球磨機小齒輪軸承下座斷裂的修復
2011-01-05 08:15:28王敏
水泥技術 2011年5期
關鍵詞:焊縫
王敏
球磨機小齒輪軸承下座斷裂的修復
王敏
2006年5月份,我廠?2.2m×6.4m生料磨小齒輪軸承下座發生斷裂,當時沒有備件更換,若不能及時修復,將給正常的生產造成影響。
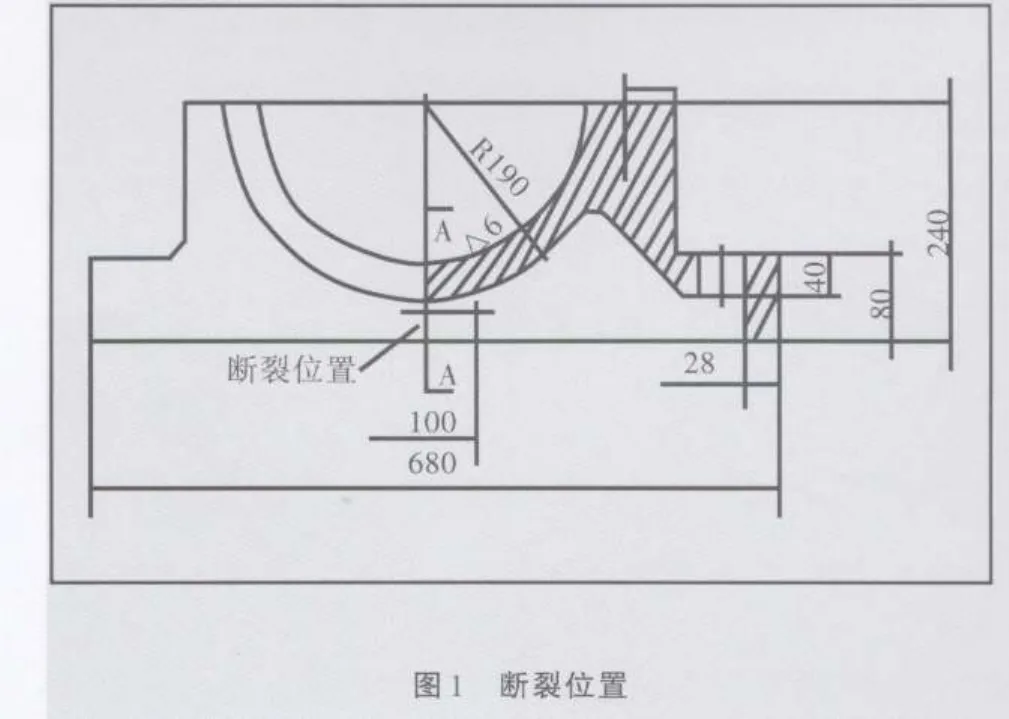
我們查閱了圖紙,軸承下座材料為HT200,斷裂位置如圖1所示。經觀察分析軸承下座斷裂情況后,我們采用緊螺栓聯接、焊接與膠粘技術相結合的方法,對其進行了修復。
具體作法是:
(1)將斷裂為兩塊的軸承下座徹底清理油污后,置于劃線平臺,按圖2尺寸分別劃線、樣沖沖眼后進行孔加工。兩孔直徑為?30、?25。
(2)用丙酮除去軸承下座斷裂面上油脂,按CH914膠粘劑的使用要求調配適量膠黏劑,并均勻地涂在軸承下座斷裂面及?30、?25的孔內,爾后用M30×120的螺栓緊固聯接(不得有錯位現象),同時將3536軸承(外套完好的舊軸承)裝入軸承下座并合上軸承上蓋、兩端軸承壓蓋之后,用螺栓緊固(以防止焊接變形)。
(3)沿軸承下座底面斷裂線用鏨切剔出V型坡口后,選用鑄308焊條,采用手工電弧焊對其施焊兩遍。焊接過程中焊條不作橫向擺動以減少母材熔化量。焊接速度不能過快,應斷續地進行焊接;焊完一層后用錘擊消除焊接應力,待焊縫冷至不燙手時再焊第二層,焊縫高出軸承下座底平面的要用磨光機修平磨光。
采用上述措施修復后的軸承下座,4年多來未發現任何不良現象,至今仍在正常使用。
TQ172.632.9
A
1001-6171(2011)05-0111-01

通訊地址:沈陽市遼中縣遼河化工廠,遼寧 遼中 110200;
2011-04-01;
沈穎
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
