金屬型重力鑄造鋁合金缸蓋關(guān)鍵部位二次枝晶間距研究
2010-11-02 03:57:17項(xiàng)大偉張炳榮田身軍徐帥
鑄造設(shè)備與工藝 2010年4期
關(guān)鍵詞:工藝
項(xiàng)大偉,張炳榮,田身軍,徐帥
(奇瑞汽車(chē)股份有限公司發(fā)動(dòng)機(jī)工程研究院,安徽蕪湖241009)
·應(yīng)用研究·
金屬型重力鑄造鋁合金缸蓋關(guān)鍵部位二次枝晶間距研究
項(xiàng)大偉,張炳榮,田身軍,徐帥
(奇瑞汽車(chē)股份有限公司發(fā)動(dòng)機(jī)工程研究院,安徽蕪湖241009)
文章重點(diǎn)分析了同一生產(chǎn)條件下同一發(fā)動(dòng)機(jī)缸蓋的不同關(guān)鍵位置的二次枝晶間距值,其結(jié)果表明,缸蓋的金屬型鑄造工藝是符合發(fā)動(dòng)機(jī)性能設(shè)計(jì)要求的,探討了二次枝晶間距與鑄造工藝、產(chǎn)品性能設(shè)計(jì)要求之間的關(guān)系。分析了整個(gè)缸蓋毛坯鑄件的凝固順序,從而推斷鑄造工藝的合理性。
鋁合金缸蓋;關(guān)鍵位置;二次枝晶間距
二次枝晶間距是指鋁合金金相組織中二次枝晶臂之間的距離。基于樣件的合金化學(xué)成分、凝固速率對(duì)二次枝晶間距影響的研究,以及二次枝晶間距與鑄件的機(jī)械性能的定量關(guān)系等已經(jīng)有了很多研究成果,普遍的結(jié)論是二次枝晶間距主要取決于鑄件的凝固速率,同時(shí)也受合金化學(xué)成分等因素的影響;二次枝晶間距值越小試樣的機(jī)械性能就越好。
缸蓋是發(fā)動(dòng)機(jī)工作的核心部件之一,而燃燒室鼻梁區(qū)、氣門(mén)鼻梁區(qū)等位置又是缸蓋承受高溫、高壓的關(guān)鍵部位,這些位置的失效直接導(dǎo)致發(fā)動(dòng)機(jī)壽命的終結(jié);由于這些位置結(jié)構(gòu)較復(fù)雜,形狀不規(guī)則,對(duì)其直接本體取樣存在較大困難,因此,對(duì)缸蓋關(guān)鍵位置的二次枝晶間距進(jìn)行研究具有很大的實(shí)際意義。
本文重點(diǎn)研究了同一生產(chǎn)條件下同種發(fā)動(dòng)機(jī)缸蓋的不同關(guān)鍵位置的二次枝晶間距值,探討通過(guò)檢測(cè)鑄件局部二次枝晶間距的方法,來(lái)判斷鑄造工藝是否使得鑄件實(shí)現(xiàn)順序凝固,并能夠衡量鑄件的局部(難以直接檢測(cè)的位置)機(jī)械性能是否滿(mǎn)足產(chǎn)品的性能設(shè)計(jì)要求。
1 試驗(yàn)方法
1.1 選取的缸蓋類(lèi)型、合金種類(lèi)及基本的鑄造工藝
Ⅰ缸蓋用于我公司批量生產(chǎn)的1.6L/2.0L汽油發(fā)動(dòng)機(jī),如圖1所示。缸蓋毛坯采用金屬型重力鑄造工藝,材料選用鋁合金AlSi7Mg0.3(A356),其化學(xué)成分如表1所示。缸蓋采用半永久模金屬型重力鑄造工藝。

表1 Ⅰ缸蓋使用的鋁合金化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
為了數(shù)據(jù)的可靠性和真實(shí)性,此項(xiàng)研究工作的試驗(yàn)來(lái)源于使用同一鑄造工藝,同一種合金材料,同一生產(chǎn)過(guò)程中連續(xù)澆注的Ⅰ缸蓋毛坯。我們僅對(duì)Ⅰ缸蓋不同取樣位置的二次枝晶間距進(jìn)行研究。
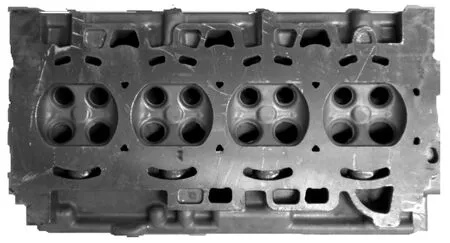
圖1 Ⅰ缸蓋毛坯
1.2 取樣位置
燃燒室處的取樣是參照大多數(shù)產(chǎn)品技術(shù)標(biāo)準(zhǔn)中所規(guī)定的位置進(jìn)行取樣的,一般取燃燒室鼻梁區(qū)和氣門(mén)鼻梁區(qū)位置,見(jiàn)圖2所示;為了研究缸蓋不同位置的凝固順序,火花塞取樣位置如圖3所示。
燃燒室位置具體的取樣要求:從鑄件毛坯表面取深度約5 mm處進(jìn)行測(cè)量;火花塞位置具體取樣要求:解剖面取樣,從加工面取深度1 mm~2 mm處進(jìn)行測(cè)量。
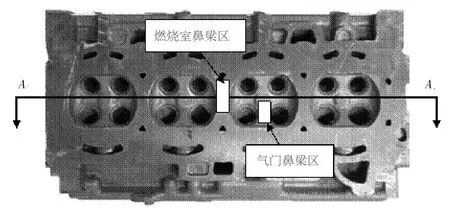
圖2 燃燒室取樣位置
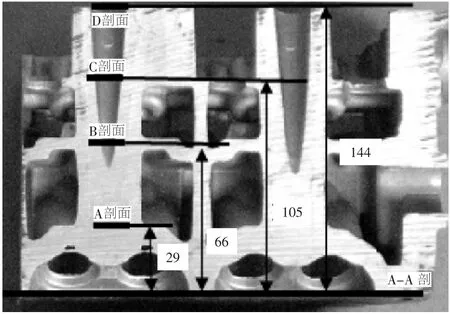
圖3 火花塞孔處取樣位置
1.3 二次枝晶間距的測(cè)量方法
試樣用常規(guī)的金相試樣制備方法研磨和拋光。利用枝晶法計(jì)算二次枝晶間距,如圖4所示,即取一組樹(shù)枝晶,測(cè)量其總長(zhǎng)度,總長(zhǎng)度除以含有的樹(shù)枝晶個(gè)數(shù),再考慮光學(xué)顯微鏡的放大倍數(shù)因素。對(duì)于每個(gè)試樣拍兩組照片(×100),對(duì)于同一試樣取10次測(cè)量結(jié)果取其平均值。
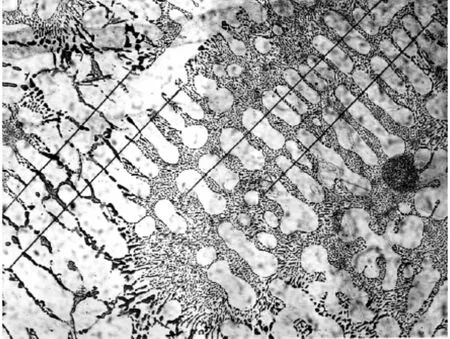
圖4 二次枝晶間距測(cè)量
2. 結(jié)果和討論
2.1 結(jié)果
選取在生產(chǎn)線(xiàn)上正常批量生產(chǎn)的Ⅰ缸蓋5只(連續(xù)生產(chǎn)),按著上述的取樣位置進(jìn)行解剖取樣,然后分別檢測(cè)每塊試樣的SDAS,相同位置的檢測(cè)結(jié)果取平均值,檢測(cè)結(jié)果見(jiàn)表3。
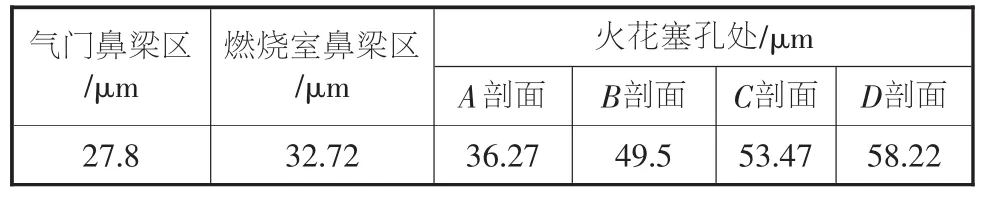
表3 I缸蓋5件關(guān)鍵位置二次枝晶間距平均值
根據(jù)檢測(cè)結(jié)果對(duì)不同位置二次枝晶間距的變化趨勢(shì)進(jìn)行了分析(見(jiàn)圖5),圖中顯示從燃燒室到缸蓋頂部二次枝晶間距的變化情況,氣門(mén)鼻梁區(qū)→燃燒室鼻梁區(qū)→火花塞孔處(A→B→C→D剖面)二次枝晶間距是逐漸增大的。
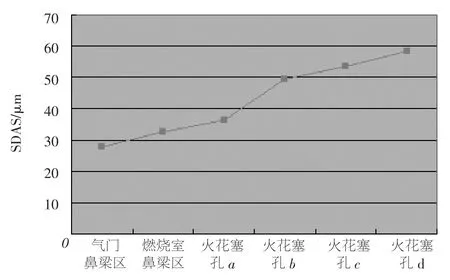
圖5 重力鑄造鋁合金I缸蓋關(guān)鍵位置二次枝晶間距變化曲線(xiàn)
2.2 討論
2.2.1 鑄造工藝
Ⅰ型缸蓋采用的是單邊頂注式澆注系統(tǒng),燃燒室面朝下,在缸蓋頂部開(kāi)設(shè)冒口,見(jiàn)圖6。模具由底模、兩側(cè)模和前后兩端模組成,底模和四個(gè)燃燒室鑲塊都設(shè)置有單獨(dú)的水路進(jìn)行冷卻。

圖6 Ⅰ缸蓋金屬型鑄造澆注系統(tǒng)
充型時(shí),鋁液從底部到頂部逐層充型,最終填滿(mǎn)冒口。由于底模和燃燒室鑲塊都設(shè)置了水冷,對(duì)到達(dá)這些位置的鋁液降溫效果是非常明顯的。而冒口由于其較強(qiáng)的蓄熱能力,使得冒口附近缸蓋頂部的鋁液冷卻較慢。由此分析,這樣缸蓋的凝固過(guò)程是燃燒室→底層→中間位置→頂部,如圖7,基本上實(shí)現(xiàn)了從下到上的順序凝固,致使氣門(mén)間→燃燒層中心→火花塞孔處(A→B→C→D剖面)二次枝晶間距是逐漸增大的,F(xiàn)urer-Wunderlin模型也證實(shí)了這一點(diǎn)。
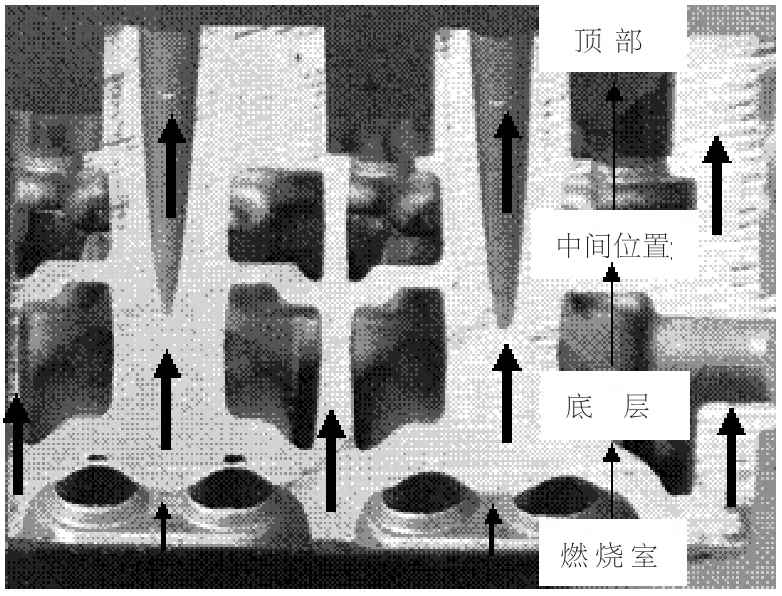
圖7 I缸蓋鋁液充填、凝固順序
Furer和Wunderlin創(chuàng)造了Furer-Wunderlin模型[6],認(rèn)為較小的二次枝晶不斷的熔化,較粗的二次枝晶直徑不斷增加,基于這種模型得出了二次枝晶間距與局部凝固時(shí)間的定量關(guān)系:
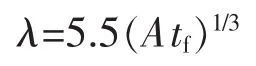
式中:λ——二次枝晶間距,μm;
tf——局部凝固時(shí)間,s;
A——為粗化系數(shù)。
式中:τ——Gibbs-Thompson系數(shù);
DL——液相中的溶質(zhì)擴(kuò)散系數(shù);
CL——液相濃度,mol/L;
CO——是合金液的原始濃度,mol/L;
mL——是液相線(xiàn)斜率;
k——平衡分配系數(shù)。
上式中二次枝晶間距和局部凝固時(shí)間的定量關(guān)系,顯示兩者的關(guān)系是成正比的,即局部凝固所需時(shí)間越長(zhǎng)(凝固速率小),二次枝晶間距越大。
凝固速率是較難直接測(cè)量的一個(gè)數(shù)據(jù),我們可以直接通過(guò)檢測(cè)局部位置的二次枝晶間距的大小來(lái)反推鑄件某位置的凝固速率大小(V=1/tf=166.375A/λ3)。更進(jìn)一步,可以通過(guò)二次枝晶間距來(lái)衡量鑄件凝固順序是否合理,判斷鑄造工藝設(shè)計(jì)是否合理。
2.2.2 機(jī)械性能
鋁合金單鑄試棒的二次枝晶間距(DAS)越小,其機(jī)械性能就越好,這已經(jīng)被很多試驗(yàn)數(shù)據(jù)證實(shí)。Flemings等的研究結(jié)果典型地反映了這種關(guān)系[7],即鋁合金的機(jī)械性能隨著二次枝晶間距的增大而明顯降低,見(jiàn)圖8。
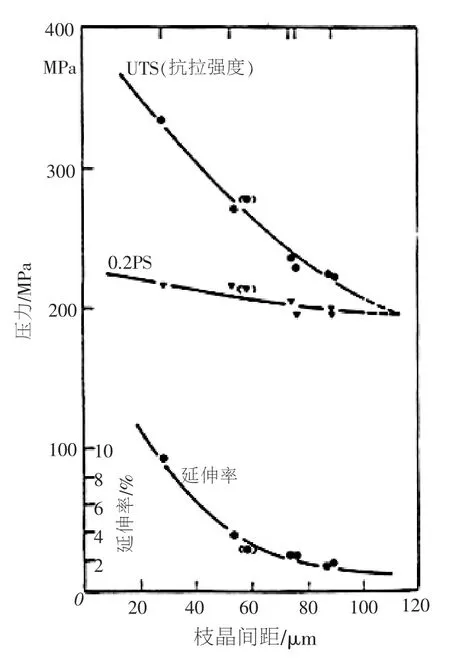
圖8 二次枝晶間距對(duì)AlSi7Mg合金機(jī)械性能的影響
燃燒室是發(fā)動(dòng)機(jī)缸蓋最為關(guān)鍵核心的位置,需要承受高溫和高的爆發(fā)壓力,隨著發(fā)動(dòng)機(jī)技術(shù)的不斷更新發(fā)展,缸內(nèi)直噴(DGI)和渦輪增壓(TCI)等技術(shù)的應(yīng)用,對(duì)缸蓋燃燒室位置的要求會(huì)越來(lái)越高。因此對(duì)材料的(高溫)機(jī)械性能要求也越來(lái)越高,尤其是氣門(mén)鼻梁區(qū)和燃燒室鼻梁區(qū)位置。另外,接近燃燒室的火花塞安裝孔A→D剖面位置對(duì)機(jī)械性能的要求要比氣門(mén)鼻梁區(qū)和燃燒室鼻梁區(qū)位置低,即氣門(mén)鼻梁區(qū)→燃燒室鼻梁區(qū)→火花塞孔處(A→B→C→D剖面)對(duì)應(yīng)處材料的機(jī)械性能要求是從高到低的。因此,根據(jù)Flemings等人的研究結(jié)果,氣門(mén)鼻梁區(qū)→燃燒室鼻梁區(qū)→火花塞孔處(A→B→C→D剖面)這些位置的二次枝晶間距是應(yīng)該逐漸增大的,這與實(shí)際的檢測(cè)結(jié)果一致(見(jiàn)圖5),這說(shuō)明可以通過(guò)限定二次枝晶間距的大小來(lái)衡量鋁合金鑄件局部位置是否滿(mǎn)足設(shè)計(jì)性能的要求。
綜上所述,由于鑄件的結(jié)構(gòu)問(wèn)題,無(wú)法直接檢測(cè)鑄件局部位置的機(jī)械性能,但是可以用二次枝晶間距作為一種判定依據(jù),來(lái)判斷鑄件是否能滿(mǎn)足機(jī)械性能設(shè)計(jì)的要求。
3 結(jié)論
通過(guò)對(duì)金屬型重力鑄造鋁合金缸蓋關(guān)鍵位置二次枝晶間距的研究,得出了以下結(jié)論,對(duì)鑄件的鑄造工藝設(shè)計(jì)和驗(yàn)收標(biāo)準(zhǔn)有著實(shí)際的指導(dǎo)意義:
1)對(duì)于測(cè)量二次枝晶間距值的試樣選取位置不同,對(duì)應(yīng)的凝固速率不同,二次枝晶間距值也就不同,對(duì)于缸蓋鑄件,沿著燃燒室凸臺(tái)向上,即從燃燒室面到頂部的SDAS值是逐漸增大的;
2)鑄件局部的凝固速率是很難測(cè)量的,但可以用二次枝晶間距來(lái)反推鑄件局部的凝固速率,從而判斷鑄造工藝的合理性,并為工藝調(diào)整實(shí)現(xiàn)鑄件順序凝固提供依據(jù);
3)對(duì)于不能對(duì)本體進(jìn)行取樣來(lái)檢測(cè)鑄件局部機(jī)械性能的,可以用二次枝晶間距來(lái)衡量鑄件的機(jī)械性能,從而作為一種判定方法驗(yàn)證鑄造工藝能否滿(mǎn)足鑄件的性能設(shè)計(jì)要求。
[1]張炳榮,王斯勇,王一民.重力鑄造鋁合金發(fā)動(dòng)機(jī)缸蓋的二次枝晶間距研究[J].鑄造技術(shù),2008,29(11):1546-1549.
[2]張炳榮,田身軍,王宏遠(yuǎn).二次枝晶間距和熱處理工藝對(duì)鋁合金發(fā)動(dòng)機(jī)缸蓋機(jī)械性能的綜合影響[J].鑄造技術(shù),2009,30(10):1367-1375.
[3]MI Guo-fa,LIU Xiang-yu,ZHU Zhao-jun.Effects of chill casting processes on secondary den-drite arm spacing and densification of Al-Si-Mg alloy[J].Science Press,Trans.NonferrousMet. Soc.China 2007(17):1012-1017.
[4]Hongjun Ni,Baode Sun,Haiyan Jiang,etc.Ef-fect of JDN-I flux on DAS of A365 alloy at different cooling rate[J].Materials Science and Engineering,2003,A348:1-5.
[5]Marcin Kalka,Janusz Adamiec.Complex pro-cedure for the quantitative description of an Al-Si cast alloy microstructure.Materials Characterization,2006,56:373-378.
[6]李晨希,郭太明,李榮德.二次枝晶臂間距的研究[J].鑄造,2004,53(12):1011-1014.
[7]Bingrong Zhang,Maurizio Garro,Angelo Giglio.Effect of Dendrite Arm Spacing on Mechanical Properties of Aluminum Alloy Cylinder Heads and Engine Blocks[J].SAE international,2004(2):101-110.
[8]Zhang B,Garro M.an,Tagliano C.Dendrite arm spacing in aluminum alloy cylinder heads pro-duced by gravity semi-permanent mold[J].Published by Metallurgical Science and Technology,2003,21(1):3-9.
Research on the Secondary Dendrite Arm Spacing of Key Parts in SPM Cast Aluminum Alloy Cylinder Heads
XIANG Da-wei,ZHANG Bing-rong,TIAN Shen-jun,XU Shuai
(Chery Automobile Co.,Ltd,Engine Engineering Research Institute,Wuhu,Anhui 241009,China)
This work focused on analyzing the secondary dendrite arm spacing of different key positions in one cylinder head under the same normal production process.The result shows that the semi-permanent gravity cast process of cylinder heads met the requirement of the product design.The relationship among the secondary dendrite arm spacing,foundry technology and the product design were discussed.Based on the studying of the solidification sequence in the whole cylinder head casting,the foundry technology and processes were reasonable.
aluminum alloy cylinder heads,key position,secondary dendrite arm spacing
TG146.2+1
A
1674-6694(2010)04-0035-04
2010-07-06
項(xiàng)大偉(1982-),男,本科,研究方向:材料加工工程。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
