機械有限公司,天津 300400;
2011-01-13;
呂 光
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
