馬氏體不銹鋼保持架鍍銀工藝
2010-11-16 02:35:04劉群付明
電鍍與涂飾 2010年12期
劉群,付明
(中國一航空空導彈研究院,河南 洛陽 471003)
馬氏體不銹鋼保持架鍍銀工藝
劉群*,付明
(中國一航空空導彈研究院,河南 洛陽 471003)
介紹了用于X105CrMo17馬氏體不銹鋼保持架的電鍍銀工藝,其工藝流程主要包括:電化學除油,超聲波清洗,酸蝕,活化-預鍍鎳,電鍍銀,干燥。采用“活化-預鍍鎳”前處理方法,能有效提高鍍層的結合力。最佳的工藝配方及操作條件為:氯化鎳240 g/L,濃鹽酸126 mL/L,室溫,電流密度5 ~8 A/dm2,時間10 ~ 15 min。采用該工藝可在不銹鋼表面獲得結合力良好的鍍銀層(平均厚度為18.9 μm),適用于批量加工。
不銹鋼;軸承保持架;鍍銀;前處理;活化;預鍍鎳
1 前言
不銹鋼表面存在一層自然形成的富鉻氧化薄膜即鈍化膜。研究表明,這層鈍化膜非常穩定,無孔,不易溶解,難以剝落且可自行修復[1]。電鍍過程中需去除此鈍化膜,以獲得與基體結合良好的鍍層。生產過程中一般通過前處理的酸洗、預鍍等工序來去除表面鈍化膜。
本文結合不銹鋼保持架零件出現的鍍銀層結合力差的現象,通過實驗,就去除鈍化膜、活化零件表面等方面進行了初步探討,找到了適合該零件的最佳前處理工藝配方,解決了鍍層結合力不好的難題,最終滿足了使用要求。
2 工藝介紹
2. 1 工藝要求
軸承保持架能引導并帶動軸承滾動體在正確的滾道上滾動,并且可以防止軸承滾動體的脫落,它是軸承能正常工作的前提保證。在其表面鍍銀能夠提高軸承的潤滑性能,從而延長軸承的使用壽命,因此保持架的鍍銀質量直接影響到軸承的使用狀況。一般考察的指標包括鍍層外觀、鍍層厚度以及鍍層結合力等。
本文試驗的保持架材質為X105CrMo17(德國牌號)馬氏體不銹鋼,表面要求鍍銀15 ~ 20 μm。
2. 2 工藝流程
考慮到該零件材料為不銹鋼,鍍層厚度又較厚,為了獲得合格的鍍層,故將零件的前處理工藝由鋼鐵零件的預鍍銅更換為預鍍鎳。該零件形狀較為復雜,棱角較多,因此增加超聲波除油以保證除油效果。在進行了結合力工藝試驗之后,最終確定的工藝流程為:
電化學除油—熱水洗—冷水洗—超聲波清洗—熱水洗—冷水洗—酸蝕—冷水洗—活化–預鍍鎳—冷水洗—電鍍銀—冷水洗—干燥。
2. 3 工藝參數
2. 3. 1 電化學除油
電化學除油是為了去除零件表面的油污,配方如下:

2. 3. 2 超聲波清洗
超聲波清洗是利用超聲波的空化作用對物體表面上的污物進行撞擊、剝離,以達到清洗目的。因該零件表面光潔度很高,在清洗時需注意控制好超聲波的頻率和清洗時間,防止零件表面產生蝕點。一般清洗5 ~ 10 min即可。
2. 3. 3 酸蝕
為了使鍍層與基體結合牢固,需在100 ~ 150 g/L濃鹽酸(ρ = 1.18 g/mL)的水溶液中室溫酸蝕1 ~ 5 min,也就是活化處理。經過此工序后,零件表面處于活化狀態。
2. 3. 4 活化–預鍍鎳
為了改善鍍層和不銹鋼基體的結合力,用以下工藝預鍍鎳:
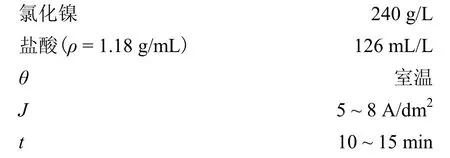
該工藝使用了酸性較強的鹽酸,這樣即使酸蝕活化后的零件表面生成了新的鈍化膜,在進入鍍鎳槽后,槽液中大量的鹽酸也會和鈍化膜發生反應,從而使其二次活化。
按此工藝方法進行預鍍鎳時,酸蝕后的零件需先在槽液中浸泡3 ~ 5 min,然后再通電進行預鍍鎳。
根據軟硬酸堿理論,由于不銹鋼鈍化膜中的鉻離子是硬酸,而酸蝕溶液中的氯離子是硬堿,因此它們之間有很強的親和力,易生成配陰離子,牢固地吸附在零件表面,從而使零件表面與溶液之間又形成新的阻隔層。這些配陰離子在酸性介質中會被溶解掉,但水洗后不可避免地會有部分殘留在零件表面,從而形成新的鈍化膜[2]。因此,此工序如果用普通的預鍍鎳工藝,活化后零件表面生成的新鈍化膜就會影響鍍層與基體之間的結合力,導致鍍層出現起皮、起泡現象,嚴重時還會造成鍍層整體剝落。
2. 3. 5 電鍍銀
為了獲得結晶細致、光亮度高的鍍層,采用氰化物光亮鍍銀工藝,并輔以陰極移動來保證鍍層的均勻性。鍍銀時需帶電下槽,并以大電流沖擊鍍約1 min,然后降至正常電流進行電鍍。
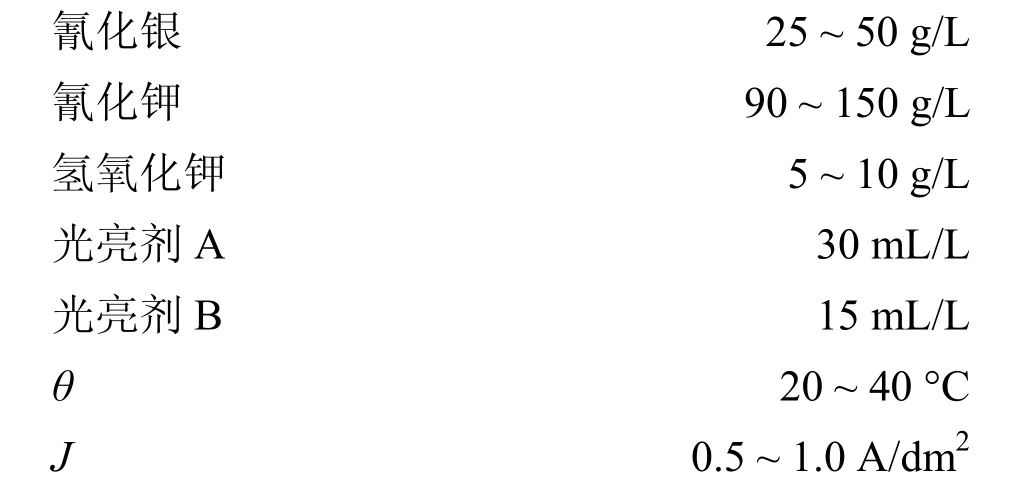
其中的光亮劑 A、B均為深圳華美電鍍技術有限公司的產品。
3 鍍層質量檢驗
3. 1 外觀
采用目視法,鍍層結晶細致、均勻,無起皮、鼓泡現象。
3. 2 厚度
采用德國 Fischerscope X射線測厚儀測得其平均厚度為18.9 μm,符合工藝要求。
3. 3 結合力
將零件放入300 °C的烘箱內,2 h后取出觀察,零件表面無起泡現象,說明結合力良好。
對整批零件都進行檢測,結果全部合格,滿足使用要求。
4 結論
不銹鋼電鍍的關鍵就是前處理的活化、預鍍等工序,不同的鍍種有不同的處理方法。采用“活化–預鍍鎳”的前處理工藝方法可以在馬氏體不銹鋼上獲得結合力良好的銀鍍層,工藝簡單又能滿足使用要求,是不銹鋼鍍銀較為理想的前處理工藝方法。
[1] 陸世英, 張廷凱, 康喜范, 等. 不銹鋼概論[M]. 北京: 中國科學技術出版社, 2007.
[2] 陳天玉. 不銹鋼表面處理技術[M]. 北京: 化學工業出版社, 2004.
Process of silver plating on martensitic stainless steel bearing cage //
LIU Qun*, FU Ming
The process of silver plating on X105CrMo17 martensitic stainless steel bearing cage was introduced. The process flow includes electrochemical degreasing, ultrasonic cleaning, acid etching, activation and pre-nickel plating, silver plating and drying. The adhesion can be improved greatly with the activation pretreatment and pre-nickel plating. The optimal formula and conditions are as follows: NiCl2240 g/L, concentrated hydrochloric acid 126 mL/L, room temperature, current density 5-8 A/dm2, and time 10-15 min. The process has the features of good adhesion with an average Ag coating thickness of 18.9 μm and batch processing.
stainless steel; bearing cage; silver plating; pretreatment; activation; pre-nickel plating
AVIC China Airborne Missile Academy, Luoyang 471003, China
TQ153.16
A
1004 – 227X (2010) 12 – 0014 – 02
2010–08–11
2010–09–02
劉群(1983–),女,陜西漢中人,本科,工程師,主要從事表面處理工藝研究。
作者聯系方式:(E-mail) monaselly@hotmail.com。
[ 編輯:吳定彥 ]
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00