回轉窯托輪軸瓦溫度過高原因分析及處理
2011-01-05 08:15:40魯鳳鳴邵振鵬
水泥技術 2011年5期
魯鳳鳴,邵振鵬
回轉窯托輪軸瓦溫度過高原因分析及處理
Reason Analysis and Treatment of Over-heated Bearing Shell for the Rotary Kiln Support Roller
魯鳳鳴,邵振鵬
1 托輪的調整
托輪的安裝找正,是以由經緯儀在底座上打出的回轉窯的中心線為基準進行的,找正時,要求同一側三檔托輪中心線在豎直平面內的直線度偏差不大于0.5mm;每檔托輪的標高偏差不大于0.5mm。
在烘完窯投料之后,Ⅲ檔托輪的2號瓦溫度過高,檢查這個托輪的軸承座安裝標記后,發現3號軸承座偏離了原來的位置。經過調整后,2號瓦的溫度降了下來,但是Ⅱ檔托輪的1號瓦溫度開始上升并已接近報警溫度(如圖1)。接下來又開始調整這個托輪,調整完之后,當窯的喂料量達到320t/h、轉速為3r/min時,1號瓦的溫度穩定在48℃附近。
2 問題分析及處理
當窯的轉速為3.5r/min、喂料量達到360t/h時,Ⅱ檔托輪1號瓦的溫度急劇上升到56℃;Ⅲ檔托輪的2號瓦溫度上升了6℃;Ⅰ檔托輪的1號瓦溫度上升了7℃,3號瓦溫度上升了9℃。而此時窯的轉速和產能都沒有達到設計值,如果繼續提產、提高窯的轉速,上面幾塊瓦的溫度有可能繼續急劇升高,需要繼續調整托輪,并且調整的方向與先前的一致。
從理論上講,托輪的調整量包括:同一側托輪的安裝直線度誤差、托輪以及輪帶的加工誤差和窯體上行所需的托輪的傾斜度這三部分。而上面三部分加在一塊的總和,一般不大于3mm。可是在先前的托輪調整中,有一個軸承座的調整量已經達到4mm,如果后續再調整,最大調整值與理論值的差會更大。一般這種情況出現在安裝質量較差或者基礎不均勻沉降時。
觀察各檔托輪與輪帶的接觸情況發現,Ⅰ檔、Ⅱ檔托輪呈外“八”字與輪帶接觸(如圖2所示),Ⅰ檔托輪與輪帶之間的縫隙大于Ⅱ檔托輪與輪帶之間的縫隙。一般這種情況出現在Ⅰ檔托輪安裝標高高于理論值或者基礎不均勻沉降時。
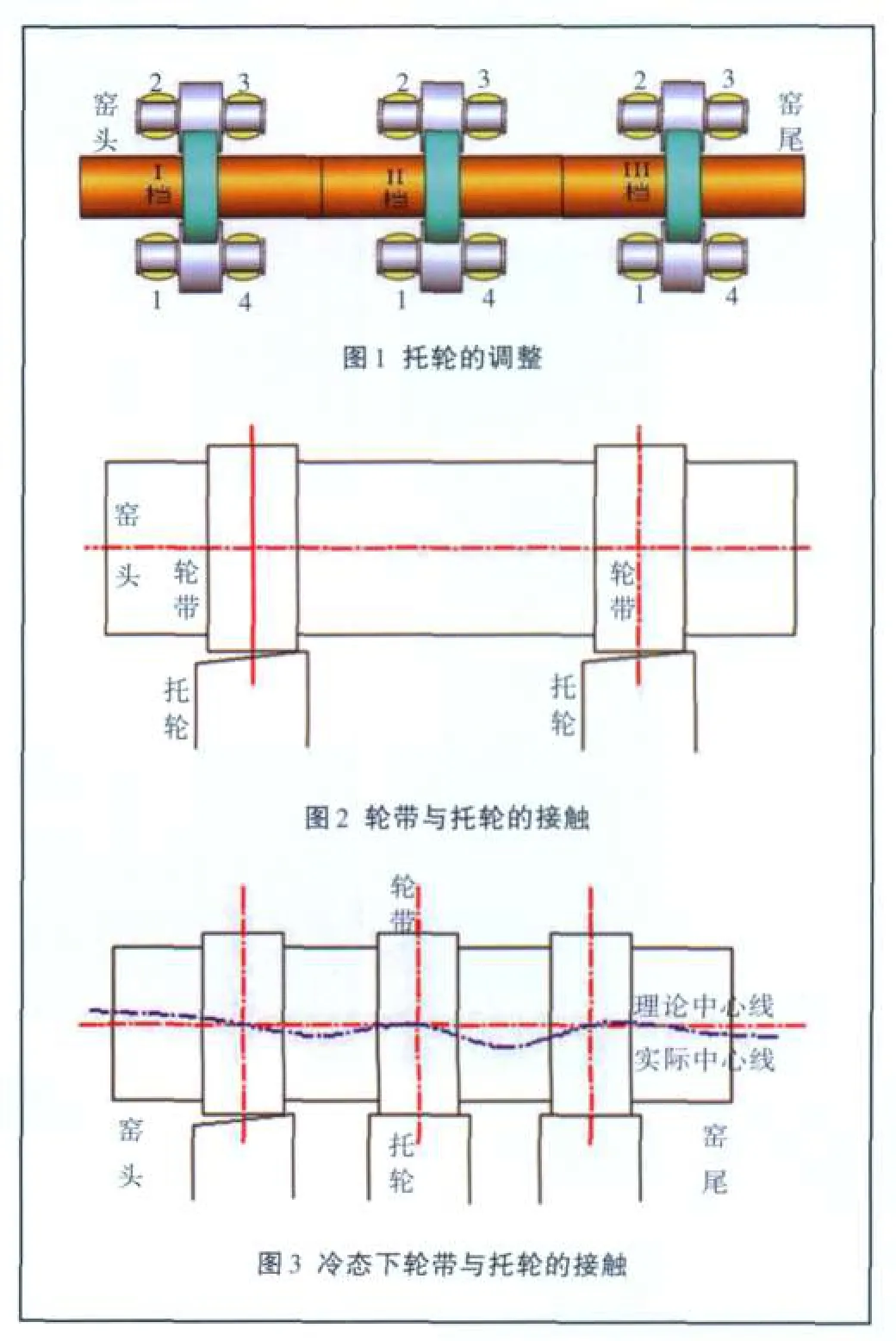
檢測窯筒體及輪帶溫度發現,Ⅰ檔輪帶處窯筒體溫度是370℃,輪帶溫度是208℃,此時輪帶與墊板之間已經沒有間隙;Ⅱ檔輪帶處窯筒體的溫度是220℃,輪帶溫度是155℃。回轉窯是以冷態下的最佳狀態設計的,在冷態下,筒體在窯頭的部分略微向上翹起,三檔輪帶之間的部分有不同撓度,窯尾部分有向下的撓度(如圖3所示,藍色的是筒體的實際中心線,紅色的是筒體的理論中心線),這樣在冷態下,Ⅱ檔、Ⅲ檔的輪帶與托輪有較好的接觸;按照這個理論,Ⅰ檔的輪帶與托輪之間會有間隙,但是輪帶與墊板之間還有一定的間隙,這樣輪帶就會略微傾斜,它與托輪也有較好的接觸。在熱態下,按照設計,窯筒體的最高溫度應該位于Ⅰ檔輪帶和Ⅱ檔輪帶之間靠近Ⅱ檔輪帶的位置。三個輪帶處的筒體溫度相比較:Ⅱ檔輪帶處筒體溫度最高,Ⅰ檔輪帶處筒體溫度次之,Ⅲ檔輪帶處筒體溫度最低。因為Ⅱ檔輪帶處筒體的溫度高于Ⅰ檔和Ⅲ檔輪帶處筒體的溫度,這樣Ⅱ檔輪帶處筒體中心會高于Ⅰ檔、Ⅲ檔輪帶處筒體中心的連線,故窯頭筒體在冷態下的翹起量會被彌補掉,如果按照設計溫度,這三檔輪帶與托輪的接觸都是好的。
現在,以本臺窯為例,窯筒體的最高溫度在Ⅰ檔輪帶附近,按照測量值計算如下:
由于Ⅰ檔輪帶與墊板之間沒有了滑移量,窯筒體中心線在這個位置的熱膨脹位移是從冷態下的窯筒體中心線到熱態下輪帶中心線的距離。
Ⅰ檔輪帶的徑向膨脹量:
h1=5930×(208-20)×1.2×10-5mm=13.38mm(常溫取20℃,熱膨脹系數取1.2×10-5,以下相同。此處為近似計算,5930mm是輪帶內徑與外徑的算術平均值。)
輪帶膨脹后中心點向上的位移:


在冷態下,窯筒體中心點與輪帶中心點的標高差值:
Δh2=mm=7mm(Ⅰ檔輪帶與墊板之間的間隙冷態下為14mm)
那么,窯筒體熱態下的中心點相對于冷態下的位移是:

Ⅱ檔輪帶與墊板之間存在滑移量,窯筒體中心線在這個位置的熱膨脹位移可以近似地看作是:冷態下的窯筒體中心線到熱態下的窯筒體中心線的位移與輪帶厚度的熱膨脹量之和(如圖4)。
Ⅱ檔輪帶厚度的熱膨脹量為:
Δh3=490×(155-20)×1.2×10-5mm=0.79mm(輪帶厚度是490mm)
窯筒體的徑向熱膨脹量為:
h2=5390×(220-20)×1.2×10-5mm=12.94mm(筒體外徑是5390mm)
窯筒體中心點的熱膨脹位移為:

那么,窯筒體中心點相對于冷態下的位移為:

在忽略墊板熱膨脹的情況下,Ⅰ檔輪帶處筒體中心點位移Δh與Ⅱ檔輪帶處筒體中心點位移Δk之差為:

這樣,Ⅰ檔輪帶處筒體的中心點比理論值高出6.43mm,按照比例可以得出Ⅰ檔輪帶與托輪的理論最大間隙:

Ⅰ檔輪帶與托輪的實際最大間隙,還要用δ1加上一個自然狀態下的翹起量;Ⅱ檔輪帶與托輪的實際最大間隙,要用δ2減去一個自然狀態下的撓度。這樣,就表現出了Ⅰ檔輪帶與托輪的最大間隙大于Ⅱ檔輪帶與托輪的最大間隙。
隨著輪帶與托輪接觸間隙的變化,托輪的受力發生變化,軸瓦的受力也跟著變化,從而引起軸瓦溫度的變化。如果現在就調整托輪,等溫度正常之后,輪帶與托輪的接觸間隙還會變化,那樣,我們還要再次重新調整托輪。
處理方法:要求業主的操作員根據我們的設計調整對窯的操作,首先把整個窯筒體溫度的變化趨勢改變過來,即:Ⅱ檔輪帶處筒體溫度最高、Ⅰ檔輪帶處筒體溫度次之、Ⅲ檔輪帶處筒體溫度最低。如果更正之后瓦的溫度還是過高,再調整托輪。
結果:窯筒體溫度變化趨勢正常之后,當窯的轉速為3.5r/min、喂料量達到360t/h時,Ⅰ檔、Ⅱ檔輪帶與托輪接觸良好,Ⅱ檔托輪1號瓦的溫度降到了42℃,其余瓦的溫度都在35℃以下。
TQ172.622.29
B
1001-6171(2011)05-0043-02
通訊地址:中材建設有限公司,北京 100176;
2011-04-26;
趙 蓮
