低氧銅桿和無氧銅桿加工性能對比分析
2010-11-03 02:32:24管桂生云南銅業冶煉加工總廠
資源再生 2010年2期
關鍵詞:工藝
□文/鄢 明 管桂生云南銅業冶煉加工總廠
低氧銅桿和無氧銅桿加工性能對比分析
Comparsion of ETP and Oxygen-free Copper
□文/鄢 明 管桂生
云南銅業冶煉加工總廠
連鑄連軋低氧銅桿和上引連鑄無氧銅桿由于制造工藝的不同導致在組織結構和機械性能方面不同,最終體現在下道加工性能上。本文從拉制性能、退火性能和銅材的表面質量三方面對兩種銅桿進行了對比和分析。
低氧銅桿 無氧銅桿 拉制性能 退火性能 表面質量
電工用銅線桿是電線電纜行業的重要原料,主要有兩大類:連鑄連軋低氧銅桿和上引連鑄無氧銅桿。連鑄連軋低氧銅桿的制造方法較多,常見的有SCR法、Properzi法和Contirrod法等,其特點是金屬在豎爐中(個別采用感應電爐)熔化后,銅液通過保溫爐、溜槽、中間包,從澆管進入以鑄輪和鋼帶(或雙鋼帶)形成的封閉金屬模腔,采用較大的冷卻強度,連續的形成鑄坯之后再進行多道次軋制,生產的銅線桿為加工態組織,含氧量一般為200~400ppm之間。無氧銅桿國內基本全部為Upcast上引連鑄法生產,金屬在感應電爐中熔化后通過石墨模進行上引連續鑄造,之后進行冷軋或冷拉加工,生產的銅線桿多為鑄造態或冷加工態組織,含氧量一般為20ppm以下。由于兩種制造工藝不同,銅桿在組織結構、氧含量及分布、雜質的形式及分布等諸多方面有較大差異。其中氧起著重要作用。無氧銅與低氧銅生產方式的差異如表1所示,其對質量的影響情況對比如表2所示。
下游工序對銅桿的主要加工要求歸結起來有三個方面:拉制性能、退火性能、表面質量。
一、拉制性能
銅桿的拉制性能跟多種因素相關,如雜質含量及分布、氧含量及分布、生產工藝控制等。當銅桿性能良好時,以拉制ф0.4mm和ф0.2mm為例,無氧銅桿和低氧銅桿斷線率相差不大,但斷線原因有所不同。
1. 熔化方式對S等雜質的影響
在制造過程中,應嚴格控制電解銅的雜質含量。由于連鑄連軋工藝通常采用豎爐熔化,在可燃氣體的作用下,通過氧化和揮發作用,可一定程度減少部分雜質進入銅液,在正常生產中,S因大量存在于銅板表面,可減少約一半。Zn、Cr、Mn、Cd等元素亦可在氧化燃燒中去除,因而連鑄連軋法對原料要求相對低一些。
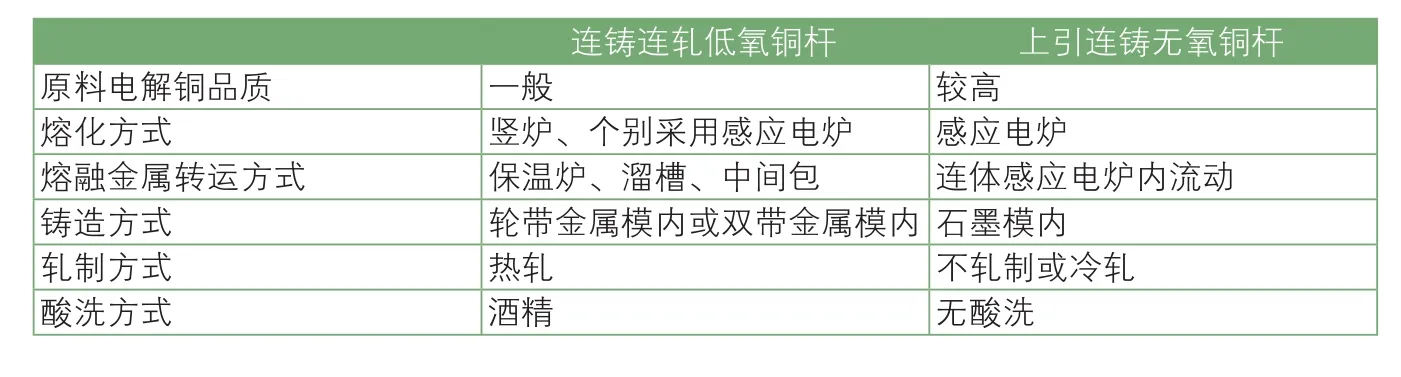
表1 連鑄連軋低氧銅桿和上引連鑄無氧銅桿在制造方式上的不同之處
上引連鑄無氧銅桿,由于是采用感應電爐熔化,沒有氧化燃燒過程,電解銅板表面的“銅綠”、“銅豆”基本都熔入到銅液中。其中熔入的S對無氧銅桿塑性影響極大,它在銅中生成硬而脆的Cu2S,增加拉絲斷線率。其形成反應為:
6Cu+S02=2Cu2O+Cu2S
同時由于上引連鑄法爐體容量有限和潛流式的特點,當某塊電解銅板雜質含量波動時,對結晶器口周圍銅液成分會有一定的影響,相比連鑄連軋工藝對電解銅板雜質含量和穩定性要求更高。
2. 制造過程中雜質的進入
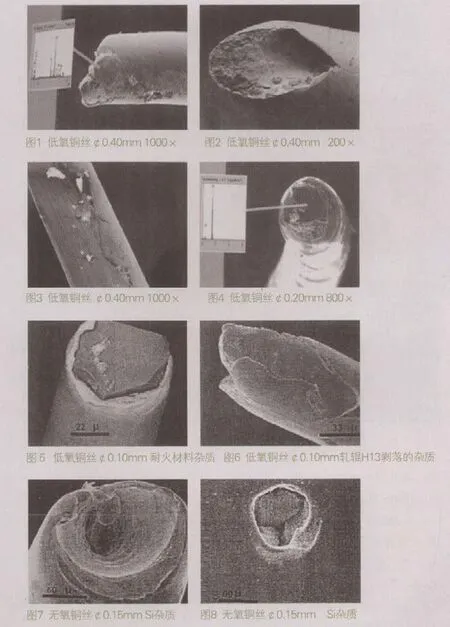
在生產過程中,連鑄連軋工藝需通過保溫爐、溜槽、中間包轉運銅液,相對容易造成耐火材料的剝落,熱軋制過程需通過軋輥,造成鐵質的脫落,這會給銅桿帶來外部夾雜。而熱軋中皮上和皮下氧化物的軋入,會給低氧桿的拉絲造成不利的影響。如圖1、圖2、圖3所示,分別為低氧銅絲ф0.40mm的拉斷試樣,經檢測其中含Fe、Cr雜質,圖4為低氧銅絲ф0.20mm含Al雜質的斷口電鏡掃描圖。圖5為低氧銅絲ф0.10mm斷口含耐火材料雜質的掃描圖,圖6為低氧銅絲ф0.10mm中含剝落的軋輥材料H13雜質的斷口掃描圖。
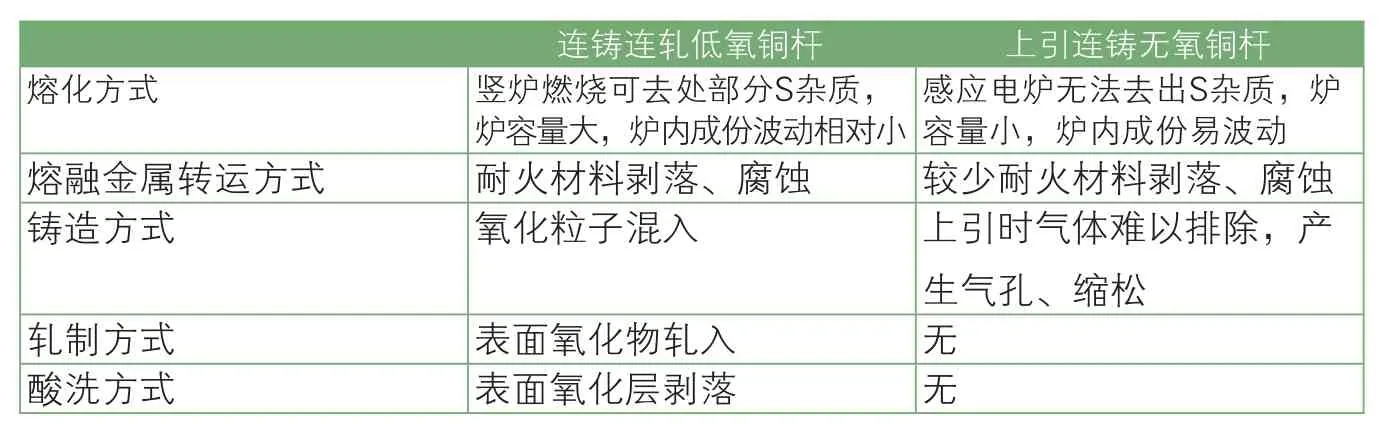
表2 制造過程對銅桿質量影響對比
與此相反,上引連鑄工藝的流程較短,銅液的轉運是通過聯體爐內潛流式完成,對耐火材料的沖擊不大。上引連鑄的結晶過程在石墨模內進行,完全與氧隔絕,后續也不進行熱軋加工,可能產生的污染源較少,生產過程中雜質進入的機會較少,圖7、圖8為無氧銅絲ф0.15mm中的Si雜質的斷口掃描圖。
O、S兩種元素幾乎不溶于銅,會與銅形成高熔點脆性化合物,對銅線桿生產過程有很大影響。
3. 氧在低氧銅桿和無氧銅桿中分布形式及其影響
氧含量對低氧銅桿的拉線性能有著明顯的影響。當加工成0.4mm銅線時,所得的數據,V形曲線表明,當氧含量增加到最佳值時,銅桿的斷線率最低。這是因為氧在與大部分雜質反應的過程中都起到了清除器的作用。適度的氧還有利于去除銅液中的氫,生成水蒸汽溢出,減少氣孔的形成。最佳的氧含量為拉線工藝提供了最好的條件。
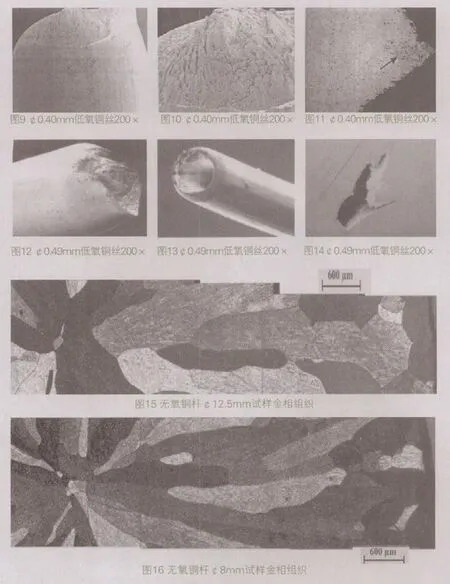
低氧銅桿氧化物的分布:在連續澆鑄中凝固的最初階段,散熱速率和均勻冷卻是決定銅桿氧化物分布的主要因素。不均勻冷卻會引起銅桿內部結構本質上的差異,但后續的熱加工,柱狀晶通常會遭到破壞,使氧化亞銅顆粒細微化和均勻分布。氧化物顆粒聚集而產生的典型情況是中心爆裂,圖9、10是ф0.40mm低氧銅絲因中心爆裂斷口的掃描圖。不均勻區域在外力作用下,氧化物顆粒的變形處出現裂紋造成,如圖11所示,深色部位為氧化物區域,細裂紋總是從此類區域產生。除氧化物顆粒分布的影響外,具有較小氧化物顆粒的銅桿顯示出較好的拉線特性,較大的Cu2O顆粒容易造成應力集中點而斷線。圖12、13為ф0.49mm低氧銅絲Cu2O顆粒造成的斷頭試樣照片。圖14為低氧銅絲ф0.49mm斷裂初始裂口的照片。
無氧銅含氧量超標,銅桿變脆,延伸率下降,拉伸式樣斷口顯暗紅色,結晶組織疏松。當 [O]超過8×10-6時,工藝性能變差,表現為鑄造及拉伸過程中斷桿及斷線率急劇增高。這是由于氧能與銅生成Cu2O脆性相,形成Cu-Cu2O共晶體,以網狀組織分布在晶界上。這種脆性相硬度高,在冷變形時將與銅基體脫離,導致銅桿的機械性能下降,在后續加工中容易造成斷裂現象。氧含量高還能導致無氧銅桿導電率下降。因此,必須嚴格控制無氧銅桿中氧的含量,從而控制上引法連鑄工藝及產品質量。
4.氫的影響
在上引連鑄中,氧含量控制較低,氧化物的副作用被大大降低了,但氫的影響成為較顯著的問題。氫在銅中的溶解度很大,熔融狀態的液體銅每100g能溶解6.3 cm3氫,這比同一溫度固體狀態銅中氫的溶解度大2~3倍。吸氣后熔體中存在如下的平衡反應:
H2O(g)=[O]+2[H]
氣孔及疏松是在結晶的過程中,氫從過飽和的熔液中析出并聚集而形成的。在結晶前沿析出的氫又可還原Cu2O而生成水汽泡。由于上引鑄造的特點是銅液自上而下的結晶,形成的液穴形狀近似錐形。銅液結晶前析出的氣體在上浮過程中被堵在凝固組織內,結晶時在鑄桿內形成氣孔。上引的含氣量少時,析出的氫存在于晶界處,形成疏松;含氣量多時,則聚集成氣孔,因此,氣孔和疏松是氫氣和水蒸氣兩者形成的。據相關資料,當[H]超過0.6×10-6時,工藝性能變差,表現為鑄造及拉伸過程中斷桿及斷線率急劇增高。
氫來源于上引生產過程中的各個工藝環節,如原料電解銅的“銅綠”、輔助材料木炭潮濕、氣候環境潮濕、石墨結晶器未干燥等。因此熔化爐中的銅液表面應覆蓋經烘烤的木炭,電解銅應盡量去除“銅綠”、“銅豆”,“耳朵”,對提高無氧銅桿質量非常重要。
在連鑄連軋工藝中,往往采用適度控制氧含量(200~300ppm)來控制氫。反應式為:

由于銅液在鑄輪中由下而上結晶,銅液中的氧和氫所產生的水蒸氣很容易上浮跑出,銅液中的氫大部分能被有效去除,因而對銅桿的影響較小。
三、退火性能
在對銅絲退火過程中,同等功率和時間的情況下無氧銅桿的延伸率要比低氧銅低15%~30%。因此。在對銅線退火時,一定要區別材質采用不同的退火工藝,以保證制品的柔軟性。其產生的原因在以下的金相對比中得到較好解釋:
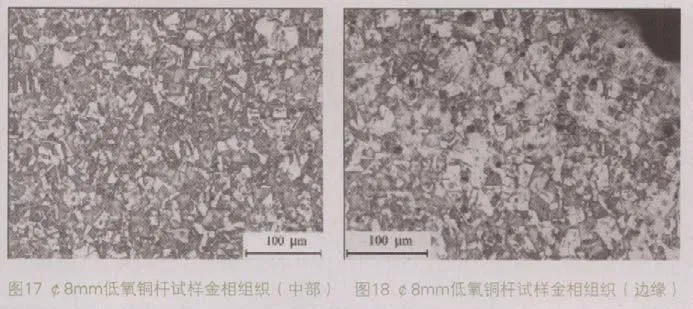
圖15、圖16分別是無氧銅桿ф12.5mm和ф8mm試樣。試樣組織為呈發散狀的粗大柱狀晶,晶粒大小為2~3mm。表面和內部只有少量等軸晶粒。圖17、圖18分別是低氧銅桿ф8mm試樣的中部和邊緣組織。深棕色的相是一般退火再結晶相,白色的是退火過程中生成的孿晶相。一般孿晶相大小在10~20μm之間,而深棕色的相在25μm左右。可見,低氧銅桿由于經過熱軋,所以其組織屬熱變形組織,原來的鑄造組織已經破碎,以再結晶的形式出現;而無氧銅桿屬鑄造組織,晶粒粗大,晶粒邊界少,由于再結晶發生在晶粒邊界和孿晶交截處附近,因而即使通過拉制變形。其晶邊相對低氧銅桿還是較少,所以需要較高的退火功率。
此外,低氧銅中的氧與雜質元素形成氧化物,使雜質元素從銅的固熔體分離出來,從而降低了有害雜質元素對退火溫度、導體電阻與回彈角的影響。而無氧銅由于氧含量低,雜質元素依然以固溶形式和生成彌散析出相存于銅中,導致無氧銅的退火溫度比低氧銅高。
四、表面質量
在生產諸如電磁線等產品的過程中,對銅桿的表面質量亦提出要求。需要拉制后的銅絲表面無毛刺、銅粉少、不爛線、無油污。并通過扭轉試驗測量表面銅粉的質量和扭轉后觀察銅桿的復原情況來判定其好壞。
在連鑄連軋工藝中,銅坯從鑄輪出口到軋機入口之間,溫度高,完全暴露于空氣中,使鑄坯表面形成較厚的氧化層,約40 000~1 000 000A,在軋制
過程中,隨著軋輥的轉動,氧化物顆粒軋入銅線表面。通常采用酒精或硫酸來進行清洗,化學反應式為:

由于銅與氧化銅的密度相差較大,故在反應后,表面膜形成破裂和孔隙,軋入較淺的氧化物顆粒部分溶解和脫落,在表面形成麻點、粗糙不平,在拉絲時形成麻坑。由于Cu2O是高熔點脆性化合物,對于軋入較深的Cu2O,當成條狀的聚集物遇模具拉伸時,就會使銅桿外表面產生毛刺,給后續的涂漆造成麻煩。
而上引連鑄工藝制造的無氧銅桿,由于鑄造和冷卻完全與氧隔絕,后續亦無熱軋過程,銅桿表面無軋入表面的氧化物,質量較好,拉制后銅粉少、不爛線,上述問題較少存在。
五、結論
連鑄連軋低氧銅桿和上引連鑄無氧銅桿在制造方式上的不同引起兩者在組織結構、氧含量及分布、雜質存在方式和氫含量等諸多方面的不同,從而決定了兩者在使用特性上的不同。
1. 連鑄連軋采用豎爐熔化,具備較大爐容量,對電解銅品質的要求相對低一些,上引連鑄工藝對原料要求較高;
2. 連鑄連軋工藝在后續澆鑄、熱軋等工序會將雜質和氧化物帶入銅桿,給拉制帶來較大弊端,上引連鑄工藝無此類問題;
3. 氧含量和氧化物的分布對低氧銅桿的拉制性能有明顯影響,而無氧銅桿對該問題較容易控制;
4. 氫對無氧銅桿的拉制性能影響較大;
5. 組織結構、雜質的存在方式、雜質種類的不同導致低氧銅桿的退火性能明顯好于無氧銅桿;
6. 由于熱軋時表面氧化層的軋入,低氧銅桿的表面質量明顯低于無氧銅桿。

猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52