棒料剪斷機自動化改造
2011-01-04 08:03:04安江華
重慶三峽學院學報 2011年3期
關鍵詞:設備
安江華
(成都電力金具總廠,四川成都 610100)
在模鍛件、輥鍛件、輾壓件和冷、溫狀態擠壓件等生產批量比較大的制造部門中,棒料是生產中的主要原材料,棒料剪斷機就是為這些鍛壓工藝準備坯料的主要設備.棒料剪斷機是一種高生產效率的剪切下料設備,一般可剪切棒料的直徑為φ20mm~φ200mm,對于大直徑的棒料,每分鐘可剪切幾件、十幾件,小直徑的棒料每分鐘可剪切五六十件.以φ80mm棒料為例,鋸切與剪切的單件工時比率約為1:20,剪切比鋸切的材料利用率可提高15%~20%.用于碳素鋼或低合金鋼在冷狀態或熱狀態下剪切,都比較容易實現機械化與自動化.所以從生產效率和材料的利用率等方面來比較,棒料剪切工藝較其他切斷工藝具有明顯的經濟效果.
現有一臺老式棒料剪斷機(設備實物見下頁圖1),該機購買于2002年初,購買價格24萬元,最大剪切直徑為80mm,該棒料剪斷機是一家制造企業的主要下料設備,主要為該廠的鍛壓車間供應φ32mm~φ80mm坯料.因此,棒料剪斷機在該廠的生產環節中起著重要的作用.該機型在購買之初未帶有自動循環生產功能,且已經使用了8年,主要存在以下問題.
1)輥道傳送不能正常工作,且隨著棒料長度的增加,已經不能實現進料.
2)上料不方便,由于無輔助設施,上料時需要頻繁占用龍門吊,影響其他工序作業,降低了龍門吊的使用效益.
3)由于無自動循環作業功能,需工人頻繁操作按鈕,占用人力.
4)剪切后無傳輸帶輔助,需人工撿料,占用人力且勞動強度大.
針對上述問題,以“減員增效、精益化管理”為方向,通過加裝電子傳感器和傳輸帶等輔助工具,實現將老型設備實現機械化和自動化的改造,以降低勞動成本并提高設備的工作效率.其中本人參與了這個項目,通過了解和分析棒料剪斷機的工作原理及當下所面臨的問題,針對具體問題進行逐項改進.
1 棒料剪斷機工作原理
該棒料剪斷機屬于機械傳動式,其機構主要包括機身、三級傳動系統、平衡器、壓料器、擋料器、托料器和給料系統.其工作原理如下頁圖2所示.
圖2中被剪棒料1由輥道2的輥子帶動,通過上刀片5和下刀片10的刃口,送入棒料剪斷機,直到碰到擋料器6后棒料停止運動,按動按鈕,滑塊4下行、同時壓料器3也下行,將棒料向下前方壓緊.固定在滑塊上的上刀片隨滑塊下行,到一定位置和托料器7一起將棒料抱緊.上刀片繼續下行,直到將棒料剪斷為止.滑塊到達下死點后返程,托料器返回原來位置,等待下一個剪切命令.此為一次剪切過程.

圖1 棒料剪斷機實物圖
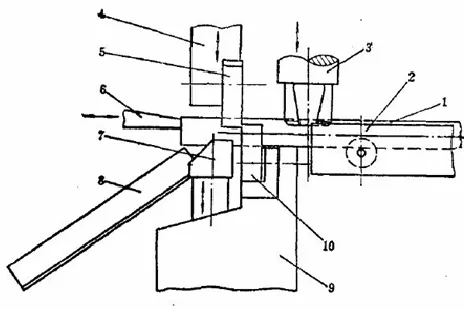
圖2 棒料剪斷機原理圖
2 棒料剪斷機使用現狀及情況分析
通過現場觀察和與操作工人交流后,發現設備主要存在以下問題.
2.1 輥道進給失效
輥道的作用是通過摩擦力為棒料的進給提供動力.由于設備的長期使用磨損,當棒料靠近棒料剪斷機前段時,輥道已不能提供足夠的動力推動棒料,加上現在加工的材料比較長,棒料重心靠近輥道后端,造成棒料不能持續進給,需要人工干預,間接地增加工作人員勞動量,降低了工作效率.
2.2 上料困難
購買時,原設備未設計自動上料裝置,致使現在每次上料都需兩人抬或利用龍門吊吊裝.這樣就占用勞動力,增加人力成本和勞動強度;頻繁占用龍門吊,影響其他工序,使車間龍門吊的效益降低.
2.3 自動循環功能缺失
由于原設備未帶有此項功能,而設備長期失修,機床已不能自動循環作業,每次剪切都需要工人按動一次按鈕,操作頻繁,占用人力,有違企業“減員增效、走精益化管理”的目標.
2.4 落料無法入框
剪切后的棒料通過簡易的斜板滑落至地面,然后人工數數后碼放至料框中,工人勞動強度大,人工計數容易出現問題.
3 棒料剪斷機的改進措施
從設備存在的以上問題可以看出,現在的設備狀況造成了工人勞動強度加大和輔助時間增加,降低了棒料剪斷機整體的剪切效率.針對以上問題,通過與技術人員、操作人員的溝通交流,確定了低成本的棒料剪斷機自動化改進方案.
1)加裝備料架
通過加裝備料架和氣缸輔助機構,降低工人勞動強度和對龍門吊的依賴程度,實現減少輔助時間的目的.首先制作了有一定斜度的備料架,然后再備料架上加裝了氣缸頂起裝置,實現將備料架上的棒料推至輥道上.如圖3、圖4.
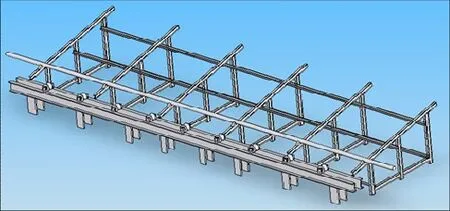
圖3 備料架三維效果圖
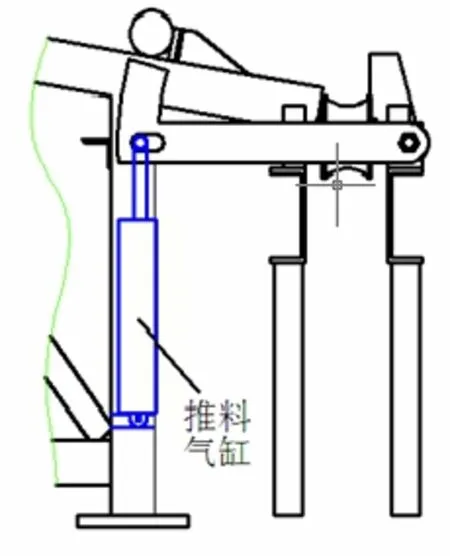
圖4 推料裝置平面效果圖
2)實現自動進料
針對長棒料和輥輪的磨損問題,一是加長輥道,使棒料靠重力作用于輥道上,增加摩擦力即增加推動力;二是在靠近剪切口位置增加3個滾輪,避免當棒料過短時輥道無法繼續輸送的問題.
3)實現自動剪切
對原設備的擋料器進行了修改,在擋料器上加裝光電感應開關,當棒料觸碰到感應開關時,信號回饋給控制系統,實現“棒料進給→觸碰光電感應開關→信號回饋→棒料剪切”的加工循環,這樣工人無需頻繁按動開關,降低工作間隔時間,提升效率.
4)加裝落料輸送帶
針對原來棒料經剪切后,需要人工撿取再放至料框的情況,設計了一條可調速傳輸帶,根據棒料大小、長度等調節變頻器來控制傳輸帶的電機,通過傳輸帶將剪切后的棒料自動收集入框.首先在托料器前下方加裝了與床身成30°的下行梭板,使剪斷后的棒料能夠順著梭板滑行到設計的輸送帶上,然后通過輸送帶將棒料帶至料框,實現棒料入框的自動化.傳輸帶的設計數據見圖5.
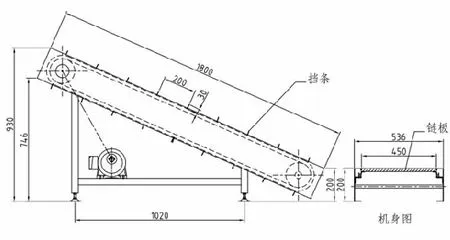
圖5 傳輸帶
5)自動計數功能
通過分析,為準確反映下料件數,決定從棒料剪斷機剪切的電路中采集剪切電信號,轉化為數據信號,然后由簡單數顯裝置完成計數顯示.棒料剪斷機每剪切一次都會發出一次電信號驅動設備工作,通過采集剪切指令能夠比較準確的反映剪切次數即下料件數.
4 總 結
通過和其他技術人員的集體努力,確立了具體的實施方案,實現了上述措施中的全部功能.實施改造方案后的棒料剪斷機工作現場見圖6.

圖6 棒料剪斷機改造后的工作現場
此方案中,主要的花費項目為:料架(主要為角鋼)、輥輪、輸送帶、光電感應開關、控制線路和數顯儀器;總金額為29 800元.
通過上述改進措施,在有效控制成本的前提下,實現了棒料剪斷機的自動化改造,達到了預期效果.
[1]中國機械工程學會鍛壓學會.鍛壓手冊(第3卷)[M].北京:機械工業出版社,1993.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
