快速凝固Sn2.5Ag0.7Cu釬料中金屬間化合物的形態及對焊點性能的影響
2010-11-24 01:33:30趙國際張柯柯
中國有色金屬學報 2010年10期
關鍵詞:界面
趙國際,張柯柯,羅 鍵
(1. 重慶大學 材料科學與工程學院,重慶 400044;2. 重慶大學 機械傳動國家重點實驗室,重慶 400044;3. 河南科技大學 材料科學與工程學院,洛陽 471003)
快速凝固Sn2.5Ag0.7Cu釬料中金屬間化合物的形態及對焊點性能的影響
趙國際1,2,張柯柯3,羅 鍵2
(1. 重慶大學 材料科學與工程學院,重慶 400044;2. 重慶大學 機械傳動國家重點實驗室,重慶 400044;3. 河南科技大學 材料科學與工程學院,洛陽 471003)
利用SP009A型半自動非金屬系制造器,通過銅制單輥快淬工藝制得快速凝固態Sn2.5Ag0.7Cu釬料合金薄帶,采用JSM?5610LV 掃描電鏡及能譜儀,研究快速凝固態釬料合金的微觀形貌及金屬間化合物(IMC)特征;通過釬焊接頭組織與剪切斷口分析,研究 IMC對釬焊接頭韌性的影響機制。結果表明:快速凝固態釬料合金焊點界面處形成的排列緊密的小尺寸β-Sn能有效抑制界面處IMC Cu6Sn5的長大;在釬焊過程中,釬料中過飽和固溶體析出大量尺寸細小、彌散分布的金屬間化合物Cu6Sn5和Ag3Sn,凝固時可作為第二相粒子與初生相混雜在一起,形成細小共晶組織分布于釬縫中,改善了焊點韌性。
Sn2.5Ag0.7Cu;釬料;金屬間化合物;快速凝固;釬焊
近幾年來,利用快速凝固方法制備急冷態甚至非晶態釬料合金在材料加工領域得到了廣泛的研究與應用[1?3]。與常態釬料相比,經快速凝固技術制備的釬料具有合金化程度高、化學成分均勻、熔點較低、熔化區間窄、流動性好、鋪展潤濕性好等優點,可以縮短釬焊時間,提高釬焊質量[3?5]。
在現有的無鉛釬料中,SnAgCu系釬料合金以其較好的綜合性能得到了廣泛應用[6?7]。然而,與 SnPb合金相比,SnAgCu系釬料熔點較高、且存在 Ag3Sn等粗大 IMC顆粒,會導致低流動性和焊點的非均勻性[8?9],不利于工業應用。
利用快速凝固技術可以改變SnAgCu系釬料合金特性。DUTKIEWICZ等[10]研究表明,SnAgCu合金在高冷速條件下,β-Sn相含量顯著增加;KIM等[11]研究了冷卻速度對 SnAgCu釬料組織及金屬間化合物Ag3Sn形貌與分布的影響;SHEN等[12]關于Sn3.5Ag釬料的研究表明,快速凝固可以使晶粒細化,同時,可以使釬料中作為強化相的金屬間化合物Ag3Sn的分布更加均勻,有利于提高連接性能。
界面IMC的形成與特性決定了焊點的可靠性[13]。本文作者在對 SnAgCu系無鉛釬料早期研究基礎上[14?15],選取Sn2.5Ag0.7Cu常態釬料合金為參照系,研究單輥法制備快速凝固釬料中金屬間化合物(IMC)的形態及對其釬焊的影響,對于新型環保型、高可靠性、無鉛釬料的開發與應用具有一定的理論和實用價值。
1 實驗
1.1 釬料的制備
采用純度為99.9%(質量分數)的Sn、Ag、Cu為原料,在真空度為5×10?3Pa的非自耗電爐ZHW?600A中進行真空熔煉,制備常態Sn2.5Ag0.7Cu釬料合金。
取常態 Sn2.5Ag0.7Cu釬料合金約 20 g,利用SP009A型半自動非金屬系制造器,通過銅制單輥快淬工藝制得快速凝固態釬料合金薄帶(寬 6 mm,厚50~80 μm)。快凝單輥直徑為350 mm,銅輥面線速度為44 m/s。快速凝固釬料薄帶制備后立即置于液氮中保存備用以防止氧化與再結晶。
1.2 儀器分析
利用JSM?5610LV掃描電鏡對快速凝固態釬料薄帶進行微觀形貌分析,利用EDAX能譜分析儀進行成分分析,其中腐蝕試樣用4%硝酸酒精浸蝕60 s后在純酒精中進行超聲波清洗。
1.3 釬焊試驗與接頭分析
釬焊焊點為搭接,焊點試樣的結構示意圖如圖 1所示。
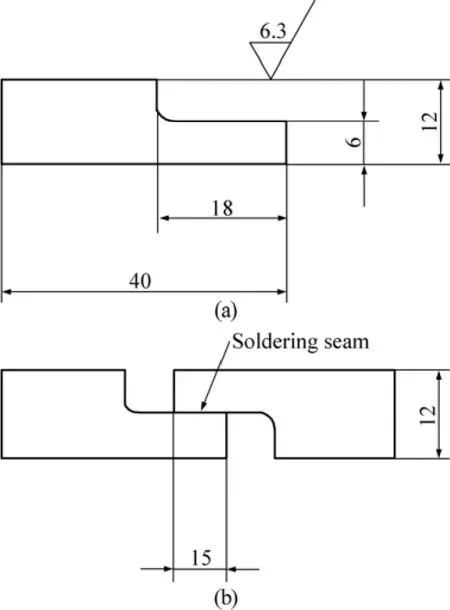
圖1 釬焊焊點試樣結構示意圖(mm)Fig.1 Schematic diagram of test specimen for soldering joint(mm): (a) Soldering base metal; (b) Soldering joint sample
將常態釬料合金在軋輥機上軋制成0.2 mm厚的薄片,并用砂紙打磨以除去其氧化皮及污垢,然后,置于丙酮中清洗并吹干;快速凝固態釬料薄帶折疊 4層使用;釬劑采用22%(體積分數)ZnCl2+2%NH4Cl水溶液。在焊前清理的試樣的待釬焊面上滴上2~3滴釬劑,將釬料薄片(薄帶)剪成15 mm×4 mm的矩形,置于焊點之間,放入 4?13型箱式電阻爐中進行釬焊試驗,釬焊溫度為265 ℃,時間為3 min(釬焊時間是指將常溫下裝配好的接頭自放入加熱爐至取出的時間),制備常態與快速凝固態 Sn2.5Ag0.7Cu釬料合金釬焊接頭試樣。
分別將使用快速凝固態和常態 Sn2.5Ag0.7Cu釬料合金釬焊后的接頭試樣用線切割的方法橫向切開,制備金相試樣,用1%的鹽酸甲醇浸蝕8 s,經超聲波清洗后,在JSM?5610LV掃描電鏡(SEM)下觀察分析接頭組織特征,利用EDAX能譜儀進行特征位置成分分析。
分別將使用快速凝固態和常態 Sn2.5Ag0.7Cu釬料合金釬焊后的接頭試樣室溫下在AG?I 250KN萬能材料試驗機上進行剪切拉斷后,經超聲波清洗,采用JSM?5610LV掃描電鏡(SEM)對釬料/銅釬焊焊點的剪切斷口進行觀察。
2 結果與討論
2.1 釬料的微觀形貌
常態Sn2.5Ag0.7Cu釬料組織如圖2所示。由圖2可知,釬料組織由初生相β-Sn與共晶組織組成。釬料合金中共晶組織包括顆粒狀 β-Sn+Cu6Sn5與針狀β-Sn+Ag3Sn 2種二元共晶以及β-Sn+Cu6Sn5+Ag3Sn三元共晶[16]。
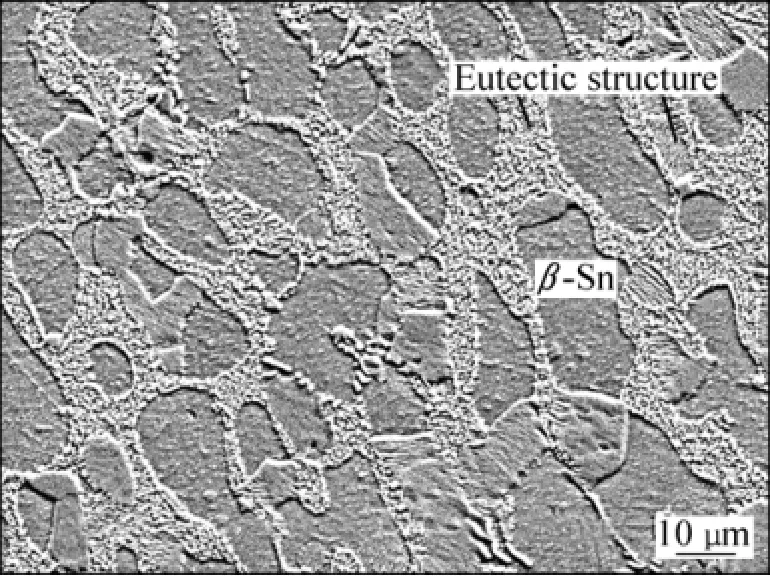
圖2 常態Sn2.5Ag0.7Cu釬料組織Fig.2 Microstructure of normal state Sn2.5Ag0.7Cu solder alloy
研究表明[10,16]:Sn2.5Ag0.7Cu快速凝固薄帶與常態釬料均由 β-Sn、Ag3Sn、Cu6Sn5相組成;與常態釬料相比,快速凝固釬料中 IMC(Ag3Sn,Cu6Sn5)含量減少,而β-Sn相明顯增加,共晶組織由層片狀轉變為團狀。
圖3所示為Sn2.5Ag0.7Cu快速凝固態釬料合金薄帶自由面的SEM像及能譜分析結果。由圖3可以看出,Sn2.5Ag0.7Cu快速凝固態釬料合金薄帶表面凹凸不平,由黑色基體和白色的顆粒狀物質組成。能譜分析結果表明,白色的顆粒狀物質(A處)成分為Sn;黑色基體的區域(B處)主要成分為 Sn,含有少量的Ag(w(Ag)<1%);未檢測到Cu。
圖4所示為腐蝕后的Sn2.5Ag0.7Cu快速凝固態釬料合金薄帶微觀形貌及能譜分析結果。由圖4可以看出,由于薄帶表面凹凸不平造成了腐蝕的不均勻,在腐蝕較輕處,形成了團塊(A′處),EDS分析表明,這些團塊中含有一定量的Ag和Cu,且Cu含量略高于Ag,表明該團塊為三元共晶產物;在腐蝕較深的區域,出現了大量極細的彌散分布的顆粒(B′處),EDS分析表明,這些顆粒中含有遠大于平均值的 Ag(19%,質量分數)和Cu(4.4%,質量分數),尤其是Ag含量急劇增大,且遠高于Cu的含量。
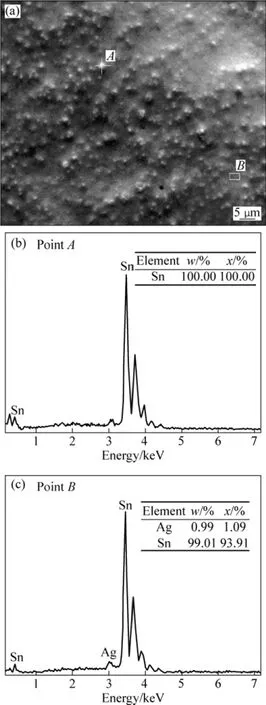
圖3 Sn2.5Ag0.7Cu快速凝固態釬料合金薄帶的SEM像與EDS分析Fig.3 SEM image (a) and spectrum analysis ((b), (c)) of Sn2.5Ag0.7Cu rapidly solidified solder alloy ribbon
結合文獻[16?17]的分析結果可知,在急冷快速凝固條件下,IMC(Ag3Sn,Cu6Sn5)作為形核質點和β-Sn共同競爭生長,初生相β-Sn枝晶生長速率大并快速分枝,形成網絡狀枝晶骨架;Ag3Sn生長被抑制,散布于β-Sn中,凝固形成細小的Ag3Sn顆粒;Cu在基體中含量很少,極易形成IMC Cu6Sn5[18],且絕大部分與細小的β-Sn枝晶和 Ag3Sn小顆粒共同組成三元共晶團;以IMC(Ag3Sn,Cu6Sn5)作為形核質點形成的三元共晶團在快速凝固過程中發生了明顯的顯微偏析,心部Ag、Cu含量高,而在顆粒外部則基本是Sn,經硝酸酒精腐蝕并清洗腐蝕產物后,組成白色顆粒的大量Ag、Cu含量高的細小顆粒顯露出來。
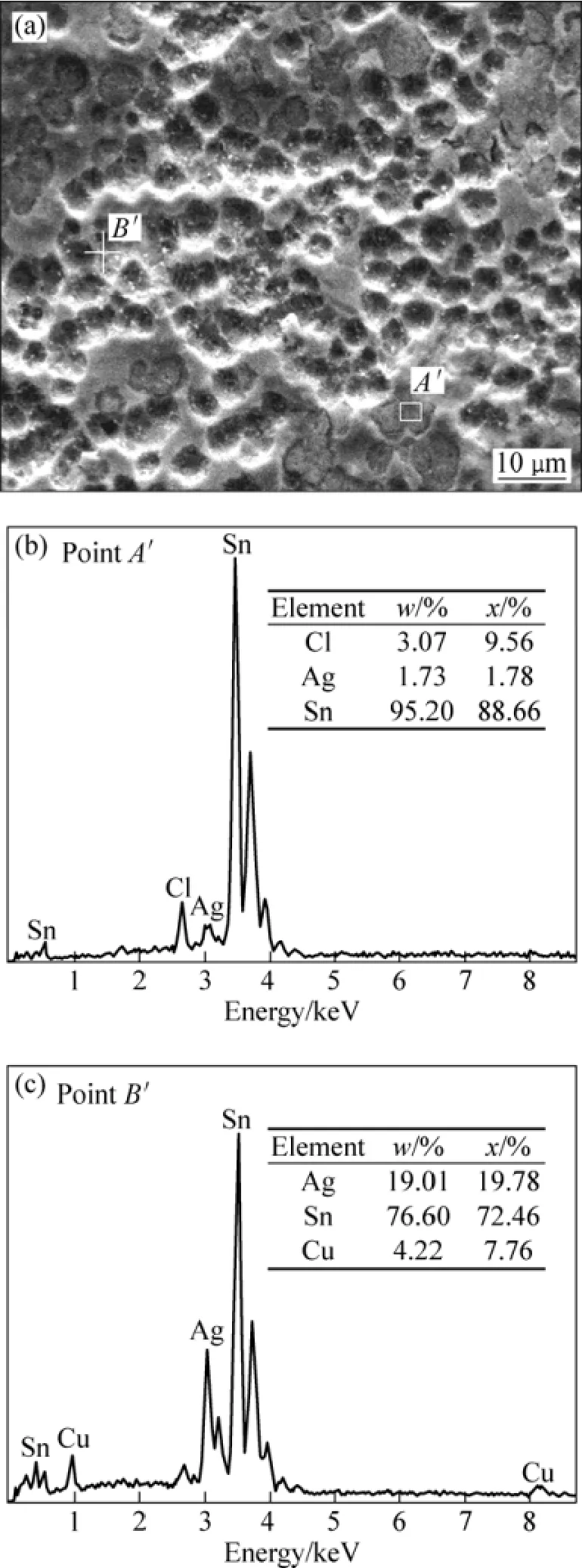
圖4 Sn2.5Ag0.7Cu快速凝固態釬料合金帶浸蝕 60 s的SEM像與能譜分析Fig.4 SEM image (a) and spectrum analysis ((b), (c)) of Sn2.5Ag0.7Cu rapid solidification solder alloy ribbon in erode for 60 s
2.2 焊點界面分析
2.2.1 焊點組織分析
Sn2.5Ag0.7Cu釬料合金/Cu釬焊接頭釬縫由初生相β-Sn和β-Sn與金屬間化合物 Ag3Sn、Cu6Sn5之間形成的共晶組織組成;焊點界面化合物包括靠近釬料一側厚度不均勻的脆硬扇貝狀 Cu6Sn5相和靠近基體銅一側的Cu3Sn相,大部分研究認為,Ag原子并不參與IMC的形成[18]。
常態釬料合金釬焊接頭組織如圖 5(a)所示,釬縫中β-Sn與共晶組織輪廓清晰且尺寸較大,釬料合金與Cu基體形成界面層邊緣高低不平的波浪形,Cu6Sn5向釬縫中心長大形成粗大棒狀。
快速凝固態釬料合金釬焊接頭組織如圖 5(b)所示。與常態釬料釬焊接頭組織相比,界面處扇貝狀Cu6Sn5層的邊緣比較平滑,沒有出現伸向釬料的棒狀Cu6Sn5;界面靠近銅基體側初生相β-Sn尺寸較小且緊密排列,共晶組織明顯減少;在釬縫中心區,快速凝固態釬料合金釬焊接頭中初生相 β-Sn與共晶組織細化且其間界限變得模糊,富銅相生長為各個方向伸長的細棒狀,而富銀相為小方塊狀[8]。
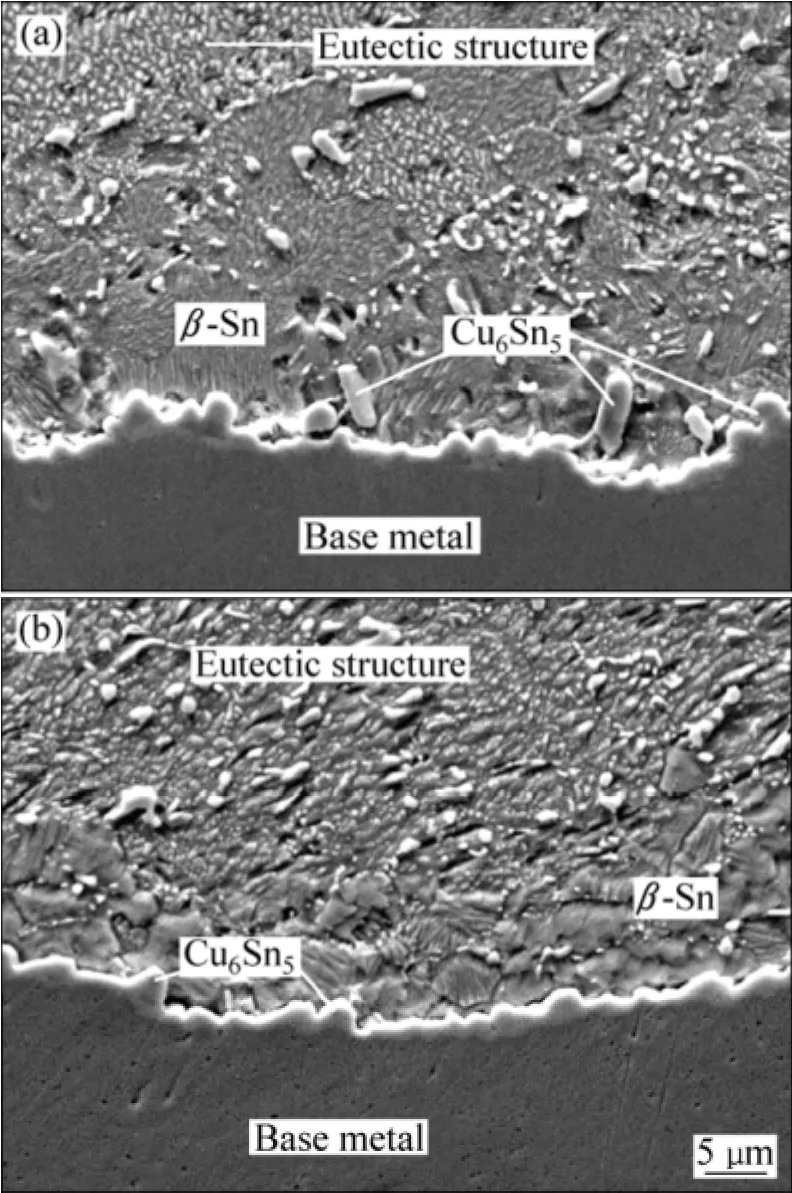
圖5 Sn2.5Ag0.7Cu常規熔鑄態與快速凝固態釬料釬焊接頭的顯微組織Fig.5 Microstructures of Sn2.5Ag0.7Cu/Cu soldering joints:(a) Normal state Sn2.5Ag0.7Cu soldering joints; (b) Rapid solidification Sn2.5Ag0.7Cu/Cu soldering joints
2.2.2 界面IMC生長動力學特點
熔融焊料和 Cu基板接觸,就會瞬間形成金屬間化合物 Cu6Sn5(η相),并形成連續層,這是由母材和釬料直接化學反應形成的;其后續生長需要反應組元(Sn和/或者 Cu)通過金屬間化合物層的擴散來進行。界面η相的生長受沿著它的扇貝狀邊緣或者晶界的擴散所控制。
關于一定時間和溫度范圍內 IMC的生長動力學研究認為IMC層厚度X可表達為[19?21]

式中:X0為剛焊接完成時的IMC厚度(在t=0時刻);k0為常數; Q為激活能,t為有效時間;R為摩爾氣體常數;T為反應溫度;n為時間常數,與IMC生長機制有關,對 Sn系合金和銅的界面固相反應,大多數取0.4~0.5[6]。
常態 Sn2.5Ag0.7Cu釬料合金釬焊接頭界面區Cu6Sn5厚度區別較大,由于Cu6Sn5與釬料合金和銅基板間熱膨脹系數差別較大,在服役過程中,易造成焊點界面區 Cu6Sn5金屬間化合物內沿銅基板方向易萌生裂紋[18];釬料合金經快速凝固制備工藝后,焊點界面區 Cu6Sn5厚度區別明顯減小,且沒有出現棒狀Cu6Sn5金屬間化合物,表明焊點界面區裂紋傾向減小,利于提高焊點的韌性與連接的有效性。
2.2.3 釬縫結晶動力學特點
在常態釬料焊點凝固過程中,由界面向釬料中心形核長大的層片狀初生相匯聚生長為粗大的β-Sn(10~15 μm),在 β-Sn內留下了明顯的條紋(見圖5(a)),同時由于銅在錫中的擴散速度非常快[18,22],Cu6Sn5向釬縫的生長迅速,甚至在β-Sn組織間隙生長為粗大棒狀;快速凝固態釬料β-Sn中由于過飽和固溶了大量Ag3Sn、Cu6Sn5等(見圖4)金屬間化合物細小粒子[16],在釬焊熔化過程中快速大量析出,形成大量形核質點。冷卻凝固過程中形核率μ計算公式[23]為

式中:α為原子間距;η(T)為動力學黏度;Nn為形核點的數量;ΔW為形核功;k為玻爾茲曼常數。
焊接過程中晶粒的尺寸主要取決于形核密度。由于快速凝固態釬料中形核點數量 Nn明顯大于常態釬料的,促進了凝固過程中形核,最終釬料在界面處形成了大量小尺寸(3~5 μm)的初生相β-Sn,且在界面處排列緊密,抑制了基體中銅元素向釬料中的擴散,防止了Cu6Sn5在釬料中的過度生長,有利于焊點界面韌性的提高。
2.3 釬焊接頭斷口分析
圖6所示為Sn2.5Ag0.7Cu常態與快速凝固態釬料釬焊接頭剪切斷口照片。
剪切試驗結果表明,釬焊試樣均斷在接頭的釬縫上,表明釬料合金與母材結合良好,釬焊接頭的界面層強度高于釬料合金的強度,快速凝固態釬料釬焊接頭剪切強度高于常態釬料釬焊接頭。
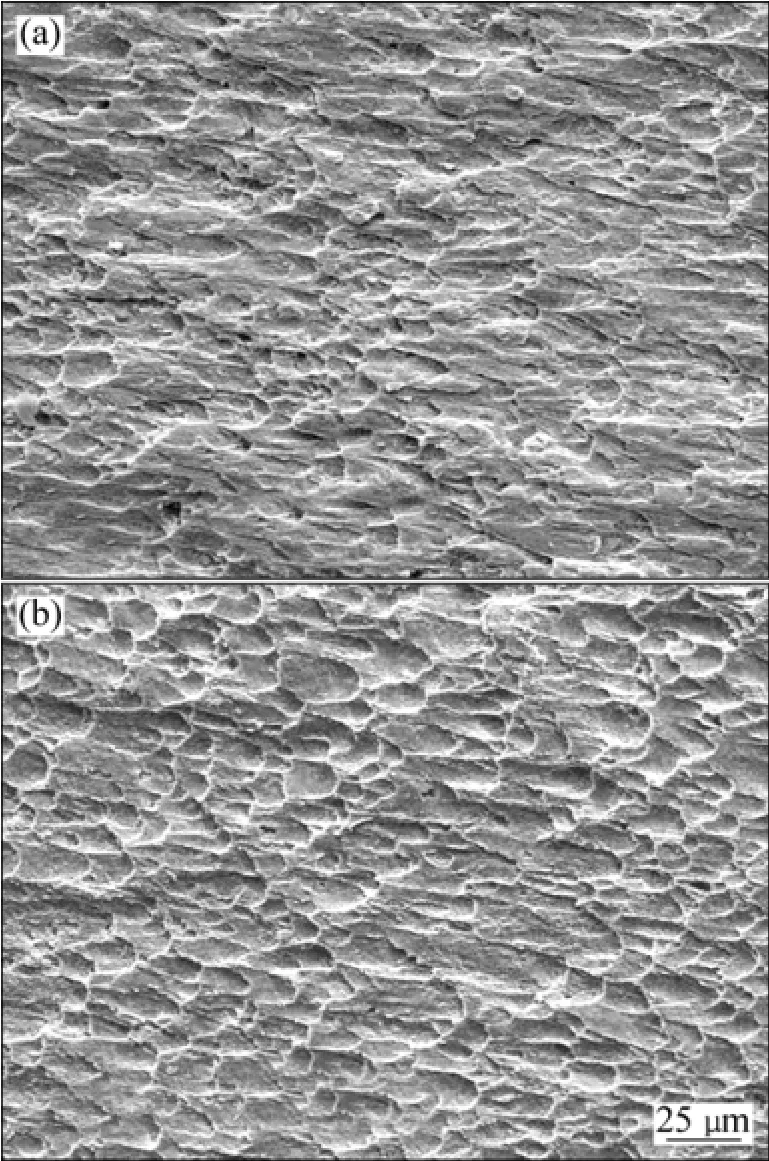
圖6 Sn2.5Ag0.7Cu常規熔鑄態與快速凝固態釬料釬焊接頭剪切斷口照片Fig.6 SEM image of shear fracture of normal state and rapidly solidified Sn2.5Ag0.7Cu solder alloy joints: (a) Shear fracture of normal state solder soldering joint (τ=38 MPa); (b)Shear fracture of rapid solidification solder soldering joints(τ=42 MPa)
對剪切斷口觀察發現,接頭剪切斷口有明顯塑性變形痕跡,由韌窩和撕裂面組成,呈韌性斷裂。其中,常態釬料釬焊接頭剪切斷口中韌窩數量較少(見圖6(a)),大多表現為撕裂面形貌;而快速凝固態釬料釬焊接頭剪切斷口中,韌窩尺寸較小,分布均勻,數量明顯較多(見圖6(b))。
韌窩斷裂包含了微孔的形成和長大、匯合并最終斷裂的過程,而顯微孔洞一般是在第二相粒子上形核的[24],所以韌窩的形貌也可以間接反映出釬縫中第二相的分布狀態。常態釬料釬縫中存在大量大尺寸β-Sn(見圖 5(a)),在剪切力作用下主要以撕裂方式斷裂;快速凝固 Sn2.5Ag0.7Cu釬料過飽和固溶體中細小、分布彌散的金屬間化合物Ag3Sn與Cu6Sn5,在釬焊過程中大量析出,凝固時作為第二相粒子與初生相混雜在一起形成細小共晶組織分布于釬縫中,在剪切力作用下形成大量微孔增加了韌窩數量,改善了焊點的韌性。
3 結論
1) 經快速凝固后,Sn2.5Ag0.7Cu釬料合金中金屬間化合物Ag3Sn、Cu6Sn5以彌散的細小粒子形態過飽和固溶于β-Sn中;在釬焊時,其大量析出促進了釬縫凝固時初生相形核,形成小尺寸β-Sn密布于界面區,抑制了界面金屬間化合物Cu6Sn5的生長,提高了結合性能。
2) 在釬焊過程中,快速凝固 Sn2.5Ag0.7Cu釬料過飽和固溶體中尺寸細小、分布彌散的金屬間化合物Ag3Sn與Cu6Sn5大量析出,凝固時與初生相混雜形成細小的共晶組織分布于釬縫中,在剪切力作用下形成大量微孔,增加了韌窩數量,改善了焊點韌性。
REFERENCES
[1] SHEN J, CHAN Y C. Research advances in nano-composite solders[J]. Microelectronics Reliability, 2009, 49(3): 223?234.
[2] 蔣志國, 鄒家生. Ti-Zr-Ni-Cu非晶釬料釬焊Si3N4陶瓷的連接強度[J]. 中國有色金屬學報, 2006, 16(11): 1955?1959.JIANG Zhi-guo, ZOU Jia-sheng. Joint strength of Si3N4brazed with Ti-Zr-Ni-Cu amorphous brazing alloy[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(11): 1955?1959.
[3] 俞偉元, 陳學定, 路文江, 王艷紅. 快速凝固釬焊薄帶[J].焊接技術, 2006, 35(3): 2?4.YU Wei-yuan, CHEN Xue-ding, LU Wen-jiang, WANG Yan-hong. Rapidly solidified brazing foils[J]. Welding Technology, 2006, 35(3): 2?4.
[4] 鄒家生, 許志榮, 初雅杰, 陳 光. 非晶態焊接材料的特性及其應用[J]. 材料導報, 2004, 18(4): 17?19.ZOU Jia-sheng, XU Zhi-rong, CHU Ya-jie, CHEN Guang.Characteristics and application of amorphous welding materials[J]. Materials Review, 2004, 18(4): 17?19.
[5] AMAGAI M. A study of nanoparticles in Sn-Ag based lead free solders[J]. Microelectronics Reliability, 2008, 48(1): 1?16.
[6] SUGANUMA K. Advances in lead-free electronics soldering[J].Current Opinion in Solid State and Materials Science, 2001, 5(1):55?64.
[7] 張富文, 劉 靜, 楊福寶, 胡 強, 賀會軍, 徐 駿.Sn-Ag-Cu無鉛焊料的發展現狀與展望[J]. 稀有金屬, 2005,29(5): 619?624.ZHANG Fu-wen, LIU Jing, YANG Fu-bao, HU Qiang, HE Hui-jun, XU Jun. Developing tendency and current situation of Sn-Ag-Cu lead-free solder[J]. Chinese Journal of Rare Metals,2005, 29(5): 619?624.
[8] SHEN J, CHAN Y C, LIU S Y. Growth mechanism of bulk Ag3Sn intermetallic compounds in Sn-Ag solder during solidification[J]. Intermetallics, 2008, 16(9): 1142?1148.
[9] 王小京, 祝清省, 王中光, 尚建庫. Ag3Sn粗化模型及其對Sn-Ag-Cu焊料蠕變的影響[J]. 金屬學報, 2009, 45(8):912?918.WANG Xiao-jing, ZHU Qing-sheng, WANG Zhong-guang,SHANG Jian-ku. Modeling of Ag3Sn coarsening and its effect on creep in Sn-Ag-Cu solder[J]. Acta Metallurgica Sinica, 2009,45(8): 912?918.
[10] DUTKIEWICZ J, LITYNSKA L, SWIATEK R. Rapid quenching and mechanical alloying of eutectic Ag-Cu-Sn alloys[J]. Journal of Materials Processing Technology, 1995,53(1/2): 131?138.
[11] KIM K S, HUH S H, SUGANUMA K. Effects of cooling speed on microstructure and tensile properties of Sn-Ag-Cu alloys[J].Materials Science and Engineering A, 2002, 333(1/2): 106?114.
[12] SHEN J, LIU Y C, GAO H X. In situ nanoparticulate -reinforced lead-free Sn-Ag composite prepared by rapid solidification[J].Journal of Materials Science: Materials in Electronics, 2007,18(4): 463?468.
[13] WANG Feng-jiang, YU Zhi-shui, QI Kai. Intermetallic compound formation at Sn-3.0Ag-0.5Cu-1.0Zn lead-free solder alloy/Cu interface during as-soldered and as-aged conditions[J].Journal of Alloys and Compounds, 2007, 438(1/2): 110?115.
[14] 王要利, 張柯柯, 程光輝, 樊艷麗. 微量稀土及工藝參數對SnAgCu釬料合金潤濕特性的影響[J]. 中國機械工程, 2006,17(18): 1963?1966.WANG Yao-li, ZHANG Ke-ke, CHENG Guang-hui, FAN Yan-li.Effect of tiny rare earth and soldering parameters on wetting properties of SnAgCu solder alloy[J]. China Mechanical Engineering, 2006, 17(18):1963?1966.
[15] 樊艷麗, 張柯柯, 王雙其, 程光輝, 王要利, 余陽春. 水洗釬劑下 SnAgCu系釬料對不同基板的潤濕特性[J]. 特種鑄造及有色合金, 2006, 26(9): 604?606.FAN Yan-li, ZHANG Ke-ke, WANG Shuang-qi, CHENG Guang-hui, WANG Yao-li, YU Yang-chun. Wettability of SnAgCu lead-free solder containing low Ag for different substrate with water-soluble flux[J]. Special Casting &Nonferrous Alloys, 2006, 26(9): 604?606.
[16] 趙國際, 張柯柯, 王要利, 祝要民. 快速凝固 Sn2.5Ag0.7Cu釬料合金凝固組織特征[J]. 金屬熱處理, 2009, 34(6): 55?58.ZHAO Guo-ji, ZHANG Ke-ke, WANG Yao-li, ZHU Yao-min.Solidified structural characteristics of rapid solidified Sn2.5Ag0.7Cu solder alloy[J]. Heat Treatment of Metals, 2009,34(6): 55?58.
[17] BALI R, FLEURY E, HAN S H, AHN J P. Interfacial intermetallic phases and nanoeutectic in rapidly quenched Sn-Ag-Cu on Au under bump metallization[J]. Journal of Alloys and Compounds, 2008, 457(1/2):113?117.
[18] 王要利, 張柯柯, 韓麗娟, 溫洪洪. Sn-2.5Ag-0.7Cu(0.1RE)/Cu焊點界面區微觀組織與 Cu6Sn5 的生長動力學[J]. 中國有色金屬學報, 2009, 19(4): 708?713.WANG Yao-li, ZHANG Ke-ke, HAN Li-juan, WEN Hong-hong.Microstructure and growth behavior of Cu6Sn5 for Sn-2.5Ag-0.7Cu(0.1RE)/Cu solder joint interface[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(4): 708?713.
[19] VIANCO P T, ERICKSON K L, HOPKINS P L. Solid state intermetallic compound growth between copper and high temperature, tin-rich solders. Part I. Experimental analysis[J].Journal of Electronic Materials, 1994, 23(8): 721?727.
[20] VIANCO P T, KILGO A C, GRANT R. Solid state intermetallic compound layer growth between copper and hot dipped indium coatings[J]. Journal of Materials Science, 1995, 30(19):4871?4878.
[21] VIANCO P T, KILGO A C, GRANT R. Intermetallic compound layer growth by solid state reactions between 58Bi-42Sn solder and copper[J]. Journal of Electronic Materials, 1995, 24(10):1493?1505.
[22] TSUKAMOTO H, NISHIMURA T, NOGITA K. Epitaxial growth of Cu6Sn5formed at Sn-based lead-free solder/non-textured polycrystalline Cu plate interface[J]. Materials Letters,2009, 63(30): 2687?2690.
[23] 陳 光, 傅恒志. 非平衡凝固新型金屬材料[M]. 北京: 機械工業出版社, 2004: 26?34.CHEN Guang, FU Heng-zhi. New metal materials by non-equilibrium solidification[M]. Beijing: China Machine Press,2004: 26?34.
[24] 田 燕. 焊接區斷口金相分析[M]. 北京:機械工業出版社,1991: 22?36.TIAN Yan. Fractograph investigation on welding zone[M].Beijing: China Machine Press, 1991: 22?36.
Micro-morphology of intermetallic compounds in rapid solidification Sn2.5Ag0.7Cu solder alloy and its effects on performance of solder joint
ZHAO Guo-ji1,2, ZHANG Ke-ke3, LUO Jian2
(1. School of Materials Science and Engineering, Chongqing University, Chongqing 400044, China;2. The State Key Laboratory of Mechanical Transmission, Chongqing University, Chongqing 400044, China;3. School of Materials Science and Engineering, Henan University of Science and Technology, Luoyang 471003, China)
Rapid solidification Sn2.5Ag0.7Cu solder alloy ribbons were produced by single copper roller process with SP009A semi-automatic nonmetal series fabricate machine, and the micro-morphology and properties of intermetallic compound (IMC) were studied by JSM?5610LV scanning electronic microscope and energy spectrum analyzer. Through the analysis on the microstructure and shear fracture of the soldering joint, the influence mechanism of IMC on the toughness of soldering joint was studied. The results show that,in solder joint by using rapid solidification solder alloy,small size β-Sn tight arrangement at the interface can effectively inhibit the growth of IMC Cu6Sn5, and the IMC Cu6Sn5and Ag3Sn in the supersaturated solid solution with small size and dispersive distribution massively precipitate as the second phase particle confounding with the primary phase during the solidification process to form fine eutectic structure in the soldering beam, and the toughness of soldering joint is improved.
Sn2.5Ag0.7Cu; solder; intermetallic compound (IMC); rapid solidification; soldering
TG454
A
1004-0609(2010)10-2025-07
河南省高校創新人才基金資助項目(教高 2004-294);河南省高校杰出科研人才創新工程資助項目(2004KYCX020);重慶大學研究生科技創新基金項目(201005A1B0010334)
2009-11-11;
2010-06-29
羅 鍵,教授,博士;電話:13036328161;E-mail:luojian@cqu.edu.cn
(編輯 龍懷中)
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04