自由曲面光學零件的慢刀與快刀車削技術分析
2010-11-28 04:59:56楊舜洲馮宗杰
制造技術與機床 2010年6期
萬 飛 楊 帆 楊舜洲 馮宗杰
(國防科技大學機電工程與自動化學院,湖南長沙 410073)
自由曲面光學零件的應用非常廣泛,且常為關鍵零件,如某些特殊成像效果的光學系統只有采用自由曲面光學零件(如偵察衛星光學系統中補償像差的光學零件)或復雜微結構(如紅外探測器中的微透鏡陣列)才能夠實現[1]。近年來隨著軍用和民用需求的快速發展,自由曲面光學零件面形越發復雜,落差和局部曲率越來越大,其加工也愈發困難。
現如今對自由曲面光學零件最常用的超精加工方式有幾種,如超精密磨削、成形銑削、超精密金剛石車削等[2]。超精密磨削和成形銑削時砂輪或刀具隨著主軸旋轉,工件相對刀具需進行三個或三個以上方向的進給運動以切削表面。這兩種方式都可以得到超精密面形,但需要的加工時間相對較長,加工時工件的安裝與調整比較困難,加工面形受到刀具尺寸的影響。而采用天然金剛石為刀具的超精密車削工藝可一次性獲得超精密面形而無需后續工藝,因此得到了日益廣泛的應用和研究。
就自由曲面光學零件的超精密車削技術來說,近幾年廣泛研究和發展的先進超精密車削技術主要有兩種:慢刀伺服(Slow Tool Servo,STS)加工及快刀伺服(Fast Tool Servo,FTS)加工。本文擬對慢刀伺服和快刀伺服這兩種先進車削技術的原理進行介紹、分析及比較。
1 慢刀伺服(STS)加工
典型的金剛石車床為T型布局,包括兩個直線軸(X、Z)和一個旋轉軸(主軸),STS加工也包含這樣基本的配置和結構。不同的是,典型金剛石車床對于旋轉軸進行速度控制,而STS對旋轉軸與直線軸均進行位置控制,因而旋轉軸構成了位置可控的C軸。如此一來,X、Z、C三軸在空間構成了柱坐標系,復雜面形零件的三維輪廓坐標(X,Y,Z)可轉化為(R,θ,Z),進而能夠實現對復雜面形零件的車削加工。
STS加工中,工件安裝于C軸,同C軸一起旋轉,金剛石刀具固定在Z軸,隨Z軸進給。Z軸進給量由數控系統根據X軸位置R和C軸角度位置θ決定,即有Z=Z(R,θ)。X、Z向運動一般由直線電動機作精密進給驅動,而C軸一般由高精度空氣靜壓軸承電主軸驅動。為使位置控制的X、Z、C三軸精確協調,STS需要配備高編程分辨率的高性能數控系統,由體現復雜面形輪廓的數控程序對所有三軸發送插補進給指令,控制刀具實現對復雜面形零件的車削加工。
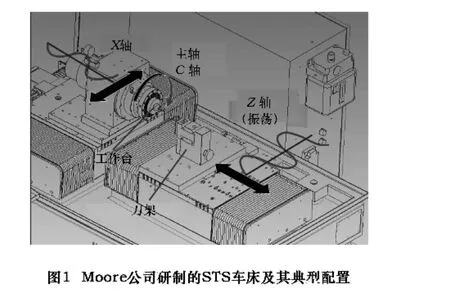
圖1為美國Moore公司研制的STS車床及其典型配置,X軸與Z軸成T型布局,金剛石車刀安裝在車床Z軸上,C軸安裝在X軸上,通過X-Z-C軸插補控制,實現復雜面形零件的車削加工。
機床典型配置:
C軸:高精密空氣靜壓軸承、無刷直流電主軸;
編碼器線數:20480000脈沖/r;
運動精度:軸向:≤25 nm,徑向:≤25 nm;
X、Z 軸行程:200、350、450 mm;
X、Z軸驅動系統:無刷直流直線電動機;
傳感器:光柵線位移傳感器;
傳感器分辨率:0.034 nm;
敏感方向直線度:0.3 μm/全長;
數控系統可編程分辨率:1 nm(進給)/0.00001°(旋轉)。
由于需要多軸插補聯動,STS更適于加工光滑連續表面,STS刀架響應頻率和主軸轉速成簡單線性,其關系可描述為[3]

式中:Fs為刀架響應頻率,Hz;n為主軸轉一圈需要進刀次數;N為主軸轉速,r/min。
對于每轉需進刀兩次、主軸轉速為500 r/min的光滑連續表面STS加工,需刀架的響應頻率為2×500/60即16.67 Hz。從式(1)易知,由于進給軸Z軸具有一定的質量,其頻率響應能力有限(幾十赫茲),這也限制了主軸轉速的提高。一般慢刀伺服其主軸轉速限制為每分鐘數百轉,這導致加工需時較長,表面粗糙度值較普通車削時有所增大[4]。
2 快刀伺服(FTS)加工
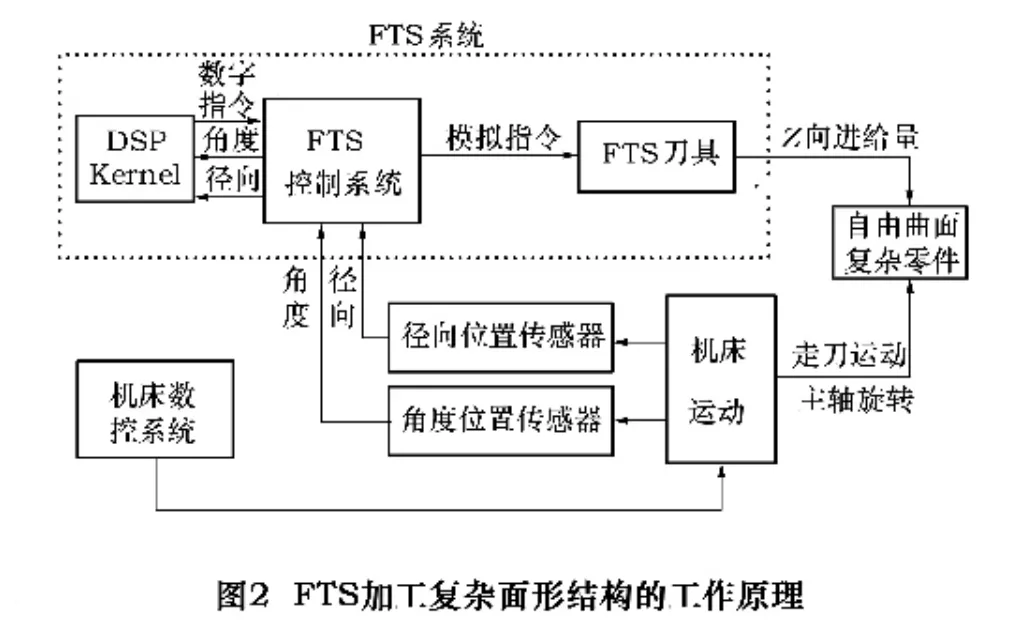
用作FTS加工的超精機床一般也為T型布局,不同的是在FTS加工中,Z方向的進給不是由Z軸完成,而是由安裝于Z軸但獨立于車床數控系統之外的一套附加裝置——FTS系統來完成,Z軸只用來進行初始對刀。FTS系統為可控精密位移裝置,配合主軸的回轉與X向進給,驅動刀具在Z向產生高頻響、小行程的精密進刀運動,從而完成自由曲面光學零件的精密高效加工。車床數控系統依據設定的數控程序控制X軸進給和C軸旋轉,X軸與C軸可以根據零件加工要求獨立選擇速度或位置控制模式。FTS與車床數控系統之間只有單向通訊關系,FTS系統實時檢測主軸角度位置傳感器(如光電碼盤)θ及徑向位置傳感器(如光柵)信號R,實時發出控制量 Z=Z(R,θ),控制刀具實時進刀。FTS加工自由曲面光學零件的原理如圖2所示[4-5]。FTS系統刀架響應頻率、跟蹤精度對零件的最終加工質量有決定性作用。
由于不需要多軸聯動,FTS更適于加工不連續或突變表面,快刀伺服刀架響應頻率可描述為[3]:
式中:Ff為刀架響應頻率,Hz;Rmax為工件最大半徑;N為主軸轉速,r/min;P為最大圓周上兩次進刀所走過的弧長。
對于主軸轉速為500 r/min、直徑10 mm的工件,透鏡間距為1 mm的微透鏡陣列的快刀伺服加工,需刀架的響應頻率為(2×π×5×500)/(60×1)即261.67 Hz。
FTS需要實時響應主軸轉角變化以控制進刀量,因此FTS刀架的頻響是反映FTS加工能力的最主要指標之一。一般都選擇具有高頻響特性的裝置作FTS刀架,如壓電陶瓷器件及音圈式激振器等。FTS加工時主軸轉速也受限于FTS的頻響能力。
3 慢刀伺服與快刀伺服加工比較分析
慢刀伺服加工與快刀伺服加工具有相似的加工動作和機床結構,都需要獲得精確的主軸轉角θ數值,都能夠實現自由曲面光學零件的車削加工,但兩者也有許多不同之處[6]。
(1)STS需要專門的高編程分辨率的數控系統以進行包括主軸的三軸插補運算,需要專用的刀具軌跡生成器和插補算法設計;
(2)FTS不一定非得配備專用高精數控系統,其數控系統的任務僅在于對C軸和X軸進行平穩驅動,精確的位置信息通過角度傳感器和徑向傳感器感知并由FTS實時進行采集;FTS模塊及其專有控制系統是獨立于超精機床的附加模塊,Z向進給由FTS實現,Z軸只用來初始對刀;
(3)STS需要對X、Z、C三軸進行超精密的位置伺服聯動控制,本質上是三軸或四軸聯動機床,因此對各軸傳感器的要求極為苛刻,通常需要主軸編碼器達到數十萬線,X軸和Z軸的光柵尺具有極高的分辨率,這一定程度上增加了系統成本;FTS加工的核心是FTS伺服模塊,各軸間不存在聯動關系,所用傳感器能夠滿足最終面形的精度要求即可;
(4)STS在加工前需要對零件面形進行多軸協調分析,進而確定走刀路徑和刀具補償,以生成最優的數控程序;FTS在加工前需對零件面形進行精確計算,生成能表征零件面形的數據文件,精確進刀取決于FTS的控制性能;
(5)從切削連續性說,STS為連續切削,而FTS在面形突變處則可能包含有斷續切削;
(6)相對來說,STS運動頻響低(幾十赫茲)、行程很大(1~100 mm),適合加工大型且面形連續的復雜面形零件;而FTS模塊運動頻響高(一百赫茲以上)、行程較小(500 μm以下),更適于加工面形突變或不連續、有限行程內的微小結構。
理論上,慢刀伺服可以加工任何復雜的面形和結構,但對于面形突變的微小結構,勢必要降低主軸轉速至很低(如10 r/min以下),從精度、效率及加工材質方面考慮,這實際上是不可取的。
不難得出結論:由于實際進刀方式、運動頻響、行程和加工對象的較大區別,慢刀伺服和快刀伺服在控制方式、復雜面形生成、走刀路徑規劃、切削機理及工藝參數選擇等方面都截然不同。可以說,二者具有相似的成形運動,但其實是具有本質區別的兩種超精密車削工藝。
圖3與圖4是典型慢刀伺服系統可加工零件,表面粗糙度要求較高,面形光滑且整體落差較大,對進給軸頻響要求低但進給軸的行程需較大。
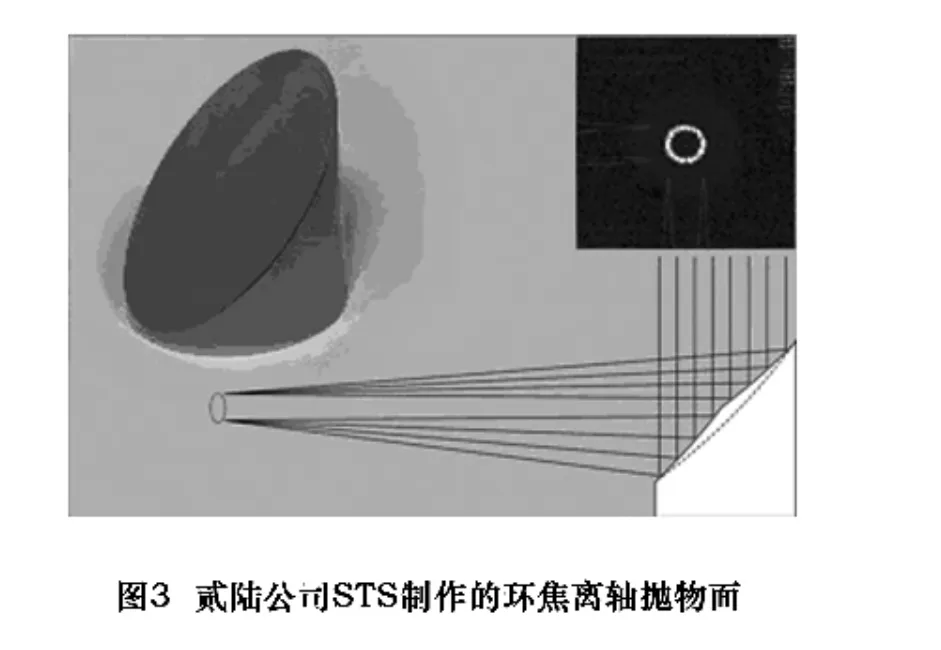
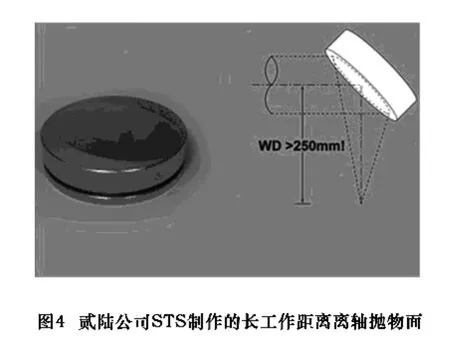
圖5與圖6是典型快刀伺服系統可加工零件,面形復雜,局部可能存在不連續或不光滑曲面,但面形落差較小,對要求伺服刀架具備較高的頻率響應能力。
快刀伺服和慢刀伺服作為兩種先進車削工藝,隨著自由曲面光學零件的日益廣泛應用而成為研究熱點。美國、新加坡等國外幾家著名超精密機床公司已有系列產品,如美國Moore公司的Nanotech STS系列,Precitech公司的Nanoform STS系列和FTS500、FTS70、FTS30系列等。國內香港理工大學先進光學制造中心購買了Precitech公司的Nanoform 350超精密機床和FTS30快刀伺服系統用于光學自由曲面零件的加工和工藝研究,清華大學、哈爾濱工業大學等高校均對快刀伺服加工開展了相應的研究,國防科技大學對慢刀及快刀伺服加工均開展了研究,但由于起步較晚,目前未見有產品級系統的相關報道。
4 結語
自由曲面光學零件的面形復雜,精度要求很高,加工困難。本文介紹了當前自由曲面光學零件超精密車削加工的兩種先進技術:慢刀伺服及快刀伺服兩種先進車削工藝。慢刀伺服對主軸與進給軸、Z軸均進行位置控制且三軸聯動插補運動,適于加工面形光滑連續且行程較大的零件;快刀伺服Z軸為獨立進刀裝置,只檢測主軸及X軸的位置而無需聯動插補運動,適于加工行程較小、面形復雜或具不連續表面,對伺服刀架的頻響要求較高。本文也分析比較了慢刀及快刀加工在機床結構、進刀方式、伺服特點及加工對象等方面的異同。
[1]李榮彬,杜雪,張志輝.自由曲面光學設計與先進制造技術[M].香港:香港理工大學先進光學制造中心,2005.
[2]袁哲俊,王先逵.精密和超精密加工技術[M].北京:機械工業出版社,1999(7).
[3]Kirk Rogers,Jeff Roblee.Freeform Machining with Precitech Servo Tool Options[J].Precitech Ultra Precision Technology,2005,25(5):1-10.
[4]S.To,T.C.Kwok,C.F.Cheung,W.B.Lee.Study of ultra-precision diamond turning of a microlens array with a fast tool servo system[J].Proc.of SPIE,2006,6149(5):190-196.
[6]楊帆,等.復雜面形/結構零件的快速伺服車削技術[J].中國機械工程,2009,21(20):2591-2593.
[7]段緯然.自由曲面光學零件車削加工關鍵技術研究[D].長沙:國防科學技術大學碩士學位論文,2007(12).
