厚規格壓力容器板探傷不合格原因分析與改進措施
2011-01-04 06:52:12李連任劉德紅畢于順陳天學濟南鋼鐵股份有限公司濟南250101
天津冶金 2011年2期
李連任 劉德紅 畢于順 陳天學(濟南鋼鐵股份有限公司,濟南 250101)
厚規格壓力容器板探傷不合格原因分析與改進措施
李連任 劉德紅 畢于順 陳天學(濟南鋼鐵股份有限公司,濟南 250101)
通過運用金相及掃描電鏡等手段,對厚規格低合金容器板探傷不合格鋼板的內在組織及探傷不合格的原因進行了分析,分析表明,夾雜物導致的微裂紋是鋼板探傷不合格的主要原因。提出了降低鋼水過熱度,采用動態輕壓下技術,鑄坯、鋼板下線堆垛緩冷48 h等工藝措施,可有效提高鋼板探傷合格率。
鑄坯 規格 容器板 探傷 夾雜物 微裂紋 分析
1 前言
壓力容器用鋼板因其用途特殊,在生產和檢驗環節非常嚴格,基本都需要經過超聲波探傷檢驗,檢測出鋼板內部的質量缺陷,超聲波探傷檢驗已經成為鍋爐和壓力容器用鋼板檢驗的重要手段。某鋼廠低合金容器板Q345R在探傷檢驗過程中發現,隨鋼板厚度規格增加,鋼板探傷合格率呈現急劇下降的趨勢,厚規格鋼板探傷合格率問題嚴重制約容器鋼板的交貨。通過對60 mm規格Q345R探傷不合格鋼板進行超聲波精確定位、取樣,運用金相及掃描電鏡手段,對造成探傷不合格的原因進行分析,并提出解決此類探傷不合格問題的相應工藝措施。
2 生產工藝
生產工藝為:轉爐冶煉→LF精煉→VD→鑄坯加熱→軋制→矯直→探傷→正火。
鋼板正火前,運用超聲波無損檢測儀對鋼板內部缺陷進行檢測,對檢測不合格鋼板在正火后再次進行檢測確認。
3 缺陷檢測分析
3.1 探傷不合格缺陷的特征
探傷不合格缺陷集中于鋼板四個角部區域,距離縱向邊部400 mm左右,沿鋼板縱向呈帶狀分布,帶狀長短不一,最長可達500 mm左右。
探傷不合格區域超聲波波形見圖1所示。

從圖1看出,缺陷反射波清晰度較好,波形較高,陡直尖銳,初步估計鋼板內部有較大尺寸的空隙存在,且缺陷位于鋼板芯部。
通過超聲波檢測儀對鋼板的缺陷位置進行準確定位,對熱軋態探傷不合格鋼板及正火后探傷不合格鋼板的缺陷位置進行取樣,對探傷不合格的試樣進行成分、金相和掃描電鏡試驗。
3.2 化學成分檢驗
通過分析發現,Q345R化學成分比較穩定,均控制在技術要求的合理范圍內,化學成分見表1所示。

表160 mm規格Q345R試樣化學成分/%
3.3 金相檢驗
將熱軋、正火態鋼板探傷缺陷位置試樣命名為1#、2#試樣,用4%的硝酸酒精溶液腐蝕,進行金相觀察。熱軋態金相(1#試樣)結果如圖2所示。
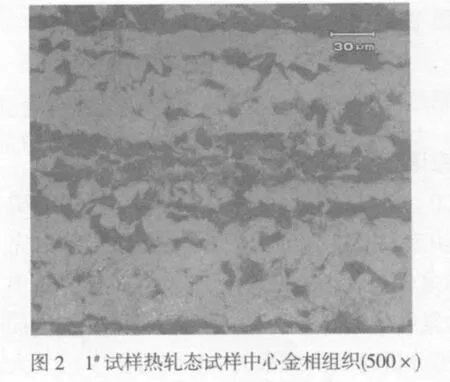
由圖2可知,熱軋態試樣基體組織為鐵素體+珠光體,存在明顯帶狀組織。對條帶組織明顯粗大的地方進行觀察,局部發現粒狀貝氏體組織。
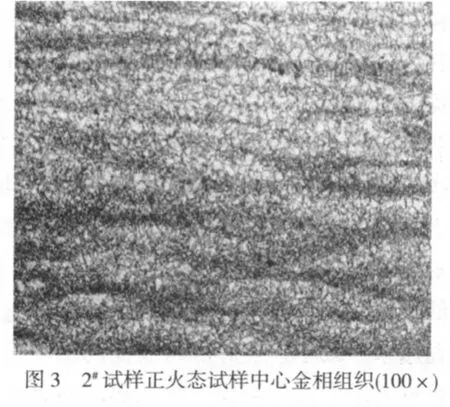
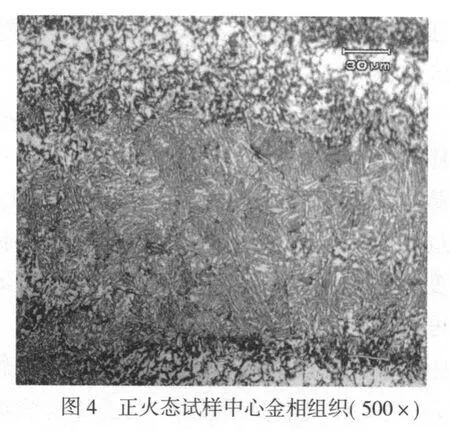
2#試樣正火態金相結果如圖3所示。由圖3可知,正火后鋼板中C、Mn已經開始向四周擴散,仍存在部分帶狀組織,但帶狀組織不連續,中心處存在寬度100 μm以上明顯的異常組織,對異常組織處進行進一步觀察如圖4所示。
由圖4可知,鋼板中心處存在寬度100 μm左右的回火貝氏體組織,與周圍鐵素體形態、尺寸差別較大。
3.4 掃描電鏡觀察及能譜分析
進行掃描電鏡觀察及能譜分析如圖5所示。

由圖5可以看出,試樣中心存在裂紋,對裂紋周圍組織進行能譜分析發現,組織成分為S、Mn元素,初步判斷為MnS夾雜物。
4 分析與討論
鋼板中心裂紋的產生初步認為有兩種情況,一種是原始鑄坯中存在中心裂紋,在軋制階段未能焊合;另一種是由于鋼坯中心偏析嚴重,在軋后冷卻過程中局部轉變為貝氏體、馬氏體等異常組織,存在較高的熱應力和組織應力集中,裂紋在MnS夾雜處及異常組織部位起源、擴展造成。
4.1 鑄坯原始裂紋
鑄坯凝固過程中,內部會出現中間裂紋,對鋼板質量造成直接影響。鑄坯內部裂紋屬于晶界裂紋,起源于鋼液凝固過程中的固相-液相界面,其機理為鑄坯在凝固過程中,隨著固相界面的不斷推進,液固轉換過程中應力不斷釋放,和鑄坯彎曲矯直力等外力共同作用到凝固界面上,且P、S等雜質元素易在界面富集,導致界面區域的強度和塑性波動較大,固液界面在超出臨界強度和塑性的情況下,會造成晶界開裂,溫度較高的鋼液就會填充到開裂的縫隙中,液固界面出現非連續的情況,會形成裂紋。相關研究表明[1],鋼中S含量對鑄坯內部裂紋產生的影響最大。從Q345R掃描電鏡檢驗也可以看出,心部裂紋沿晶界分布和延伸,裂紋中存在嚴重的元素富集,尤其是S元素。
鑄坯中間裂紋形成的宏觀原因主要有以下幾點:
(1)鋼水過熱度影響鑄坯中柱狀晶和等軸晶的比例,過熱度偏高時會造成柱狀晶發達,使鑄坯抵抗裂紋能力下降。
(2)鑄機拉速高低及變化速率對鑄坯的坯殼厚度、凝固末端位置、凝固組織的構成有較大的影響。在變速過程中,易出現中間裂紋,并且裂紋延伸幾率增大。
(3)鑄機扇形段輥縫開口度、對弧狀態都對坯料中間裂紋的產生有影響,扇形段輥縫值、對弧狀態的波動會直接造成高溫鑄坯在固液界面處所承受的應力如矯直應力、彎曲應力等增加。
4.2 鋼板裂紋
鋼坯的嚴重偏析具有一定程度的遺傳性,在鋼板規格較薄時,由于壓縮比較大,鋼板變形率較大,鋼坯偏析經過軋制過程,會有所改善。但是厚規格鋼板卻因為總變形率較小,偏析不能得到有效改善,即使正火后仍可見到嚴重的偏析帶。
鋼中夾雜物是裂紋產生的源頭,由于夾雜物為塑性相,與鋼板基體尤其是貝氏體、馬氏體的收縮比差異較大,鋼板軋制過程中夾雜物與基體共同沿軋制方向流動,被壓扁、拉長,此時與鋼板基體之間是沒有空隙的。但是在鋼板冷卻過程中,鋼板中心存在嚴重的Mn、S等偏析,導致鋼板在軋后快冷過程中,中心偏析處組織的CCT曲線右移,形成貝氏體、馬氏體等異常組織。貝氏體、馬氏體的硬度較高、韌性較差,其組織在轉變過程中會出現體積變化,造成異常組織與夾雜物之間出現空隙,較多的空隙聚集形成裂紋,就會在高的溫差應力、組織應力的作用下沿貝氏體晶界等塑性薄弱區域擴展,在裂紋尖端或中間經常可見條狀硫化錳夾雜[2]。有文獻認為,MnS夾雜物周圍與鋼基體的界面、空隙易形成氫富集陷阱而導致氫致裂紋的產生,這點比較容易解釋鑄坯堆垛緩冷時間長,使氫擴散析出,探傷合格率高的現象[3]。
5 改進措施
經過上述分析,鋼坯中心MnS偏析嚴重及其導致的鋼板中心裂紋是該60 mm規格容器板探傷不合格的主要原因。提高厚規格容器板探傷合格率的重點應該是提高坯料質量,同時在軋制階段實施一定的改善措施,主要應從以下幾個方面進行改進。
5.1 提高鋼水純凈度
從能譜儀分析來看,鋼中偏析、夾雜物主要由S、Mn、P等元素造成,控制S、Mn、P元素偏析是首要控制手段。通過采用鐵水預處理深脫硫,保證入爐鐵水S<0.010%;通過轉爐高堿度渣冶煉工藝,加強擋渣出鋼操作;精煉喂入鋁線進行深脫氧,適當提高渣量,加大吹氬流量,延長吹氬時間至8 min以上;對厚規格探傷板進行VD、RH精煉處理,VD保真空時間不低于15 min,減少非金屬夾雜物的數量、尺寸,減少N、H、O等氣體元素。
5.2 提升連鑄坯內部質量
從連鑄實測數據看,過熱度偏高,應從精煉開始嚴格控制離站溫度,應降低鋼水過熱度在20℃以內,確保澆鑄過程中液面波動在10 mm以內;要求采用電磁攪拌、采用動態輕壓下工藝;對于50 mm以上厚規格的探傷容器鋼板,控制連鑄坯中心偏析1.5級以下,中間裂紋、中心疏松0.5級以下;探傷鋼板盡量不安排澆次的頭尾;厚規格探傷鋼板保證鑄坯堆垛緩冷48 h以上,加強鋼中[H]、[N]等氣體元素的向外擴散。
5.3 優化軋鋼工序加熱、軋制及熱處理工藝
降低加熱爐的預熱段溫度,減小鋼坯在加熱過程中的升溫速率,減小鋼坯芯部與表面的溫度差,避免因溫度差過大產生應力裂紋。將加熱時間延長至4 h以上,加強鑄坯中心Mn、S等偏析元素的擴散。確保粗軋機單道次變形率在12%以上,保證再結晶階段的變形滲透效果,破碎晶粒及大顆粒夾雜物,焊合鑄坯微裂紋,減輕鋼坯中MnS偏析。對50 mm以上探傷鋼板采取軋后加保溫罩緩冷48 h的措施,減少鋼板冷卻過程中表面和中心的溫度差異,防止熱應力造成的鋼板芯部裂紋,同時有利于[H]、[N]等氣體元素的擴散和外放;通過運用熱處理的正火工藝對探傷不合格鋼板進行挽救,經過多次試驗證明,對單純由偏析、夾雜物造成的探傷不合格鋼板,在正火挽救后改善效果明顯,而如果鋼板中存在裂紋,正火挽救基本無改善。
6 結論
6.1 夾雜物及鋼板內部組織異常導致的微裂紋是厚規格容器板探傷不合格的主要原因。
6.2 通過在煉鋼環節采取針對性措施,提高鋼水純凈度和連鑄坯質量,可以從根本上解決探傷不合格的根本原因。
6.3 在軋鋼工序強化加熱、軋制工藝,加罩緩冷48 h,可以緩解鋼坯原始缺陷對探傷不合格的影響。
[1]周文奎.連鑄坯中間裂紋的成因分析與改進措施[J].天津冶金,2010(3):14-15.
[2]王杰,鞠傳華.低合金中厚板探傷不合原因分析及對策[J].寬厚板,2009(4):7-8.
[3]李梅廣,胡淑娥,馮勇.低碳貝氏體高強鋼探傷不合原因分析[J].山東冶金,2009(3):39-40.
Analysis on Causes of Heavy Pressure Vessel Plate Nonconformity at Detection Test and Improvement Measures
Li Lianren,Liu Dehong,Bi Yushun,Chen Tianxue
Analysis was conducted on the internal structure of nonconformable heavy low alloy pressure vessel plate and the causes for nonconformity by means of metallographic and scanning electron microscope.Analysis showed that the micro crack due to the inclusion was the main reason for plate nonconformity at detection.The authors suggest metallurgical measures of reducing liquid steel superheat and adopting dynamic soft reduction and offline billet and plate 48-hour stack cooling in order to effectively increase the conformity rate at plate inspection.
billet,heavy pressure vessel plate,detection,inclusion,micro crack,analysis
(收稿 2011-02-28責編趙實鳴)
李連任,男,漢族,畢業于遼寧科技大學,現濟鋼中厚板廠工藝技術工作。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
當代陜西(2020年13期)2020-08-24 08:22:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2017年5期)2018-01-19 02:49:17
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
