淺析英標(biāo)、加標(biāo)、美標(biāo)螺紋鋼的開發(fā)與生產(chǎn)
2011-01-04 14:07:14劉艷明天鐵軋二制鋼有限公司進(jìn)出口部天津300400
天津冶金 2011年5期
關(guān)鍵詞:力學(xué)性能標(biāo)準(zhǔn)
劉艷明 (天鐵軋二制鋼有限公司進(jìn)出口部,天津 300400)
淺析英標(biāo)、加標(biāo)、美標(biāo)螺紋鋼的開發(fā)與生產(chǎn)
劉艷明 (天鐵軋二制鋼有限公司進(jìn)出口部,天津 300400)
天鐵軋二制鋼有限公司于2004年前后成功研制開發(fā)了英標(biāo)BS4449—1988 GR 460級(jí)別鋼筋、符合加拿大CSA G30.18-M92標(biāo)準(zhǔn)要求的400W級(jí)別鋼筋及符合美國(guó)ASTMA615 GR 60級(jí)別鋼筋。對(duì)以上標(biāo)準(zhǔn)的化學(xué)成分、外形尺寸、技術(shù)要求上的異同和特點(diǎn)進(jìn)行了分析對(duì)比,指出了鋼坯采購(gòu)的化學(xué)成分要求差別,及軋鋼工藝對(duì)性能的影響,為今后生產(chǎn)多種標(biāo)準(zhǔn)的鋼材提供了依據(jù)。
加標(biāo) 美標(biāo) 英標(biāo) 鋼筋 力學(xué)性能 化學(xué)成分 外形尺寸 對(duì)比
1 前言
自2004年以來,國(guó)際市場(chǎng)鋼材價(jià)格及需求大幅攀升,中國(guó)鋼材市場(chǎng)逐漸由進(jìn)口型轉(zhuǎn)化出口型。而國(guó)內(nèi)鋼材市場(chǎng)價(jià)格低迷。時(shí)值我公司成功完成連續(xù)棒材生產(chǎn)線的升級(jí)改造,我公司憑借自1965起生產(chǎn)建筑用螺紋鋼筋的多年經(jīng)驗(yàn)和專業(yè)技術(shù)人員專業(yè)技術(shù),成功針對(duì)不同國(guó)際市場(chǎng)需求研發(fā)了BS4449 GR 460級(jí)英標(biāo)螺紋、ASTM A615 GR 60級(jí)美標(biāo)螺紋及CAN/CSA-G30.18-M92 400W級(jí)加標(biāo)螺紋鋼生產(chǎn)。2004—2008年期間成功向國(guó)際不同地區(qū)出口英標(biāo)、美標(biāo)、加標(biāo)合格螺紋鋼筋百余萬噸,成功地抓住了市場(chǎng)契機(jī),占領(lǐng)了國(guó)際市場(chǎng)。
BS4449 GR 460級(jí)英標(biāo)螺紋、ASTM A615 GR 60級(jí)美標(biāo)螺紋及CAN/CSA-G30.18-M92 400W級(jí)加標(biāo)螺紋鋼與我國(guó)GB1499—1998的HRB 400鋼筋類級(jí)別相似,同時(shí)適應(yīng)了國(guó)際建筑業(yè)使用高強(qiáng)度熱軋鋼筋提高建筑物的安全性、經(jīng)濟(jì)性、環(huán)保性的趨勢(shì)。但標(biāo)準(zhǔn)之間又各有不同。我公司對(duì)3種標(biāo)準(zhǔn)產(chǎn)品進(jìn)行開發(fā)生產(chǎn),均取得了成功。
2 BS G460、ASTM G60、CSA 400W 的技術(shù)要求及技術(shù)特點(diǎn)
2.1 化學(xué)成分與碳當(dāng)量
BS4449 GR 460級(jí)鋼筋的化學(xué)成分和碳當(dāng)量要求見表1。
ASTM A 615 G60級(jí)鋼筋對(duì)化學(xué)成分沒有做具體要求,只要求對(duì)每爐鋼進(jìn)行化學(xué)分析,應(yīng)測(cè)定鋼中的表1 BS G460化學(xué)成分(熔煉成分) /≤%碳、錳、磷和硫的百分比含量。所測(cè)得的磷含量應(yīng)不大于0.006%,用戶對(duì)成品鋼筋測(cè)得的磷含量不大于上述規(guī)定的25%。
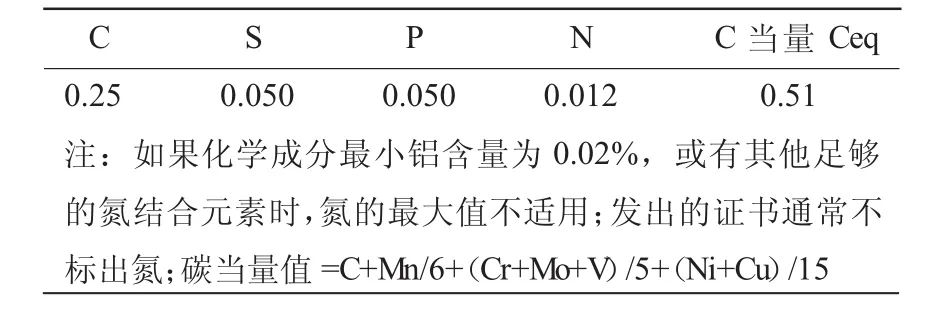
C S P N C當(dāng)量 Ceq 0.25 0.050 0.050 0.012 0.51注:如果化學(xué)成分最小鋁含量為0.02%,或有其他足夠的氮結(jié)合元素時(shí),氮的最大值不適用;發(fā)出的證書通常不標(biāo)出氮;碳當(dāng)量值 =C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
CAN/CSA-G30.18-M92 400W級(jí)鋼筋的化學(xué)成分及碳當(dāng)量要求見表2。表2 CAN/CSA-G30.18-M92 400W化學(xué)成分 /≤%
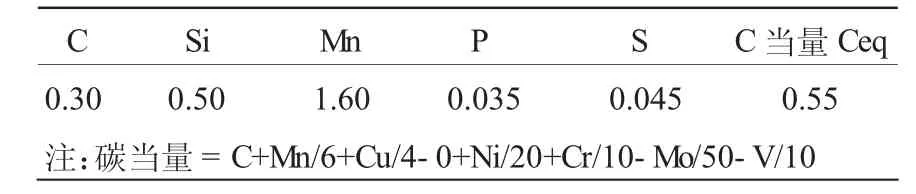
C Si Mn P S C當(dāng)量Ceq 0.30 0.50 1.60 0.035 0.045 0.55注:碳當(dāng)量=C+Mn/6+Cu/4-0+Ni/20+Cr/10-Mo/50-V/10
2.2 力學(xué)性能和工藝性能
BS4449 GR 460級(jí)鋼筋的力學(xué)性能和工藝性能見表3。
ASTM A 615 G60級(jí)鋼筋的力學(xué)性能和工藝性能見表4。
CSA 400W級(jí)鋼筋的力學(xué)性能和工藝性能見表5
2.3 尺寸
BS4449 GR 460中對(duì)鋼筋中筋的高度、方向等具體外形尺寸未作特別規(guī)定。
ASTM A 615 G 60和CSA 400W對(duì)橫肋要求基本相同:
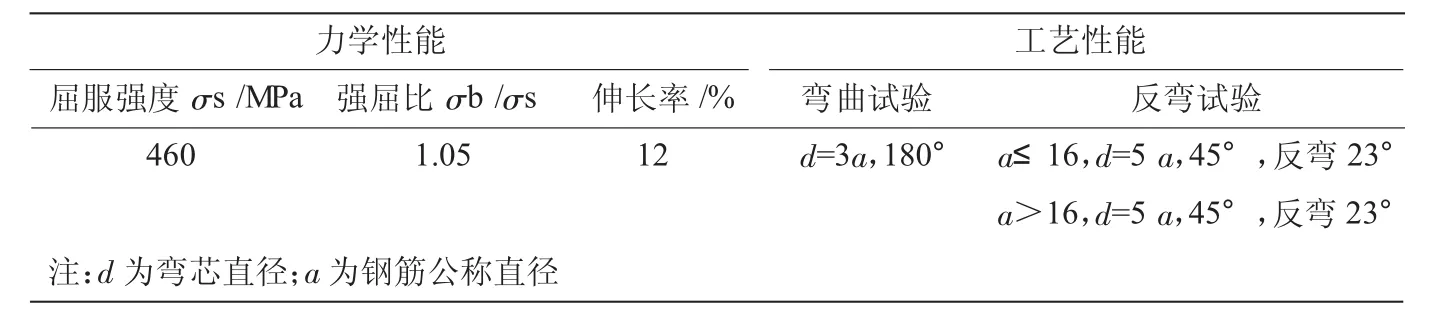
表3 BS GR460力學(xué)性能和工藝性能
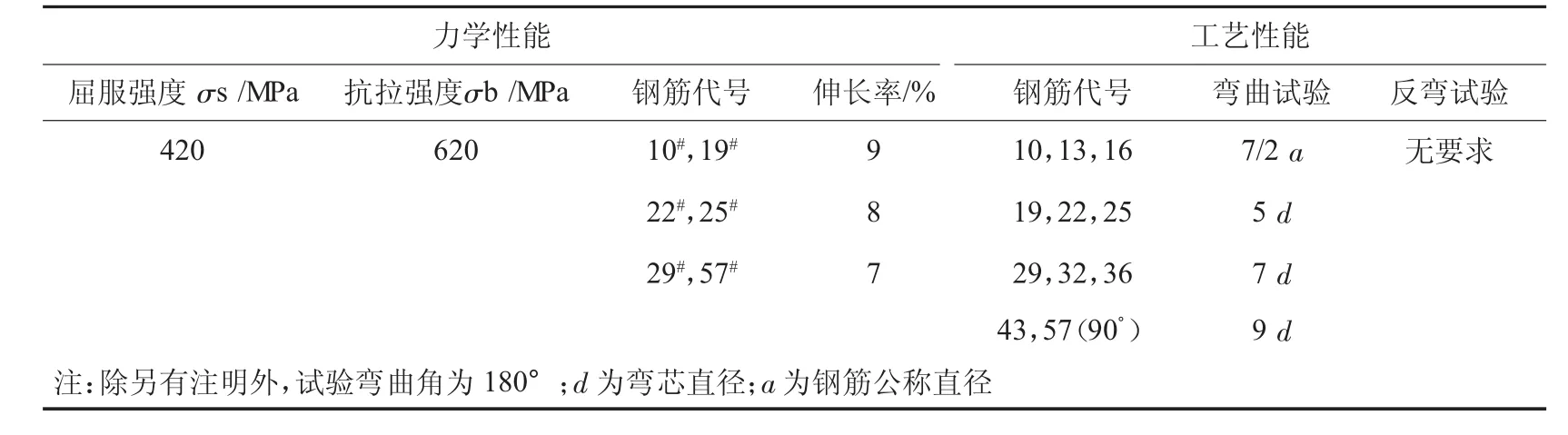
表4 ASTM A615 G 60力學(xué)性能與工藝性能
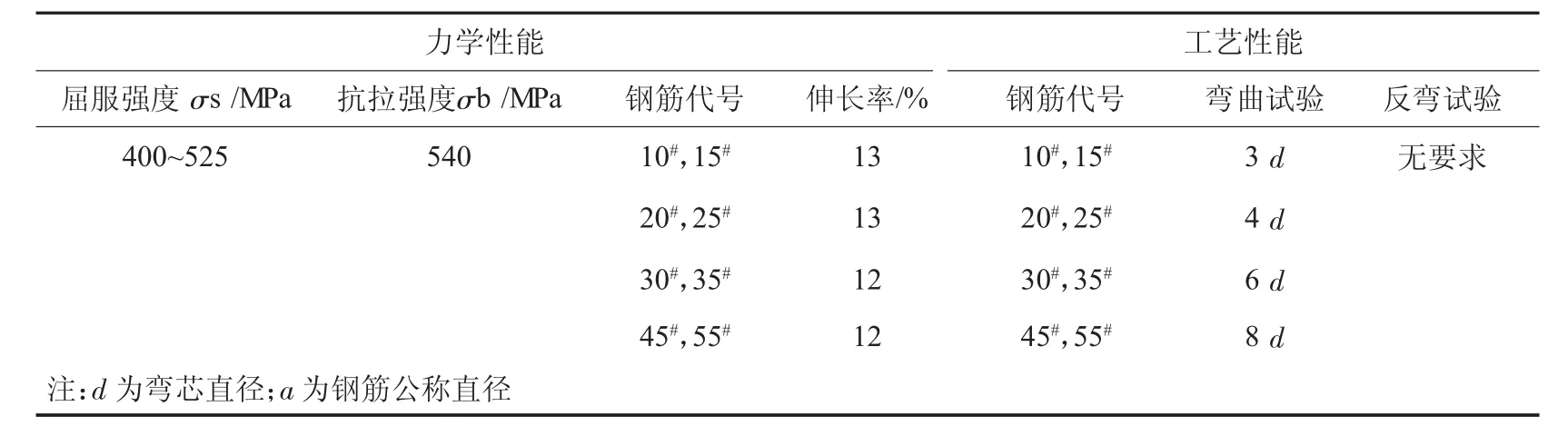
表5 CAN/CSA-G30.18-M92 400W力學(xué)性能與工藝性能
(1) 沿鋼筋長(zhǎng)度方向分布均勻,相對(duì)面橫肋尺寸形狀基本相同。
(2) 肋與鋼筋軸線夾角不小于45°。當(dāng)該角度為45°~70°時(shí),相對(duì)面的肋在方向上應(yīng)相反;當(dāng)該角大于70°時(shí),相對(duì)面肋的方向可以不相反。
(3) 每面平均肋間距不得大于公稱直徑的0.7倍。(4) 肋全長(zhǎng)應(yīng)確保相對(duì)肋的末端間距不大于公稱周長(zhǎng)的12.5%,如橫肋末端終止于縱肋,則縱肋寬度視為間隙。當(dāng)縱肋超過2條時(shí),所有縱肋之和不得大于公稱周長(zhǎng)的25%,而且間隙之和亦不得大于公稱周長(zhǎng)的25%,公稱周長(zhǎng)為公稱直徑的3.14倍。
2.4 BS GR 460 、ASTM A 615 GR 60、CSA 400W 對(duì)比的各自特點(diǎn)
2.4.1 化學(xué)成分對(duì)比
英標(biāo)螺紋標(biāo)準(zhǔn)BS4449 GR 460中除對(duì)P元素的上限有要求外,沒有具體規(guī)定其他合金元素及成分范圍。
美標(biāo)螺紋標(biāo)準(zhǔn)ASTM A 615 G60也只對(duì)C、P、S上限提出限制并要求Ceq≤0.51%,沒有對(duì)其他合金元素和成分范圍作出規(guī)定。
而加標(biāo)螺紋標(biāo)準(zhǔn)CSA 400W 除對(duì)C、P、S作出要求外,相對(duì)合金元素Si、Mn作出上限要求Si≤0.50%、Mn≤1.60%,但相對(duì)于英標(biāo)、加標(biāo)對(duì)Ceq上限要求有所放寬,只要求Ceq≤0.55%。
綜上所述,加標(biāo)對(duì)螺紋鋼的化學(xué)要求最為嚴(yán)格,英標(biāo)次之,而美標(biāo)最為寬松,但美標(biāo)對(duì)力學(xué)性能抗拉要求較高,對(duì)實(shí)際原料的成分選擇應(yīng)更為精準(zhǔn)。
2.4.2 力學(xué)性能對(duì)比
BS 4449 GR 460B要求屈服強(qiáng)度σs≥460 MPa,為三個(gè)標(biāo)準(zhǔn)中最高,抗拉強(qiáng)度σb在460B中要求最為嚴(yán)格,只有 σb≥1.08σs,延伸率 δ≥12%。
ASTM A 615 G 60要求 σs≥420 MPa,σb ≥620,針對(duì)不同的鋼筋直徑δ要求不同,其中10#~19#要求δ≥9%;22#、25#要求 δ≥8%;29#~47#要求 δ≥7%。
CSA 400W對(duì)屈服強(qiáng)度的要求既有上限又有下限,σs為 400~525 MPa。抗拉強(qiáng)度 σb≥540 MPa,且σb/σs≥1. 15;延伸率根據(jù)鋼筋直徑不同,10 M~25 M≥13%,30M~55M ≥12%。
綜上所述,英標(biāo)對(duì)屈服強(qiáng)度要求最高(460 MPa),但抗拉強(qiáng)度要求較低,美標(biāo)對(duì)屈服強(qiáng)度要求居中(420 MPa),但對(duì)抗拉強(qiáng)度(620 MPa)要求較高;加標(biāo)對(duì)屈服強(qiáng)度要求最低(400 MPa),但其還有上限限制不能超過525 MPa,抗拉強(qiáng)度要求在540 MPa以上,且強(qiáng)屈比≥1.15。相對(duì)而言,加標(biāo)對(duì)力學(xué)性能要求限制最為嚴(yán)格,美標(biāo)抗拉強(qiáng)度要求最高,英標(biāo)對(duì)屈服強(qiáng)度要求最高。
2.4.3 冷彎和反彎性能
傳統(tǒng)的國(guó)內(nèi)考核測(cè)試,由于它涉及到試卷命題的組織,打印試卷,考試流程安排,集體閱卷等諸多方面,考試組織時(shí)間很長(zhǎng),效率不高;人為閱卷等主觀因素,對(duì)考試公平也造成了一定程度上的影響。傳統(tǒng)的考試方式已經(jīng)無法滿足高校教育教學(xué)的客觀要求。
BS 4449 GR 460對(duì)冷彎和反彎要求最為嚴(yán)格。冷彎彎曲角度最大為180°,彎芯直徑最小,不分規(guī)格一律為鋼筋直徑的3倍。BS 4449英標(biāo)中對(duì)冷彎的角度、彎芯半徑及在再反彎角度都做出了詳細(xì)規(guī)定。
ASTM A 615 G60冷彎要求根據(jù)鋼筋直徑增大,彎芯直徑增大,彎曲要求降低。10#~16#鋼筋彎芯半徑為鋼筋的3.5倍,19#~25#鋼筋彎芯半徑為鋼筋半徑的5倍;29#~36#鋼筋彎芯半徑為鋼筋半徑的7倍,以上牌號(hào)彎曲角度為180°;43#~57#鋼筋彎芯半徑為鋼筋半徑的9倍,且彎曲角度為90°。ASTM A 615 G60對(duì)反彎未做要求。
CSA 400W冷彎要求彎曲直徑全部為180°,彎芯直徑隨鋼筋規(guī)格增大而增加,彎曲要求降低。10M、15M彎芯直徑為鋼筋直徑的3倍;20M、25M為其4倍;30M、35M為其 6倍;45M、55M為其 8倍。CSA 400W對(duì)反彎未做要求。
2.4.4 碳當(dāng)量
BS 4449 GR 460對(duì)碳當(dāng)量上限在3種標(biāo)準(zhǔn)中,最高為0.51%,加標(biāo)400W為0.55%,而美標(biāo)未作要求。相對(duì)于國(guó)內(nèi)HRB400級(jí)鋼筋,此3種標(biāo)準(zhǔn)對(duì)碳當(dāng)量要求皆低,但強(qiáng)度要求更高,這對(duì)試制改造提出了更高要求。
2.4.5 交貨狀態(tài)
以上3種標(biāo)準(zhǔn)均未對(duì)鋼筋的交貨狀態(tài)提出要求,所以可以是熱軋狀態(tài),也可以是預(yù)熱處理狀態(tài)。這為我們進(jìn)行穿水預(yù)熱處理工藝軋制提供了可能,大大降低了成本。
2.4.6 外形尺寸與尺寸公差
英標(biāo)BS GR 460中未對(duì)鋼筋外形尺寸進(jìn)行明確規(guī)定,而美標(biāo)ASTM和加標(biāo)CSA對(duì)鋼筋肋的尺寸要求相當(dāng)詳細(xì)且基本一致,但英標(biāo)、美標(biāo)、加標(biāo)鋼筋的公稱直徑尺寸各不相同。這就要求我們?cè)谶@3種螺紋的外形設(shè)計(jì)上要分別進(jìn)行,且與國(guó)標(biāo)GB1449—1998相比都更為嚴(yán)格。
3 BS G 460、A STM A 615 GR60、CSA 400W 的生產(chǎn)試制
3.1 生產(chǎn)工藝流程與主要設(shè)備特點(diǎn)[1]
天鐵軋二公司生產(chǎn)英標(biāo)BS 460、美標(biāo)ASTM A615 G60和加標(biāo)CAS 400W的主要工藝流程為:
冷鋼坯(上料)→稱重、測(cè)長(zhǎng)→再加熱→粗軋→剪切→中軋→剪切→精軋→軋后余熱處理→倍尺分段→冷床冷卻→冷飛剪定尺→精整工序。
天鐵軋二公司為調(diào)坯軋材生產(chǎn)企業(yè),我公司根據(jù)不同產(chǎn)品標(biāo)準(zhǔn)按照鋼坯化學(xué)成分要求采購(gòu)鋼坯,在全連軋生產(chǎn)線進(jìn)行軋制。天鐵軋二公司于2002年引進(jìn)意大利波米尼公司全連軋生產(chǎn)線,成品最高線速度18 m/s,年產(chǎn)量 70 萬 t。
加熱爐為步進(jìn)梁式側(cè)進(jìn)側(cè)出料蓄熱式加熱爐,燃料為天然氣,有效面積20 m×12.76 m,加熱能力130 t/h。此種加熱爐熱效率高,鋼坯環(huán)氧燒損少且節(jié)能、環(huán)保。加熱原料為150 mm×150 mm×6 000 mm和150 mm×150 mm×12 000 mm。
全線共18架平/立布置機(jī)組,分為粗、中、精軋機(jī)3組,每組各6架,全線無扭轉(zhuǎn)。第14、16、18架軋機(jī)為平立可轉(zhuǎn)換機(jī)架,以幫助實(shí)現(xiàn)帶肋鋼筋切分生產(chǎn)工藝的最佳化。軋機(jī)全部為紅圈軋機(jī)(二輥短應(yīng)力線軋機(jī))。?18及以上規(guī)格采用單線軋制,?16及以下規(guī)格采用切分軋制。1~10架軋機(jī)為微張力軋制,10~18架為立活套控制(切分時(shí)末兩架也采用活套軋制),實(shí)現(xiàn)無張力軋制,保證產(chǎn)品尺寸精度,產(chǎn)品尺寸偏差可達(dá)到1/3 DIN標(biāo)準(zhǔn)公差范圍的水平。
3.2 根據(jù)英標(biāo)BS 4449 GR 460B、美標(biāo)ASTM A 615 G60、加標(biāo)CAS 400W的技術(shù)要求、化學(xué)成分要求及其對(duì)交貨狀態(tài)沒有要求,我公司憑借長(zhǎng)期生產(chǎn)經(jīng)驗(yàn),采用 HRB 335(20MnSi)的基本成分,控制 C、Mn、Si含量符合各標(biāo)準(zhǔn)要求,采用穿水技術(shù)提高鋼筋的屈服強(qiáng)度與抗拉強(qiáng)度,使鋼材的延伸性及可焊性得到保持,以達(dá)到各標(biāo)準(zhǔn)的各項(xiàng)技術(shù)要求。由于美標(biāo)ASTM A 615 GR 60對(duì)鋼坯化學(xué)成分未作要求,為降低采購(gòu)成本,提高生產(chǎn)兼容性,選擇英標(biāo)、美標(biāo)購(gòu)置鋼坯化學(xué)成分見表6,加標(biāo)鋼坯化學(xué)成分見表7。
3.3 軋制[2]
考慮到英標(biāo) BS4449 GR 460B、美標(biāo)ASTM A 615 G 60及CSA對(duì)交貨狀態(tài)并無要求,故3種標(biāo)準(zhǔn)的軋制均采用穿水系統(tǒng)進(jìn)行余熱處理軋制,并根據(jù)力學(xué)性能與化學(xué)成分要求類似,結(jié)合加熱溫度、軋制速度、水量控制、水壓控制等多種工藝參數(shù)的控制,在棒材精軋結(jié)束后進(jìn)行穿水冷卻淬火,結(jié)合百米冷床自回火,能夠達(dá)到甚至超過HRB335鋼坯中加入V、Nb等微合金鋼熱軋后的機(jī)械性能。考慮到軋制溫度和軋制速度對(duì)奧氏體晶粒大小的影響,即對(duì)鋼材合格率的影響,經(jīng)過大量實(shí)驗(yàn)數(shù)據(jù)分析考綜合慮在加熱爐、軋機(jī)、穿水設(shè)備的軋制速度、冷卻水量、水壓等多種因素及試驗(yàn)資料,從加熱溫度與合格率的關(guān)系中得出各標(biāo)準(zhǔn)(英標(biāo)BS 4449 GR 460、美標(biāo)ASTM A 615 G60、CSA400W)鋼坯的最佳加熱爐各段溫度,見表8。

表7 CAN/CSA-G30.18-M92 400W鋼坯化學(xué)成分/%

表6 BS 4449 GR 460、ASTM A 615 G60鋼坯化學(xué)成分/%

表8 鋼坯加熱溫度 /℃
考慮到鋼筋尺寸不同,軋制速度與溫度對(duì)其再結(jié)晶程度的影響不同,從多次的生產(chǎn)試驗(yàn)數(shù)據(jù)中結(jié)合相應(yīng)的軋制溫度、水溫及水壓,選擇合適的軋制速度。英標(biāo)、美標(biāo)、加標(biāo)的終軋速度應(yīng)根據(jù)軋制尺寸的不同分別設(shè)定。
軋件在穿水過程中的水冷與穿水結(jié)束后空冷的熱交換方式不同,但對(duì)軋件的溫度都有影響。我公司的穿水設(shè)備采用穿流管內(nèi)水冷,并且軋件在出穿流管后,在百米長(zhǎng)的冷床上自然空冷。這樣既具有水冷的快速性、高效性,又具有軋件空冷的內(nèi)部相變的均勻性。實(shí)際生產(chǎn)時(shí)應(yīng)根據(jù)不同的標(biāo)準(zhǔn)要求及鋼材尺寸設(shè)定不同的水壓與水量等參數(shù)。
4 結(jié)論及建議
4.1 通過對(duì)英標(biāo)BS4449 GR 460、美標(biāo)ASTM A 615 G60、加標(biāo)CSA 400W等3種標(biāo)準(zhǔn)類似級(jí)別標(biāo)準(zhǔn)的分析對(duì)比,使我公司能將這3種相似級(jí)別的鋼筋生產(chǎn)及鋼坯采購(gòu)歸為同一系列,鋼坯采購(gòu)可以采用同一化學(xué)成分要求,只是加標(biāo)中對(duì)Si的含量控制更為嚴(yán)格,這樣3種標(biāo)準(zhǔn)產(chǎn)品原料可以通用;盡量減小生產(chǎn)控制參數(shù)差異,提高軋制工藝的兼容性,便于不同標(biāo)準(zhǔn)產(chǎn)品穿插進(jìn)行;降低對(duì)不同標(biāo)準(zhǔn)的合同訂單的起訂量要求,降低采購(gòu)成本、生產(chǎn)成本,提高產(chǎn)品國(guó)際競(jìng)爭(zhēng)力。
4.2 在工業(yè)生產(chǎn)條件下,采用對(duì)HRB335原料進(jìn)行調(diào)整及穿水余熱處理,通過選擇合適的加熱溫度、軋制速度、冷卻水量、冷卻水壓等工藝參數(shù)可以實(shí)現(xiàn)鋼筋的組織結(jié)構(gòu)變化,使鋼筋的屈服強(qiáng)度比熱軋20MnSi鋼筋提高100~150 MPa。從力學(xué)性能上能夠滿足英標(biāo)BS 4449 GR 460、美標(biāo)ASTM A 615 G60及加標(biāo)CSA 400W對(duì)屈服強(qiáng)度的要求。
4.3 采用鋼筋穿水冷卻技術(shù)生產(chǎn)的BS 4449 GR 460、ASTM A 615 G60及CSA 400W級(jí)鋼筋能夠達(dá)到英標(biāo)、美標(biāo)及加標(biāo)對(duì)屈服強(qiáng)度、抗拉強(qiáng)度、冷彎及反彎的要求,也能保證各標(biāo)準(zhǔn)對(duì)延伸及焊接的要求。對(duì)比在HRB335鋼坯中中加入V或者Nb等合金元素以提高機(jī)械性能的方法,其成本大大降低,極大增強(qiáng)了我公司國(guó)際市場(chǎng)的競(jìng)爭(zhēng)力,取得了較高的經(jīng)濟(jì)效益。
4.4 采用穿水冷卻后會(huì)造成鋼筋時(shí)效下降、冷彎性能不合格、焊接過程中強(qiáng)度出現(xiàn)波動(dòng)等問題。通過采取提高內(nèi)控標(biāo)準(zhǔn)、選擇合理水流量、水壓力等措施,精細(xì)化軋制參數(shù)控制可以有效控制上述問題,達(dá)到各項(xiàng)標(biāo)準(zhǔn)的技術(shù)要求。
[1]劉艷明,楊繼偉.連續(xù)棒材生產(chǎn)線工藝設(shè)計(jì)介紹[J].天津冶金,2004(4):47-48.
[2]王友銘,李曼云,韋光.鋼材的控制軋制和控制冷卻[M].北京:冶金工業(yè)出版社,1993:1-3.
Brief Analysis on Development and Production of Reinforced Bar Accorded with British,Canadian and American Standards
Liu Yanming
Tiantie Rolling Mill 2 successfully developed British Standard BS4449-1988 GR 460 graded rebar,400W graded rebar compliant with Canadian Standard CSA G30.18-M92 and American ASTM A615 GR 60 graded rebar around 2004.The author compares and analyzes the differences,similarities and characteristics of composition,dimension and technical requirement of the above standards,points out the required composition difference in billet purchasing and the influence of rolling process on properties,and provides a basis for the production of multiple standard steel.
Canadian Standard,American Standard,British Standard,rebar,mechanical property,chemical composition,outline dimension,comparison
(收稿 2011-06-01 責(zé)編 崔建華)
劉艷明,工程師,1993年畢業(yè)于天津大學(xué)冶金分校金屬壓力加工專業(yè),現(xiàn)任天鐵軋二制鋼有限公司進(jìn)出口部部長(zhǎng)。
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動(dòng)漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質(zhì)量與標(biāo)準(zhǔn)化(2015年9期)2015-12-31 11:41:40
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
