因子試驗優(yōu)化牦牛乳酸化干酪素生產工藝的研究
2011-01-04 11:35:38白守兄
中國乳品工業(yè) 2011年7期
關鍵詞:質量
白守兄
(青海省平安縣動物衛(wèi)生監(jiān)督所,青海 平安 810600)
因子試驗優(yōu)化牦牛乳酸化干酪素生產工藝的研究
白守兄
(青海省平安縣動物衛(wèi)生監(jiān)督所,青海 平安 810600)
以鮮牦牛乳為原料,采用全因子及單因子試驗優(yōu)化牦牛乳酸化干酪素的生產工藝。結果表明,牦牛乳酸法干酪素的最佳工藝為脫脂溫度35℃,鹽酸稀釋比1∶6,鹽酸添加量4.67 mL,殺菌方式為75℃(15 s)。
牦牛乳;干酪素;生產工藝優(yōu)化
0 引 言
牦牛乳由于蛋白質質量分數高(6.37%~7.2%)、乳脂肪球大而容易進行乳脂肪分離,在干酪素生產中具有獨特優(yōu)勢[1]。青海省牦牛奶年產量至少為36萬t。但加工數量不足400 t,。牦牛乳由于乳源分散,收購及運輸環(huán)節(jié)尚不健全,從產區(qū)到加工區(qū)運輸困難,容易造成微生物繁殖、酸度增加而使鮮乳質量下降,不能作為液態(tài)乳及其他乳制品原料乳,而干酪素產品對原料乳的酸度要求不嚴,酸度較高的牛乳可以作為干酪素加工的原料乳。牦牛乳做為干酪素生產原料乳,容易解決牦牛乳生產與加工矛盾,有利于青海省牦牛乳資源開發(fā)。
目前青海省等牦牛產區(qū)采用“曲拉”作為原料生產干酪素[2],但鮮牦牛乳干酪素研究報道尚不多見。本研究以新鮮的牦牛乳為原料,研究優(yōu)質牦牛乳干酪素生產工藝。
1 試 驗
1.1 材料,儀器及設備
1.1.1 材料
新鮮牦牛乳,鹽酸(分析純),無水乙醚(分析純),甲基紅(分析純),過氧化氫30%(分析純),氫氧化鈉(分析純),硼酸(分析純)。
1.1.2 儀器及設備
牛奶高速離心機,pH精密分析試紙,電子天平,烘箱,索氏提取器,水浴鍋,殺菌鍋,凱氏消化管,蒸汽發(fā)生器及冷凝蒸汽收集器等。
1.2 方法
1.2.1 干酪素生產工藝流程[3-6]
鮮牦牛乳→加熱→脫脂→殺菌→冷卻→加酸→過濾→洗滌→干燥→粉碎→成品→測定。
1.2.2 主要指標的測定方法
干酪素產量:100 mL新鮮牦牛乳經酸化產生的干酪素質量。
感官評分:從色澤、氣味、外觀、顆粒﹑純度﹑組織狀態(tài)進行感官質量評分,評分標準如表1所示[3,5]。脂肪測定采用索式抽提法;蛋白質測定采用凱式定氮法。
1.2.3 試驗設計和數據處理
以加酸量、脫脂溫度和鹽酸稀釋比作為試驗因素,設置2水平,采用3因素2水平的全因子試驗探討影響干酪素產量和質量的因素。試驗因素水平如表2所示。
產品最佳殺菌篩選試驗:在以上試驗的基礎上,探討殺菌方式為對產品產量和質量的影響,試驗因素水平如表8所示。

表1 干酪素的感官質量評價指標及其標準

表2 牦牛乳酸法干酪素工藝優(yōu)化因素水平
2 試驗結果
2.1 影響牦牛干酪素產量及品質的因子
因子響應值干酪素產量、蛋白質質量分數、感官評分及脂肪質量分數結果如表3所示。
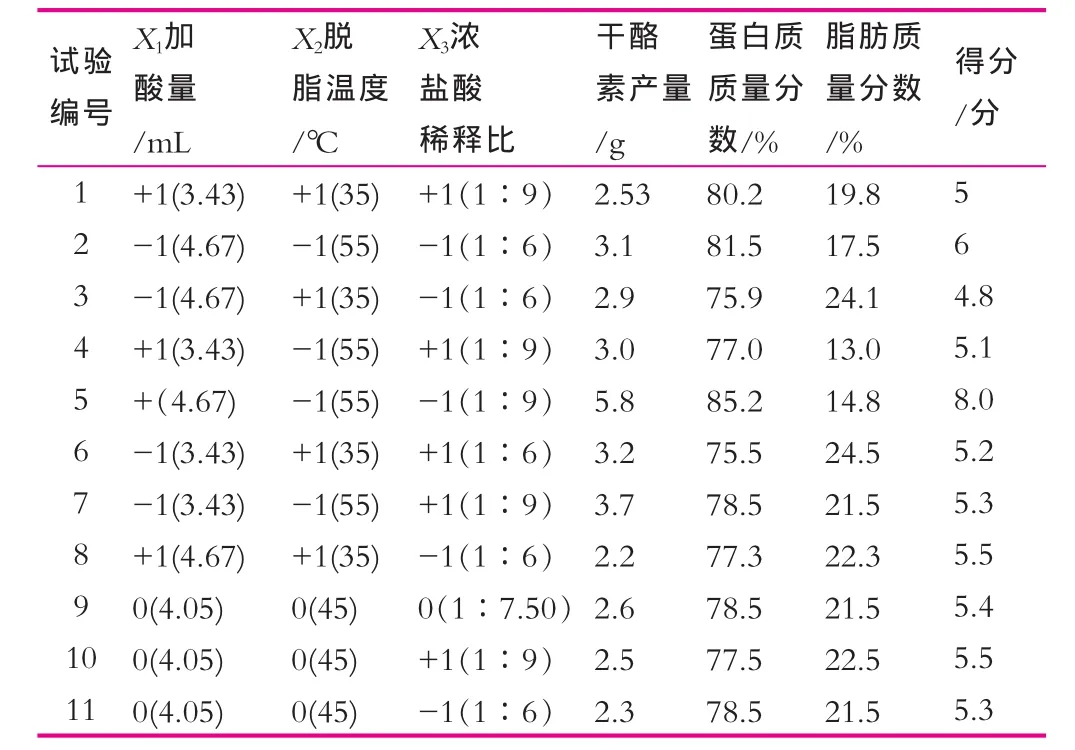
表3 牦牛乳酸化干酪素工藝優(yōu)化因子試驗結果
2.2 回歸方程及其相關系數計算結果
(1)試驗因子與響應值干酪素產量之間的相關系數如表4所示,其回歸方程為


表4 試驗因子與干酪素產量的相關系數和顯著水平
通過模擬得到的干酪素得率最高的最佳因子組合為X1(1)、X2(-1)及X3(-1),即加酸量3.43,脫脂溫度35℃,濃鹽酸稀釋比為1︰6,預測的干酪素最高產量為5.084 g。
由表4可以看出,試驗因子X2(脫脂溫度)的相關系數絕對值高于其他試驗因子的相關系數絕對值,但是相關性不明顯(P>0.05)。
(2)試驗因子與響應值蛋白質質量分數之間的相關系數如表5所示,其回歸方程為

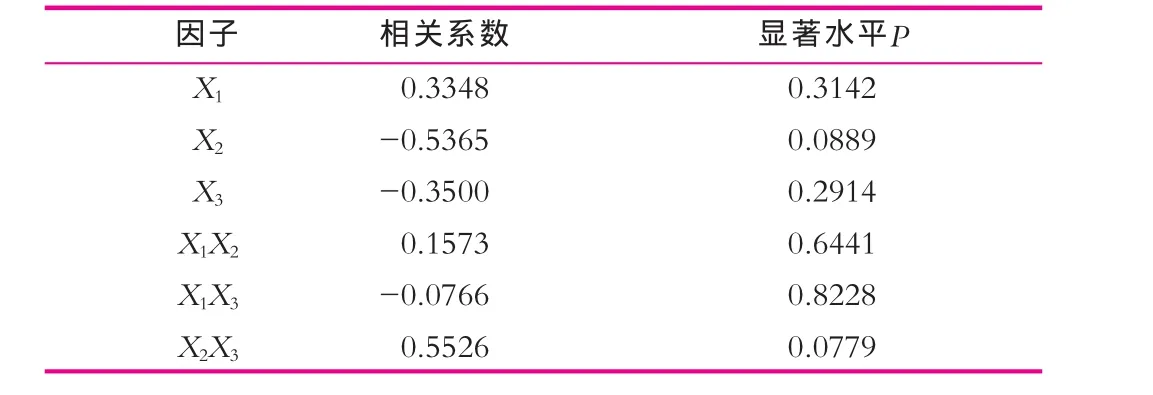
表5 試驗因子與蛋白質質量分數的相關系數和顯著水平
通過模擬得到蛋白質質量分數最高的最佳因子組合為X1(1)、X2(-1)及X3(-1),即加酸量3.43,脫脂溫度35℃,濃鹽酸稀釋比1︰6,預測最高蛋白質質量分數為83.82%。
由表5可以看出,試驗因子X2和X3交互作用(X2X3)的相關系數絕對值高于其他試驗因子的相關系數絕對值,但是相關性不明顯(P>0.05)
(3)試驗因子與響應值脂肪質量分數的相關系數如表6所示,其回歸方程為


表6 試驗因子與脂肪質量分數的相關系數和顯著水平
經模擬后,脂肪質量分數最低的因子組合為X1(1)、X2(-1)及X3(1),也就是加酸量3.43,脫脂溫度35℃,濃鹽酸稀釋比1︰9,預測最低脂肪質量分數為14.02%。
由表6可以看出,試驗因子X2相關系數絕對值高于其他試驗因子相關系數的絕對值,且相關系數明顯(P<0.05)。
(4)試驗因子與響應值感官評分的相關系數如表7所示,其回歸方程為

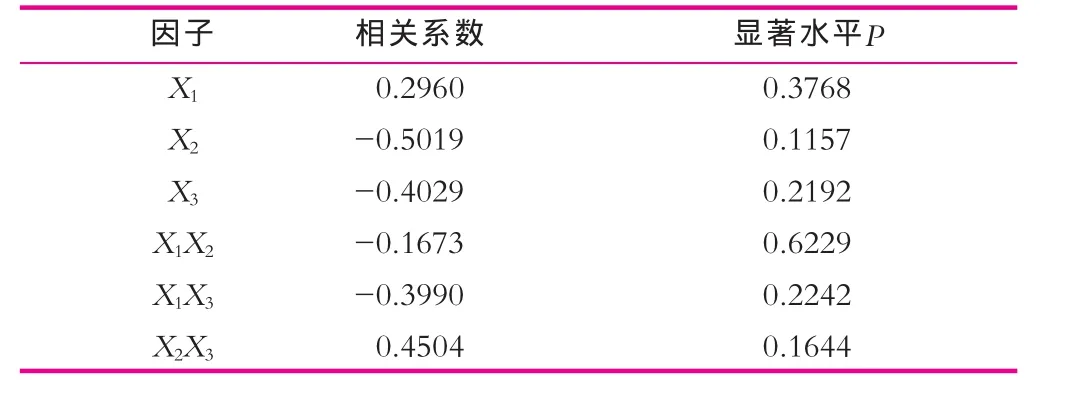
表7 試驗因子與感官評分的相關系數和顯著水平
通過模擬得到感官評分最高的最佳因子組合為X1(1)、X2(-1)及X3(1),也就是加酸量3.43 mL,脫脂溫度35℃,濃鹽酸稀釋比1︰9,預測最高感官評分為7.667分。
由表可以看出試驗因子X2相關系數絕對值高于其他試驗因子相關系數的絕對值,但相關系性不明顯(P>0.05)
2.3 產品最佳殺菌篩選試驗
產品最佳殺菌方式的篩選試驗如表8所示。由表8可以看出,最佳得殺菌方式是72~75℃(15 s),這種殺菌方式生產的牦牛乳干酪素產量最高,品質最優(yōu)的。

表8 產品最佳殺菌篩選試驗結果
2.4 產品最佳工藝篩選結果
以產品得率及蛋白值質量分數為主要指標,選擇最佳工藝參數組合,其最佳工藝參數為加酸量為4.67 mL(100 mL牛乳),脫脂溫度為35℃,濃鹽酸稀釋比為1︰9,殺菌方式是72~75℃,15 s。
3 討 論
(1)脫脂溫度與干酪素產量和品質有較大關系,加熱溫度過高易使酪蛋白形成粗大、不均勻、硬而致密的顆粒或凝塊。不均勻的顆粒中小顆粒已酸化好,大顆粒卻沒有酸化好,使顆粒中鈣不能充分游離出來,致使產品灰分增高,影響產品質量。脫脂溫度過低易形成軟而細小的顆粒。
(2)加酸終點pH值直接影響酪蛋白凝聚以及成品率、純度、色澤、疏松程度。加酸不足,鈣將存在于干酪素中,酪蛋白不完全沉淀,灰分增加影響產品的溶解度,加酸過度將導致酪蛋白顆粒收縮,不利于脫水和干燥,甚至導致酪蛋白溶解而影響產量。
(3)殺菌溫度和時間明顯影響干酪素產量和品質。脫脂乳經80~85℃(10 s)殺菌,加酸后形成的酪蛋白顆粒較軟,缺乏彈性,凝乳時間較長,這是由于牛乳受熱時間短,乳清蛋白變性程度低的緣故。脫脂乳經巴氏殺菌或72~75℃(15 s)殺菌,凝乳效果較好,這是由于在這兩種殺菌方式下,牛乳受熱時間長,部分乳清變性沉淀在酪蛋白顆粒上,使可凝固蛋白的量增加。但巴氏殺菌不能鈍化脫脂乳中所有的酶,且殺菌時間長,所有以殺菌方式以75℃(15 s)為佳。
結論:加酸的量、脫脂溫度、鹽酸稀釋比、殺菌方式對牦牛乳酸化干酪素的產量和品質具有一定的影響,脫脂溫度對產品產量和品質影響最大。
[1]蔡立.中國牦牛[M].北京:農業(yè)出版社,1992.
[2]韓玲,張福鵑,甘伯中,等.牦牛“曲拉”干酪素凝乳酶的選擇及工藝參數優(yōu)化[J].農業(yè)工程學報,2007,23(7):226-229.
[3]侯永新.酸法生產干酪素主要工藝條件優(yōu)化的研究[J].食品科技,2005(10):138-140.
[4]甘伯中,紀銀莉.凝乳酶干酪素的生產工藝及功能特性[J].中國乳品工業(yè),2008,36(5):16-18.
[5]侯永新,宋連軍,橋明武.發(fā)酵生產干酪素工藝參數優(yōu)化研究[J].食品與發(fā)酵工業(yè),2006,32(4):78-80.
[6]李春強,霍成貴.凝乳酶和熱處理對干酪素消化率的影響[J].食品科技,2008(9):62-65.
Study on the processing technology of Yak milk casein of acidification
BAI Shou-xiong
(Animal sanitary supervision institute of pingan county in Qinghai province,Pingan 810600,China)
Using factors and single factor design,the optimal processing technologies of yak milk casein of acidification have been screened.The optimal processing technologies are as followed:the temperature of degreasing is at 35℃,the dilutes rate of hydrochloric acid is 1:6,the addition content of hydrochloric acid is 4.67 mL(4.67%)and the way of sterilizes is at 75℃for 15 s.
Yak milk;casein;technology of producing
TS252.59
A
1001-2230(2011)07-0062-03
2011-04-11
白守兄(1976-),男,本科,從事畜牧生產技術方面的研究。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
