電子產品中軸類零件的化學鍍鎳
2010-11-16 02:34:54張惠新
電鍍與涂飾 2010年11期
關鍵詞:化學
張惠新
(上海易匯機械有限公司,上海 201801)
電子產品中軸類零件的化學鍍鎳
張惠新
(上海易匯機械有限公司,上海 201801)
介紹了電子產品中軸類零件的化學鍍鎳工藝。討論了長軸、短軸和盲孔螺紋零件的化學鍍鎳方法,提出了提高鎳鍍層耐蝕性能的措施。
化學鍍鎳;電子產品;軸類零件;防腐
1 前言
化學鍍鎳作為一種新興的功能性鍍層,具有厚度均勻,容易控制,硬度較高,耐蝕性、耐磨性較好的優點。而大量的軸類精密零件正需要此類特性,所以化學鍍鎳被廣泛地使用。電子產品如打印機、復印機等設備和產品含大量的小型軸類零件,它們基本都采用了化學鍍鎳工藝。
本文針對上述產品特點,論述了適合于不同軸類的電鍍工藝,并對生產中出現的難題提出了相應的解決方案,以期對同行有所啟發和幫助。
2 工藝過程
2. 1 軸類材料的特點以及鍍層要求
軸類零件大多數采用鋼鐵材料,也有少量的鋁合金。本文僅敘述鋼鐵基體的化學鍍鎳。
為了提高切削性能,該類軸一般采用易切削鋼,其材料中含有少量鉛、硫、磷等元素[1]。目前,由于環保的要求,已很少采用含鉛材料(這類材料硬度低,較易碰傷,易造成劃痕或凹坑)。
軸類零件的直徑一般在15 mm以下,采用棒料,經CNC(計算機數控)車床切削,再經銑切平面或打孔攻螺紋等工序,最后采用無芯磨床粗磨或精磨外圓。
軸類零件根據軸的長度可分為長軸和短軸兩種,如圖1所示。不同的軸,應采用不同的電鍍方法。有些軸的端面單側或雙側有盲孔螺紋,給電鍍帶來困難。有些小零件電鍍后還要用旋鉚機鉚接于鍍鋅鋼板上,并整體磷化、噴漆。這些都給鍍層結合力和防變色性提出了新的要求。
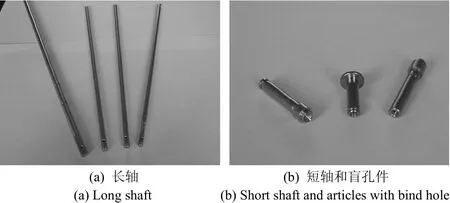
圖1 軸類零件照片Figure 1 Photos of shaft parts
由于電子產品工作環境較好,鍍鎳層的厚度一般要求在3 ~ 8 μm,其耐蝕性要求在中性鹽霧試驗4 h達到 9級以上。對于運動磨損零件,則要求較高的硬度和耐磨性,一般要求鍍層顯微硬度在500 HV以上。同時,鍍層中的有毒有害元素必須要滿足 RoHS指令要求。有些公司還有附加要求,對鉛、汞、鎘、六價鉻的含量要求遠低于 RoHS限值。這些對鍍液乃至整個工藝過程所使用的溶液都提出了更高的要求。
2. 2 工藝流程
典型的工藝流程是:有機溶劑除油—滴干—化學預除油—超聲波除油—電解除油—熱水洗—逆流漂洗—活化—逆流漂洗—純水噴淋—中和預熱—化學鍍鎳—逆流漂洗—鈍化—純水逆流漂洗—噴淋—熱純水洗—吹干或甩干—烘干—冷卻—檢驗—包裝。
有些零件電鍍后達不到表面粗糙度的要求,還要再進行機械拋光和超聲波清洗。
2. 2. 1 前處理
2. 2. 1. 1 除油
有機溶劑可選用毒性低、價格較便宜的工業煤油[2]。由于鍍層薄,流水線節拍時間短,化學除油應使用除油能力強、除油速度快的除油劑。同時,應根據零件的狀態選擇除油工藝。比如,形狀簡單的零件可以不采用超聲波和電解除油。形狀復雜或油膜干枯的零件除使用以上工藝,還可根據需要增加手工擦、刷等局部加強工序。除油過程中,應加強溶液的流動,如使用空氣攪拌或泵強制循環,以提高除油效率。
2. 2. 1. 2 活化
在活化過程中,易切削鋼容易產生局部選擇性腐蝕,造成零件表面腐蝕花斑、掛灰,產生鍍層結合力、外觀等質量缺陷。所以應控制好鹽酸的濃度,一般不超過30%(體積分數);或者使用檸檬酸等有機酸活化。
2. 2. 1. 3 中和預熱
化學鍍鎳前進行中和預熱可有效防止化學鍍鎳液溫度的波動。同時,零件表面附著一薄層稀堿液,可加速零件的起鍍,防止漏鍍。但是,應注意堿液不可太濃,可用0.5%左右的氫氧化鈉,溫度70 ~ 80 °C[2]。
2. 2. 2 化學鍍鎳
2. 2. 2. 1 鍍液
該類零件大都采用中磷鍍液。無論選用商品鍍液還是自行配制都應注意以下事項:
(1) 鍍液不應含有RoHS指令所禁用的4種元素,包括鉛、汞、鎘和六價鉻。注意:含鉛材料會使鍍層測試結果中鉛含量升高。
(2) 鍍液穩定性要好,鍍速變化小,防止鍍層厚度起伏變化。
(3) 由于薄鍍層進出槽頻繁,污染物質相對帶入也多,故鍍液的抗污染能力要強。
2. 2. 2. 2 設備
鍍槽應具備自動控溫、循環過濾、以及長軸電鍍的移動裝置。有條件的可配備自動添加鍍液、pH調整液的設備。但是使用此類設備,要加強管理,定時進行手工分析調整。否則,一旦設備失靈,將會造成嚴重的質量事故。
鍍液加熱可采用電或蒸汽。電加溫由于表面熱能高,易造成加溫管附近溫度過高,不利于鍍液的穩定。所以有條件的最好使用蒸汽加溫。
鍍槽應使用無油壓縮空氣攪拌,應單槽單機專用或使用管路止回閥,以防止倒吸回流,避免交叉污染。攪拌管氣體出口應位于加熱管下方,以降低加熱管附近的溫度。
2. 2. 3 后處理
由于軸類零件鍍層較薄,必須采用鈍化工藝,以提高鍍層的抗腐蝕、抗變色能力。特別是盲孔、壓花、銑平面的零件,尤其需要鈍化處理。鈍化后應采用純水清洗,然后用80 °C以上的純水洗。長軸用壓縮空氣吹干;短軸用脫水機脫水,然后進入烘箱,在200 °C下烘干。這樣既可將復雜零件縫隙內的水分烘干,又可改善結合力。
3 長短軸化學鍍鎳的操作要點
由于長軸和短軸的生產操作過程差距較大,故分別敘述之。
3. 1 長軸
經過表面精磨的長軸,要避免其表面擦傷。同時,對軸的垂直度要求較高,端面不能碰撞出凹坑,所以操作中要輕拿輕放,防止摩擦、碰撞,并使用專用的掛具。
3. 1. 1 掛具
長軸掛具如圖 2所示。為了便于退鍍,長軸掛具使用不銹鋼制作。主桿結構在牢固的基礎上,使用面積盡量小,以免浪費材料。根據所要加工的長軸直徑,準備幾套大小不一的不銹鋼網格,其孔邊長比軸徑大5 mm左右即可。掛具底部放一層具有彈性的不銹鋼絲網。

圖2 長軸掛具照片Figure 2 Photo of racks for plating long shaft
電鍍時,由于長軸和網格的接觸,會產生接觸印痕(如亮斑、白印等)。嚴重時,印痕處鍍層較薄或無鍍層。所以,化學鍍鎳槽要有掛具移動裝置,在掛具搖動時,能不斷變化長軸的接觸位置,以消除或減輕零件的接觸印痕。但要注意控制掛具移動的幅度和強度,以免移動幅度過大而產生擦傷印痕。然而,即使安裝了移動裝置,有時也會產生輕重不等的印痕,特別是到鍍液后期(如5 ~ 6周期)。有些化學鍍鎳液不能消除印痕,所以要注意鍍液的選擇。
通常用 30%(體積分數)的硝酸退除掛具上的鎳層,有條件的應每日工作以后退鍍,至少每星期退鍍2次。否則易造成掛具表面清洗不凈,而將前一道工序的溶液帶入后一道工序中,造成交叉污染;同時也易產生掛具印痕。
3. 1. 2 特殊件的處理
有些長軸形狀較復雜,比如在圓弧上銑切平面,在軸的側面鉆孔攻螺紋,在圓弧上壓花、滾齒以及單側或雙側端面有盲孔螺紋等。這些零件的加工周期較長,防銹油脂干枯,且表面粗糙度高,如按常規工藝操作,易導致除油不凈。因此,在裝掛具之前,軸類零件可先浸泡在煤油中刷洗孔或凹坑,以清除沉積的垃圾;然后浸泡在除油液中刷洗或擦拭。以上工序完成后,再將長軸裝入掛具進入化學預除油槽、超聲波除油槽或電解除油槽。除油完成后,可使用水膜法檢驗除油是否徹底,如有問題可重復進行以上操作。
盲孔零件電鍍一直是一道電鍍難題。由于溶液無法循環流動至孔內,導致孔內處理不徹底而污染下一道工序的溶液。國標 GB/T 12611-1990《金屬零(部)件鍍覆前質量控制技術要求》規定:“帶有復雜內腔的焊接件鍍覆前,應在不影響使用的部位留有便于液、氣排出的工藝孔。”據此可與制造方商議,在盲孔的頂端處鉆一連通的小孔,這樣可改善溶液的流動性。即使如此,此類零件也應作為復雜零件電鍍,小心操作。
有些盲孔零件不能有工藝孔,可制作橫向裝掛的掛具電鍍。整個工藝過程中,既要加強零件的運動,改善孔內溶液的交換,又要防止零件表面的劃傷。進入新的工藝槽前,使用壓縮空氣吹去孔內溶液。
3. 2 短軸
3. 2. 1 設備
短軸一般采用滾桶或籃筐進行電鍍。選用滾桶電鍍時要注意以下問題:
(1) 控制滾桶的轉速。前、后處理可適當快一些,一般為10 r/min左右,以提高除油效率;化學鍍鎳時可適當慢一些,一般為1 ~ 4 r/min,以保證正常的鍍速。
(2) 滾桶的溶液交換孔要盡量大些,孔口要進行擴孔處理,以保證溶液的交換更新。
(3) 滾桶的直徑應盡可能大,而零件的裝載量不能太大,以防零件脫離液面。
形狀復雜的零件(如盲孔件)不能用滾桶鍍。相比之下,用籃筐鍍雖然勞動強度大一些,但適用性更強。幾乎所有短軸都可用籃筐鍍。籃筐應根據零件的大小選用不同孔徑的不銹鋼絲網制作。考慮到手工操作要經常翻動,容積不能太大,直徑在30 cm以內,裝載量以能輕松翻動零件為宜。在各工序中,特別是除油活化和化學鍍鎳工序中,要經常翻動零件,以提高工序效率,防止鍍層接觸印痕的產生。注意翻動時,要控制好節奏和強度,防止零件撞傷。
3. 2. 2 特殊件的處理
小零件中有大量的盲孔螺紋零件,電鍍時要特別注意,稍有不當,便會造成返工報廢。可先用煤油浸泡除去表面油污,使用壓縮空氣吹去孔內殘留液。使用滾桶進行化學除油,滾桶轉速要稍快一些,但要注意,較重的零件不要用滾桶除油,否則易撞傷。在各個工序的轉換前,應使用脫水機脫去孔中的溶液。脫水機最好用變頻電機,以減輕零件的碰撞。同時,在各工序溶液中,都應加強翻動。鍍后應選用防銹性能較好的鈍化劑進行鈍化。在烘干工序中,應將烘干溫度提高至200 °C,以保證孔內干燥。總之,在盲孔零件的電鍍中,要處理好每個工序,注意操作細節。此外,電鍍盲孔零件會縮短各工序溶液的壽命。
短軸中,有一部分零件鉚接于鋼板上,鉚接時產生擠壓變形,面積擴大,這對于鍍層的結合力要求較高。由于大部分盲孔件是鉚接件,故該類軸的電鍍操作要求更高。部分零件鉚接后還需進行整體的磷化噴漆,由于磷化液是酸性溶液,磷化過程中易導致零件變色。所以,鍍液的抗變色能力也是選擇鍍液的重要指標之一。
4 故障案例分析
電鍍故障大部分為前處理不良,化學鍍鎳也不例外。一般的化學鍍鎳鍍層外觀故障如鍍層發花、脫皮、局部無鍍層、粗糙等大多數來自于不徹底的鍍前處理。
化學鍍鎳槽液的操作規范較電鍍嚴格,控制范圍較窄,鍍液又處于亞穩定狀態,所以控制難度比一般電鍍高許多。如溫度、pH、主鹽濃度等參數的控制要求較高,稍有不當,輕則造成鍍速大幅變化、漏鍍、粗糙等故障,重則造成鍍液分解、報廢和產品的批量返工。
下述為兩起較為特殊的故障及其處理方法。
(1) 一批長軸出口后,在安裝過程中發現部分零件外圓有點狀和線狀銹蝕斑點。觀察零件,銹點成擴散狀圓點或線狀,擦拭后銹點較小。經X射線測厚,鍍層厚度為5.5 μm,合格。中性鹽霧試驗4 h,原銹蝕處成擴散狀,其余無銹蝕。初步判斷,鍍層無問題。將零件退除化學鍍鎳層,擦干后用投影儀放大觀察,發現原銹蝕處有微小針孔狀及線狀斑。以該零件經原工藝化學鍍鎳后再做鹽霧試驗,故障重現。取未經加工的棒料進行篩選,發現少量棒料表面有點狀及線狀斑點,說明所采購的原材料中有部分表面存在一定深度的針孔和拉伸裂紋。這些針孔和拉伸裂紋經外圓磨削后被掩飾,在化學鍍鎳過程中,這些細小裂紋中進入溶液,故孔和裂紋中鍍層不完整。因此,雖然鍍后經鈍化無銹,但在海上運輸及物流過程中受潮,原孔和裂紋處泛出銹點。經和材料供應商交涉,并加強材料的檢驗,以后未發現類似故障。
(2) 有幾種小軸,化學鍍鎳后客戶需將其鉚接于鋼板上,再磷化噴漆。在此過程中發現,磷化后鍍層變黑,故被判為不合格品。經仔細觀察,發現鍍層表面為均勻的黑色,無銹蝕點。初步判斷鍍層耐蝕性良好,只是鍍層發生了變色。取多種化學鍍鎳液做平行試驗,發現不同鍍液制備的鍍層在磷化液中的變色程度不一,有些較深,有些較淺,有些不變色,而且其變色程度與耐濃硝酸變色時間有關。耐濃硝酸變色時間長的鍍層,在磷化液中不變色。
不同鍍液產生的鍍層其抗酸變色能力不同。故選擇鍍液供應商時,須將抗變色性作為考核指標之一。
5 提高鍍層耐蝕性的措施
軸類零件的鍍層厚度一般分為3 ~ 5 μm和5 ~ 8 μm,鍍層較薄。由于對鍍層硬度有要求,故不能采用高磷鍍液。因此,提高鍍層的耐蝕性成為整個工藝設計的關鍵。以下措施可提高鍍層的耐蝕性:
(1) 鍍層的耐蝕性能和基體表面粗糙度有關。表面光潔度高的零件,鍍層的耐蝕性也會高。所以鍍前的材料表面應盡量光潔,無缺陷。對耐蝕性要求高的零件,應采用精磨以提高表面光潔度。
(2) 鍍前處理不良的鍍層,會導致鍍層孔隙率的上升,降低鍍層的耐蝕性能。所以良好的鍍前處理是獲得高耐蝕性鍍層的必備條件。
(3) 鍍后的鈍化處理是提高鍍層耐蝕性的一個重要步驟。筆者選用了多種鈍化劑試驗其對軸類零件耐蝕性的影響。結果發現,上海永生助劑廠生產的 RR鍍鎳防銹劑特別適用于薄鍍層的防銹處理(它原本為電池殼電鍍鎳內孔防銹所用),其防銹作用較強,作為鈍化劑使用,效果較好。
(4) 中磷鍍液中,不同鍍液產生的鍍層在同樣的厚度下鍍層的耐蝕性能差異較大。所以在選擇鍍液時,應選擇耐蝕性能較好的鍍液。
6 結語
在軸類零件化學鍍鎳過程中,應做到嚴格執行工藝規范,尤其是鍍液濃度、溫度和pH,更需小心控制和調整。同時,應根據軸類的形狀和表面狀態,靈活選擇工藝過程。操作中,應注意掌握細節,特別是復雜零件的電鍍,更應小心謹慎,防止零件損傷。
[1] 張允誠, 胡如南, 向榮. 電鍍手冊[M]. 2版. 北京: 國防工業出版社, 1997.
[2] 張惠新. 化學鍍鎳在工業生產應用中的要素[J]. 電鍍與涂飾, 2003, 22 (3): 28-31.
Electroless nickel plating of shaft parts in electronic products //
ZHANG Hui-xin
The electroless nickel plating process for shaft parts in electronic products was introduced. Electroless nickel plating methods for long shafts, short shafts and whorl parts with blind hole were discussed. Measures for improving corrosion resistance of nickel deposit were presented.
electroless nickel plating; electronic product; shaft part; corrosion protection
TQ153.12
A
1004 – 227X (2010) 11 – 0022 – 04
Author’s address:Shanghai Yi Hui Machinery Co., Ltd., Shanghai 201801, China
2010–05–21
2010–06–21
張惠新(1960–),男,上海人,工程師,主要從事電鍍與三廢處理工作。
作者聯系方式:(E-mail) zhx200903@sina.com。
[ 編輯:韋鳳仙 ]
猜你喜歡
小學科學(學生版)(2021年3期)2021-04-13 08:26:20
科技知識動漫(2017年7期)2017-08-09 19:52:45
科技知識動漫(2017年5期)2017-05-11 21:34:16
科技知識動漫(2017年4期)2017-04-15 22:24:55
科技知識動漫(2017年2期)2017-02-06 20:59:46
科技知識動漫(2016年10期)2016-10-18 20:35:00
中學生天地(C版)(2016年2期)2016-08-23 12:06:30
考試周刊(2016年63期)2016-08-15 22:51:06
中學生數理化·中考版(2015年12期)2015-09-10 07:22:44
發明與創新(2015年25期)2015-02-27 10:39:25