釬縫間隙對316L不銹鋼真空釬焊接頭組織的影響
2010-10-30 07:25:18于治水李瑞峰
材料工程 2010年10期
關鍵詞:不銹鋼
于治水,石 昆,言 智,李 軍,李瑞峰
(1上海工程技術大學材料工程學院,上海201620;2華東船舶工業學院材料科學與工程學院,江蘇鎮江212003)
釬縫間隙對316L不銹鋼真空釬焊接頭組織的影響
于治水1,石 昆1,言 智1,李 軍1,李瑞峰2
(1上海工程技術大學材料工程學院,上海201620;2華東船舶工業學院材料科學與工程學院,江蘇鎮江212003)
采用鎳基釬料BNi2+40%BNi5對316L不銹鋼進行真空釬焊。主要通過光學顯微鏡、電子探針顯微分析儀、硬度計等研究了3種釬縫間隙下釬焊接頭的顯微組織、釬縫成分分布以及釬縫顯微硬度。結果表明316L不銹鋼的釬焊接頭主要由固溶體、共晶組織及網狀化合物組成,硼、硅是導致化合物相產生的主要合金元素;隨著釬縫間隙的減小,釬焊接頭中金屬間化合物相的含量逐漸減小,當釬縫間隙為30μm時,接頭組織基本為固溶體。
316L不銹鋼;真空釬焊;鎳基釬料
隨著航空、航天、石油等行業的發展,對不銹鋼及其接頭的使用提出了更高的要求,316L不銹鋼因具有良好的耐腐蝕性、抗氧化性與焊接性,成為工業上使用最廣泛的材料之一[1]。針對不銹鋼釬焊,采用鎳基釬料BNi2進行真空釬焊時,由于釬料中有較多的降熔元素B,易產生溶蝕、晶界滲透脆化等現象,導致釬焊接頭耐腐蝕能力較低、塑性和強度不高,構成釬焊接頭內部微觀隱患,影響實際結構的耐腐蝕性能及使用壽命[2-4]。而采用BNi5釬料進行真空釬焊時,釬料中主要降熔元素為Si,因此其熔點相對BNi2釬料要高,且由于Si元素原子直徑較大,擴散速度慢,因此易在釬縫中央形成連續的脆性相[5]。
由于不同成分、不同熔點的釬料組分的適當組合可以調節釬料的熔化特性、黏度等工藝特性,從而改善釬焊接頭性能,為此,采用BNi2+40%BNi5復合釬料對316L不銹鋼進行真空釬焊[6]。研究發現合理的釬縫間隙可以減少釬料對母材的溶蝕并顯著提高接頭性能[7-9]。選取代表大間隙 100μm、中等間隙60μm和小間隙30μm的三種釬縫間隙;根據釬料熔化區間選取釬焊溫度為1140℃;保溫時間取10min,略長于傳統釬焊以確保釬料與母材中元素進行充分擴散。對釬焊接頭的顯微組織、成分分布進行分析,以求找到釬焊間隙對接頭組織性能的影響從而延長不銹鋼釬焊接頭使用壽命。
1 實驗
1.1 實驗材料與方法
本實驗中母材是316L不銹鋼,化學成分如表1所示,釬料選用質量比為60∶40的BNi2與BNi5釬料,二者的化學成分如表2所示。

表1 316L不銹鋼化學成分Table 1 Composition of 316L base alloy

表2 BNi2和BNi5釬料的化學成分及其熔化溫度Table 2 Composition and melting point of the BNi2 and BNi5 filler
釬焊實驗采用 K JL-1型多功能科教真空釬焊爐,釬焊前首先對實驗母材進行磨光清洗,試樣尺寸為20mm×10mm×2mm,后將兩塊母材置成搭接接頭,在母材兩端加入100,60,30μm的Ni箔片調節釬縫間隙,并且將鎳箔片與母材進行點焊以固定搭接接頭,加入混合釬料并用乙酸丁酯將釬料進行固定,最后放進真空釬焊爐中進行釬焊,金相試樣裝配示意圖如圖1所示。
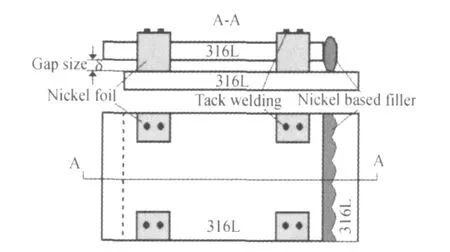
圖1 金相試樣裝配示意圖Fig.1 Scheme of specimen for metallographical analysis
釬焊溫度為1140℃,保溫時間為10min,當試樣加熱溫度達到釬焊溫度時將進行一段時間的保溫擴散處理然后隨爐冷卻至室溫。釬焊后試樣取出進行研磨、拋光及腐蝕處理。
1.2 分析測試
通過VHX-600型超景深金相顯微鏡對接頭組織進行觀察;采用FEOL J XA-100型電子探針顯微分析儀EPMA進行形貌觀察和接頭的元素成分分析;利用HXD-1000 TMC型顯微硬度計對接頭進行顯微硬度測試,載荷為0.245N,加載15s,取3點平均值。
2 結果與討論
2.1 釬縫間隙為100μm的釬焊接頭顯微組織及成分
圖2所示為釬焊溫度1140℃、釬縫間隙為100μm的釬焊接頭組織及沿垂直接頭方向所做的X射線波譜面掃描。
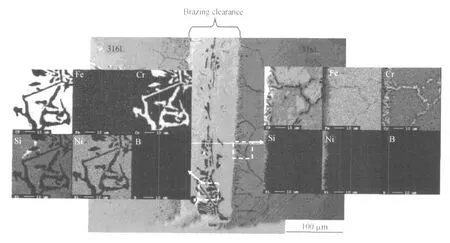
圖2 釬縫間隙為100μm的316L不銹鋼釬焊接頭組織形貌及X射線面掃描Fig.2 Microstructure and X-ray map scan of 316L stainless steel joints brazed with brazing clearance of 100μm
從圖2可見接頭由3部分組成:①位居接頭中心的非等溫凝固區(Athermally Solidified Zone,ASZ),這部分區域由連續共晶和金屬間化合物組織組成,此區域的形成是由于等溫凝固不完全造成的;②與釬縫界面平行的等溫凝固區(Isothermally Solidified Zone,ISZ),主要由γ-Ni(Fe)固溶體組織組成,此區域的形成是等溫凝固過程的結果;③釬縫與母材界面處的擴散影響區(Diffusion-affected zone,DAZ),主要由硼化物組成,這是由于硼沿母材晶界擴散而與晶界上金屬如鉻等生成晶間化合物相。
圖3(a)為沿垂直于釬縫間隙為100μm的釬焊接頭所做的X射線波譜線掃描及特征點分析,圖3(b)為線掃描分析結果。從圖3(a)可以看出,從擴散影響區至等溫凝固區鎳和硅的含量逐漸增多,鐵和鉻逐漸減少,這是由于釬料與母材中的硅、硼、鐵、鉻在等溫凝固過程中進行了互擴散;在非等溫凝固區檢測到有硅、鉻、硼的峰值分布,這是由于在形成γ-Ni固溶體的同時,從等溫凝固區域向接頭中心熔化的中間層排出了鉻、硅、硼等富余元素,在接頭中心生成了共晶組織及金屬間化合物。表3為特征點分析結果,在位置1和4即圖3(a)所示的黑色化合物內生成的是Cr-B金屬間化合物相,而在位置2,3即Cr-B化合物間隙內則主要成分為鎳,并含有少量硅和鉻,這說明在此區域內主要生成的是富硅及富鉻的鎳基固溶體相;位置5即為等溫凝固區,由表3可知,此區域元素分布主要為鎳和鐵,另有少量硅,這說明在此區域主要生成的是Ni-Fe固溶體以及少量富硅的Ni基固溶體相;另外,在圖3中擴散影響區也檢測到了硼、鉻元素的峰值分布,這是由于在等溫凝固過程中固溶體形成時富余元素硼、硅等向液態中間層排出的同時也向母材進行擴散,從表3可知6,8位置主要成分為鐵,還有少量的鎳、鉻等,這說明在此處主要生成的是Fe-Ni-Cr固溶體相;在位置7即沿晶界擴散處檢測到鉻、鐵及硼,這說明沿母材晶界擴散的硼與鉻生成了Cr-B化合物相。
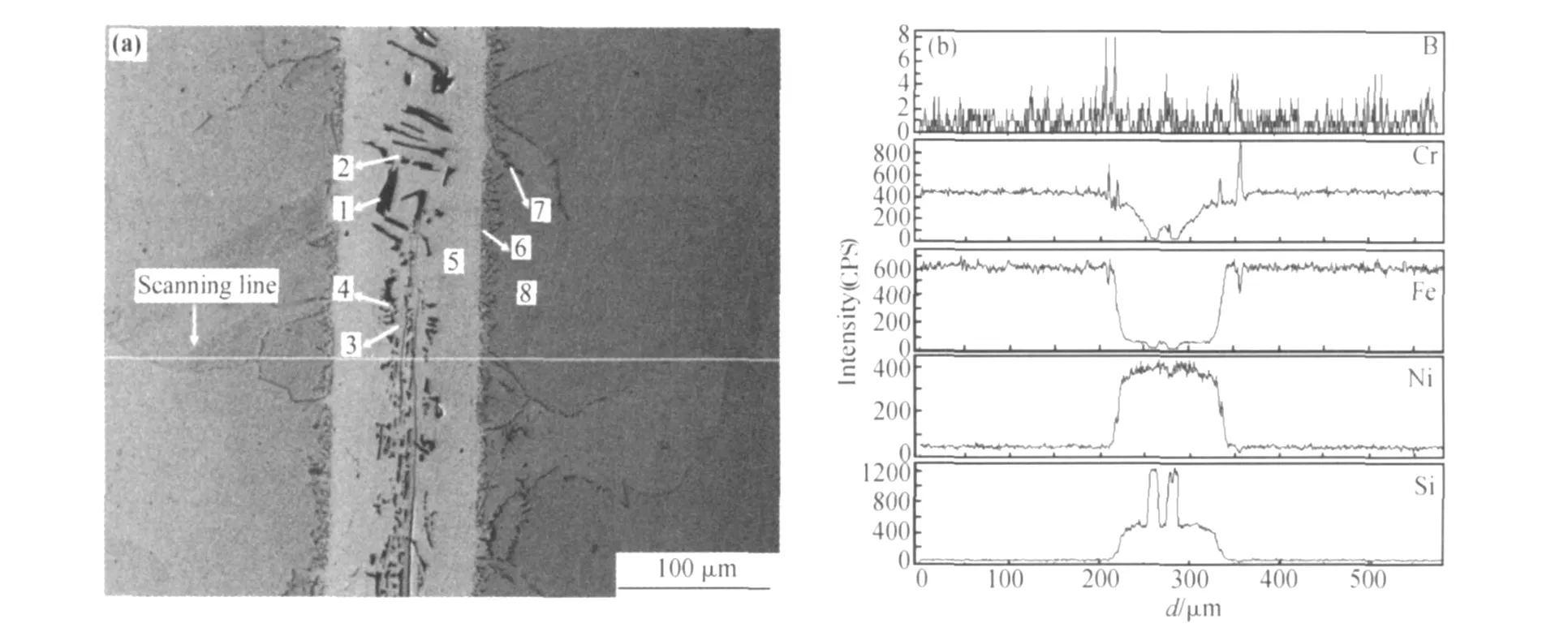
圖3 釬縫間隙為100μm的316L不銹鋼釬焊接頭X射線線掃描及特征點(a)以及線掃描分析結果(b)Fig.3 Electron microprobe analysis(X-ray line scan)and characteristic points(a)and the results(b)of 316L stainless steel joints brazed with brazing clearance of 100μm

表3 釬縫間隙為100μm的316L不銹鋼釬焊接頭特征點成分Table 3 Characteristic points composition distribution of 316L stainless steel joints brazed with 100μm brazing clearance
從圖2中的面掃描分析可以看出在接頭中心即ASZ區不規則黑色化合物中鉻的含量較多,還可發現少量硼的存在,結合表3中位置1元素成分分布說明此區域生成了Cr-B金屬間化合物相;在Cr-B化合物相間隙發現有硅的存在,由于此區域鎳的含量很多,結合表3中位置2元素成分分布可推測此處生成了Ni-Si化合物相。在DAZ區可以看出在釬縫邊界靠近接頭附近有鐵的分布,而在靠近母材區域有硅、鎳的分布,這說明在等溫凝固過程中發生了釬料與母材元素的互擴散;另外可以看出鉻主要分布在母材晶界條紋上,結合表3中位置7可以得出在此處生成了Cr-B化合物相,這也進一步印證了釬料中的硼是沿著母材晶界進行擴散的,并與晶界中的鉻生成了晶間化合物相。
為了確認三種釬焊間隙下接頭中生成的物相種類,借助X射線衍射儀對接頭進行物相組成分析。圖4所示為釬焊溫度1140℃、釬縫間隙為100μm的釬焊接頭X射線衍射分析結果。從圖4中可以看出,當釬焊間隙為100μm時,接頭中心化合物主要為 CrB,Cr2B等鉻硼化合物相,另外還存在Ni3B,Fe0.64Ni0.36等鎳硼、鐵鎳化合物相,與上述分析相一致。
2.2 釬縫間隙對不銹鋼釬焊接頭的影響
圖5是釬焊溫度為1140℃,釬縫間隙為60,30μm的316L不銹鋼釬焊接頭微觀組織圖。結合圖2可以發現,隨著釬縫間隙的減小非等溫凝固區面積逐漸減小。從圖5(b)中還可以看出當釬縫間隙為30μm時,接頭全部由γ-Ni固溶體組織組成,這說明在此間隙下,接頭的等溫凝固過程已完全進行。以上現象是由于隨著釬縫間隙的減小,釬料中元素在等溫凝固過程中的擴散路徑也隨之縮短,因此在相同的釬焊溫度及釬焊保溫時間下得以充分的向母材進行擴散,縮短了等溫凝固過程所需的時間。另外,從圖5(a)接頭中心面掃描分析可見,黑色Cr-B化合物相較釬縫間隙為100μm有所減少,相對的Ni-Si化合物相有所增加,這主要是由于硼相對硅的原子半徑很小并且其擴散率相對硅較大,因此其在等溫凝固過程中擴散速率要快于硅,從而使接頭中心富余硅元素,與鎳生成富硅的固溶體相。因此,減小釬縫間隙不但可以避免接頭金屬間化合物及晶間化合物相的生成,還可以使釬料與母材元素之間的擴散更為充分,使釬焊接頭與母材成分及性能更為接近。
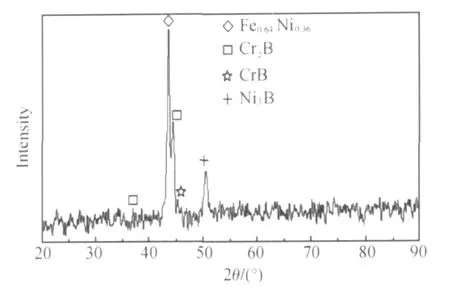
圖4 釬焊溫度1140℃、釬縫間隙為100μm的釬焊接頭X射線衍射分析結果Fig.4 The XRD patterns examined analyzing the surface of brazed joints at 1140 ℃for 15min with the gap size of 100μm
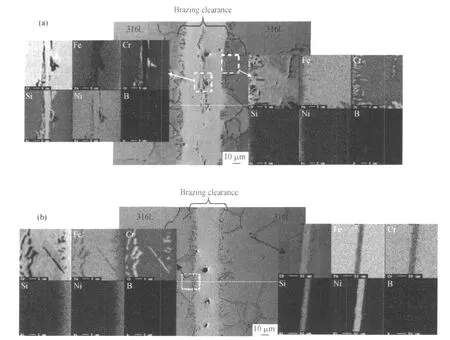
圖5 釬縫間隙為60μm(a)和30μm(b)的316L不銹鋼釬焊接頭微觀組織及成分分布Fig.5 Microstructure and electron microprobe analysis(X-ray map scan)of 316L stainless steel joints brazed with brazing clearance of 60μm(a)and 30μm(b)
2.3 不同釬縫間隙的接頭硬度分布
圖6所示為三種釬縫間隙下的316L不銹鋼釬焊接頭顯微硬度分布情況。由圖6可見,釬縫間隙為100μm時,等溫凝固區的固溶體組織硬度較低,隨著向非等溫凝固區的靠近硬度逐漸增高,在接頭中心達到最高值,為850MPa左右,說明生成了大量脆性金屬間化合物及共晶組織,另外在擴散影響區也出現了一個小的峰值,這是由于硼與母材晶界中元素生成化合物的原因;釬縫間隙為60μm時的情況與100μm的情況類似,但可以看到在接頭內硬度相對100μm明顯減小,在接頭中心的顯微硬度值為340MPa,說明化合物已減少;當釬縫間隙減小到30μm時,接頭中顯微硬度進一步減小,主要成分為固溶體組織。另外,3種釬縫間隙下擴散影響區的顯微硬度值比較接近,這說明釬料中元素向母材進行擴散的過程中與其他元素生成了化合物相。
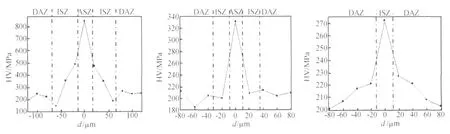
圖6 釬縫間隙為100μm(a),60μm(b)及30μm(c)的316L不銹鋼釬焊接頭顯微硬度分布Fig.6 Micro-hardness profiles for 316L stainless steel joints brazed with brazing clearance of 100μm(a),60μm(b)and 30μm(c)
3 結論
(1)用鎳基釬料釬焊316L不銹鋼時,接頭主要由非等溫凝固區金屬間化合物及共晶組織、等溫凝固區γ-Ni固溶體組織及擴散影響區網狀組織組成,硼、硅是導致化合物相產生的主要元素。
(2)釬焊接頭中金屬間化合物主要是由Cr-B,Ni-B,Ni-Si化合物組成;在母材擴散影響區出現的網狀組織成分主要為Cr-B化合物。
(3)隨著釬縫間隙的減小,接頭中心化合物逐漸減少同時釬料中元素沿母材晶界擴散距離逐漸增加,三種釬縫間隙的接頭顯微硬度分布均顯現先升高后降低的趨勢。當釬縫間隙為30μm時,接頭組織基本為綜合性能良好的固溶體組織。
[1] SRINIVASAN G,BHADURI A K,RAY S K,et al.Vacuum brazing of Inconel 600 sleeve to 316L stainless steel sheath of mineral insulated cable[J].Journal of Materials Processing Technology,2008,198(1-3):73-76.
[2] J IANG W C,GONGJ M,TU S T.Effect of holding time on vacuum brazing for a stainless steel plate-fin structure[J].Materials and Design,2010,31(4):2157-2162.
[3] JIANG W C,GONG J M,TU S T.A new cooling method for vacuum brazing of a stainless steel plate-fin structure[J].Materials and Design,2010,31(1):648-653.
[4] OU C L,LIAW D W,DU Y C.Brazing of 422 stainless steel using the AWS classification BNi-2 braze alloy[J].Journal of Materials Science,2006,41(19):6353-6361.
[5] GRUSHKO B,WEISS B Z.The BNi-5-Inconel 718“binary”system[J].Materials Science and Engineering,1985,74(1):19-27.
[6] PHILIPS N R,LEVI C G,EVANS A G.Mechanisms of microstructure evolution in an austenitic stainless steel bond generated using a quaternary braze alloy[J].Metallurgical and Materials Transactions A,2008,39(1):142-149.
[7] OU C L,SHIUE R K.Microstructural evolution of brazing 422stainless steel using the BNi-3 braze alloy[J].Journal of Materials Science,2003,38(11):37-46.
[8] WU X W,CHNADEL R S,SEOW H P,et al.Wide gap brazing of stainless steel to nickel-based superalloy[J].Journal of Materials Processing Technology,2001,113(1):215-221.
[9] YUAN XJ,KIM M B.Characterization of transient-liquid-phasebonded joints in a duplex stainless steel with a Ni-Cr-B insert alloy[J].Materials Characterization,2009,60(11):1289-1297.
Effect of Brazing Clearance on the Vacuum Brazed Joint Microstructure of 316L Stainless Steel
YU Zhi-shui1,SHI Kun1,YAN Zhi1,LI Jun1,LI Rui-feng2
(1 Department of Materials Engineering,Shanghai University of Engineering Science,Shanghai 201620,China;2 East China Shipbuilding Institute,Department of Materials Science and Engineering,Zhenjiang 212003,Jiangsu,China)
Vacuum brazing with nickel-based filler metal BNi2+40%BNi5 was carried out for brazing of 316L stainless steel.Microstructure of joints brazed,element distribution and micro-hardness are evaluated under different brazing clearance by optical microscope,electron probe microanalyzer and micro-hardness meter.The results show that joints brazed consists of solid solutions,eutectic structures and meshwork compounds,boron and silicon are the main compounds formed elements in joints brazed;the mounts of intermetallic compounds decreased with the decrease of the brazing clearance,the microstructure of the joints brazed is mainly solid solution when the brazing clearance is 30μm.
316L stainless steel;vacuum brazing;nickel-based filler
TG454
A
1001-4381(2010)10-0077-05
2010-06-20;
2010-07-17
于治水(1960—),男,教授,博士,主要研究方向為新材料連接技術,聯系地址:上海工程技術大學材料工程學院(201620),E-mail:yu_zhishui@163.com
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16