Sn2.5Ag0.7CuxRE釬料時效焊點界面IMC研究
2010-10-30 07:23:42張柯柯韓麗娟王要利祝要民河南科技大學材料科學與工程學院河南洛陽47003平高集團有限公司河南平頂山46700
材料工程 2010年10期
張柯柯,韓麗娟,王要利,張 鑫,祝要民(河南科技大學材料科學與工程學院,河南洛陽47003;平高集團有限公司,河南平頂山46700)
Sn2.5Ag0.7CuxRE釬料時效焊點界面IMC研究
張柯柯1,韓麗娟2,王要利1,張 鑫1,祝要民1(1河南科技大學材料科學與工程學院,河南洛陽471003;2平高集團有限公司,河南平頂山467001)
以Sn2.5Ag0.7CuxRE/Cu釬焊為研究對象,借助于掃描電鏡和X衍射檢測手段,研究了二硫化鉬介質下時效焊點界面IMC組織結構特征及生長行為。實驗結果表明:時效焊點界面Cu6Sn5IMC呈現由波浪狀→扇貝狀→層狀的形態變化。焊點界面Cu6Sn5和Cu3Sn IMC的生長厚度與時效時間平方根呈線性關系,Cu6Sn5IMC具有較小的生長激活能、較大的生長系數。添加0.1%(質量分數)RE時,界面Cu6Sn5和Cu3Sn IMC的生長激活能最大,分別為81.74 kJ/mol和92.25 kJ/mol,對應焊點剪切強度最高。
Sn2.5Ag0.7CuxRE釬料;焊點;時效;金屬間化合物;生長
隨著人們環保意識的增強及電子產品向小型化、輕量化和多功能化的發展,開發出可以替代SnPb釬料且具有更高性能的無鉛釬料,已成為表面組裝用釬料研究的熱點[1]。SnAgCu系釬料合金作為SnPb釬料最有潛力的替代品之一,添加其他合金元素降低Ag含量以減少制造成本,是發展方向[1-3]。SnAgCuRE系釬料合金及其焊點具有較好的綜合性能,已成為我國獨具特色的無鉛釬料合金系。界面區金屬間化合物(IMC)層作為構成焊點的重要區域,在服役過程中的行為直接影響著焊點的可靠性[4-6]。研究SnAgCuRE系釬料焊點在時效過程中界面區IMC行為,對開發我國獨具特色的無鉛釬料合金系有借鑒意義和指導作用。
迄今為止,人們已經研究了SnPb釬料在Cu基體上的界面反應及其時效焊點IMC的生長行為[6,7],但有關低銀SnAgCuRE系釬料合金焊點在服役過程中的界面IMC行為鮮見報道[2]。本工作以 Sn2.5Ag 0.7CuxRE/Cu釬焊焊點為研究對象,借助于掃描電鏡(SEM)和X衍射等現代理化檢測手段,研究了二硫化鉬介質下時效焊點界面IMC組織結構特征及生長行為。
1 實驗材料及方法
在非自耗電爐 ZHW-600A中制備實驗用Sn2.5Ag0.7CuxRE釬料合金。釬焊接頭采用搭接接頭,試樣尺寸如圖1所示。釬焊母材為紫銅板,釬劑采用22%ZnCl2+2%N H4Cl水溶液,爐中釬焊。

圖1 釬焊試樣尺寸 (單位:mm)Fig.1 Specimen size of solder joint(unit:mm)
為保證時效實驗不受氧化等問題的干擾,釬焊后時效實驗在85,125,150℃的二硫化鉬氣氛中進行,時效時間取50,100,200,500h。將時效焊點沿縱向剖開,用4%硝酸酒精溶液侵蝕,用JSM-5610LV掃描電鏡(SEM)觀察時效過程中Sn2.5Ag0.7CuxRE/Cu焊點界面區IMC組織形貌特征,采用AutoCAD軟件計算界面區IMC層的總面積以獲取相應的IMC層平均厚度。時效焊點剪切實驗在AG-I 250 kN萬能材料試驗機上沿平行于釬縫方向進行室溫拉伸完成,拉伸速率為1mm/min。為確定時效焊點界面區的相結構,在焊點中截取4mm×10mm×2mm的試樣,在D8 ADVANCE型X射線衍射儀上進行物相分析,X衍射實驗示意圖如圖2所示,其中加速電壓為40 kV,電流為 40 mA,掃描范圍為 12~90°。
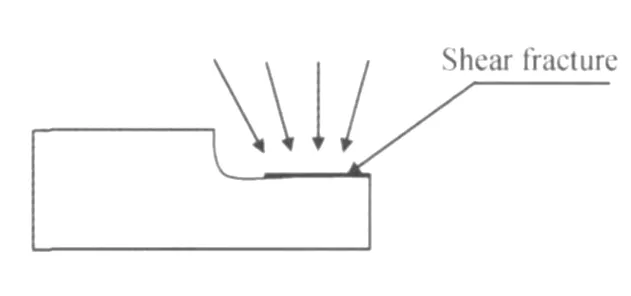
圖2 剪切斷口的X射線衍射實驗示意圖Fig.2 Scheme of X-ray diffraction test for shear fracture
2 結果與討論
2.1 時效焊點接頭區組織
圖3是Sn2.5Ag0.7CuxRE/Cu時效焊點接頭區顯微組織及界面區Cu6Sn5顆粒表面形貌。由圖3可見,焊點接頭區由Cu基體、界面區和釬縫三部分組成。
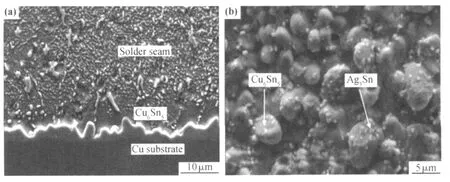
圖3 Sn2.5Ag0.7Cu0.1RE/Cu時效焊點界面區SEM照片(a)釬焊接頭;(b)界面區橫截面表面組織形貌Fig.3 SEM photograph of interfacial zone of Sn2.5Ag0.7Cu0.1RE/Cu solder joint at aging(a)solder joint;(b)the surface morphology of the interfacial zone at cross section
釬縫組織包括初生相β-Sn和共晶組織。共晶組織包括顆粒狀β-Sn+Cu6Sn5、針狀β-Sn+Ag3Sn二元共晶組織和β-Sn+Cu6Sn5+Ag3Sn三元共晶組織。隨著時效時間的延長,釬縫原子發生了擴散、溶解,Cu6Sn5相由較大棒狀向圓形或橢圓形轉變,針狀Ag3Sn相形態變化不明顯,二者均呈彌散分布。
圖4為 Sn2.5Ag0.7Cu0.1RE/Cu時效焊點的XRD衍射圖譜,結合斷口能譜分析結果,界面區IMC主要由Cu3Sn和Cu6Sn5組成。Cu6Sn5分布在靠近釬縫一側,呈波浪狀形態顏色較淺,厚度在幾個微米;界面區Cu6Sn5IMC顆粒表面形貌多為圓形,其表面上有納米級的Ag3Sn顆粒,如圖3(b)所示。Cu3Sn分布在靠近Cu基體一側,厚度較薄顏色較深,不易被觀察到。與焊后接頭界面區的Cu3Sn IMC相比,時效后焊點界面區的Cu3Sn IMC厚度有所增加,其原因是長時間時效過程中焊點近釬縫側的Sn原子與基體中Cu原子相互擴散所致。
2.2 時效焊點界面區IMC生長動力學
2.2.1 界面區IMC生長行為
釬焊時,熔融釬料與基體Cu反應直接生成波浪狀Cu6Sn5IMC,在界面區近釬縫側形成波浪狀Cu6Sn5IMC,這有利于Cu,Sn原子擴散發生界面反應[1]。由于Sn原子的持續擴散受阻而使Cu原子過剩,使界面區近基體Cu一側形成薄層狀Cu3Sn IMC。對于稀土含量較高(RE>0.5%)的 Sn2.5Ag0.7CuxRE/Cu焊點,界面區還可觀察到 Kirkendall孔洞,這會影響焊點的性能。
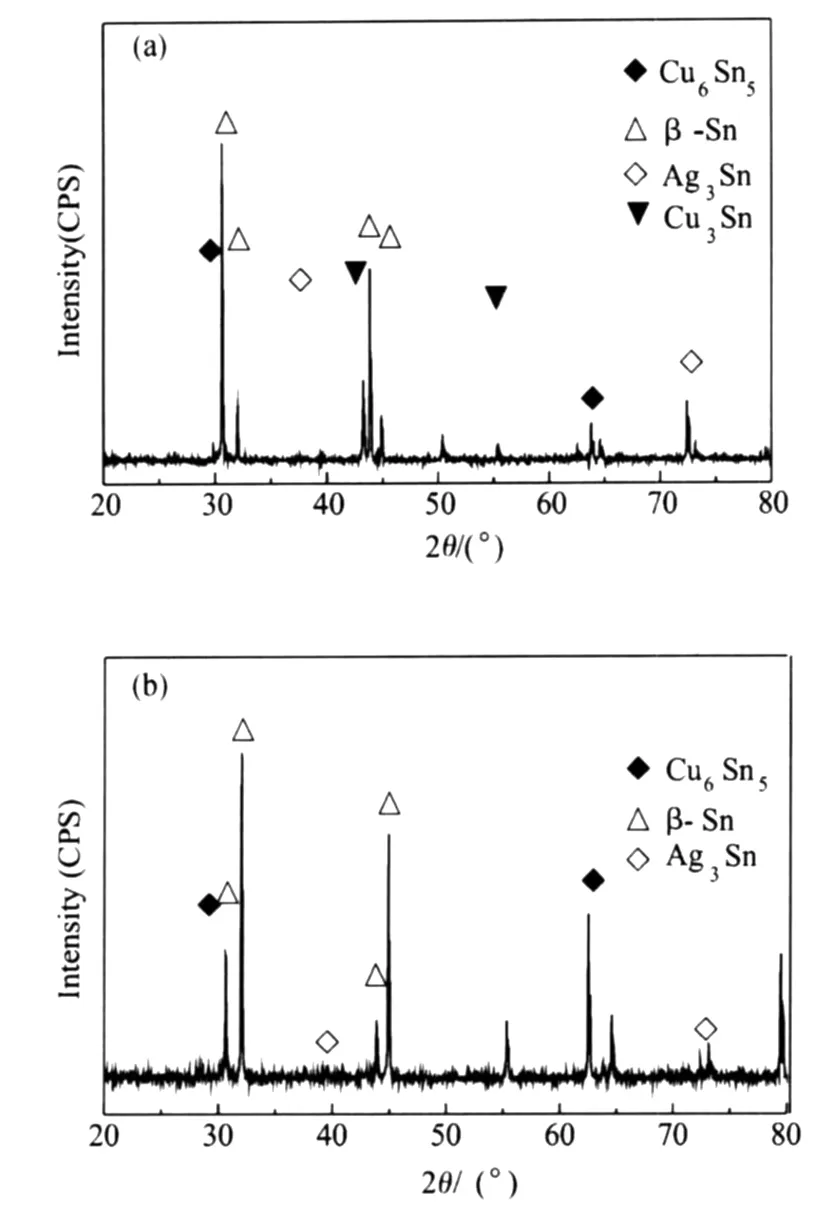
圖4 Sn2.5Ag0.7Cu0.1RE/Cu焊點XRD圖譜(a)時效后;(b)釬料合金Fig.4 XRD pattern of Sn2.5Ag0.7Cu0.1RE/Cu solder joint(a)after aging;(b)soldering alloy
伴隨著長時間的時效,焊點界面區發生了Cu,Sn原子互擴散,相應地界面區IMC組織結構形態也發生了如下變化:
(1)Cu3Sn IMC形態變化不大;在較高溫度時效時,界面Cu6Sn5IMC呈現明顯的由波浪狀→扇貝狀→層狀形態的變化。
(2)Cu6Sn5和 Cu3Sn IMC呈不同程度生長,Cu6Sn5IMC生長速度明顯高于Cu3Sn IMC的。圖5是Cu6Sn5和Cu3Sn IMC層厚度與時效時間的關系曲線,圖中每個點為界面三個不同區域IMC厚度的平均值。從圖5可見,Cu6Sn5和Cu3Sn IMC層生長厚度與時效時間的平方根呈線性關系,可用公式(1)表述,這表明 Sn2.5Ag0.7CuxRE/Cu時效焊點界面區Cu6Sn5和 Cu3Sn IMC的生長受擴散機制控制;Cu6Sn5IMC層生長系數K大于 Cu3Sn IMC層,即Cu6Sn5IMC生長速度明顯高于Cu3Sn IMC的。這是由于在釬焊時界面區已形成一定厚度連續致密的Cu6Sn5IMC,時效時近釬縫一側的Sn原子很難穿越界面區Cu6Sn5IMC層而擴散到Cu基體一側,從而明顯延緩Cu3Sn IMC生長;Cu6Sn5和Cu3Sn IMC層生長系數均隨時效溫度升高而增大,如85℃比150℃時效時生長系數小1~2個數量級,這與文獻[8]研究結果相一致的。赫虎等人[9]指出,SnAgCuRE系釬料合金中RE的包覆作用有利于抑制界面區IMC的增長速率。研究表明,添加0.1%RE的 Sn2.5Ag0.7Cu0.1RE/Cu時效焊點界面區Cu6Sn5和Cu3Sn IMC生長速度較Sn2.5Ag0.7Cu/Cu焊點的慢。
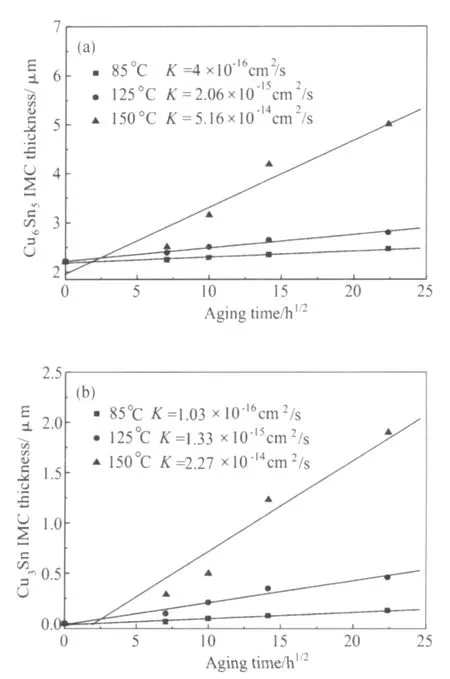
圖5 Sn2.5Ag0.7Cu0.1RE/Cu界面IMC厚度與時效時間關系(a)Cu6Sn5金屬間化合物;(b)Cu3Sn金屬間化合物Fig.5 Relationship curve between the interfacial IMCs thicknessof Sn2.5Ag0.7Cu0.1RE/Cu solder joint and aging time(a)Cu6Sn5IMC;(b)Cu3Sn IMC

式中:X是時效過程中 IMC層厚度(cm);X0是時效前IMC層厚度(cm);K是IMC層生長系數(cm2/s);t是時效時間(s)。
時效過程中焊點界面區IMC組織形態結構的變化勢必會影響其焊點性能。圖6為時效時間對Sn2.5Ag0.7CuxRE/Cu焊點剪切強度的影響。從圖6可見,焊點剪切強度由時效初的快速降低漸趨于平緩。這反映界面區IMC生長尤其是Cu6Sn5IMC生長較快對焊點可靠性不利。比較而言,添加0.1%RE的Sn2.5Ag0.7Cu0.1RE/Cu焊點界面區Cu6Sn5和Cu3Sn IMC生長速度較慢,具有較高的焊點剪切強度。同樣,隨時效溫度升高,焊點剪切強度下降。隨時效時間延長和時效溫度升高,剪切斷口也由韌性斷裂逐漸向韌性+脆性斷裂相結合的方式轉變。時效溫度對Sn2.5Ag0.7Cu0.1RE/Cu焊點剪切斷口形貌的影響見圖7。由圖7可見,時效溫度升高,剪切斷口中韌窩明顯減少,剪切斷口由韌性斷裂向韌性+脆性斷裂相結合的斷裂方式轉變。
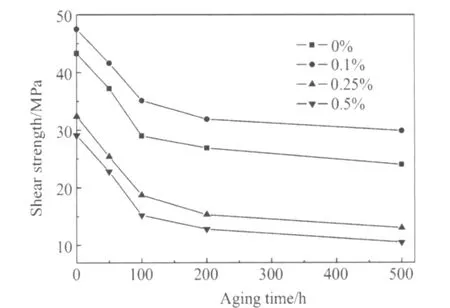
圖6 時效時間對Sn2.5Ag0.7CuxRE/Cu焊點剪切強度影響Fig.6 Effect of aging time on the shear strength of Sn2.5Ag0.7CuxRE/Cu solder joint
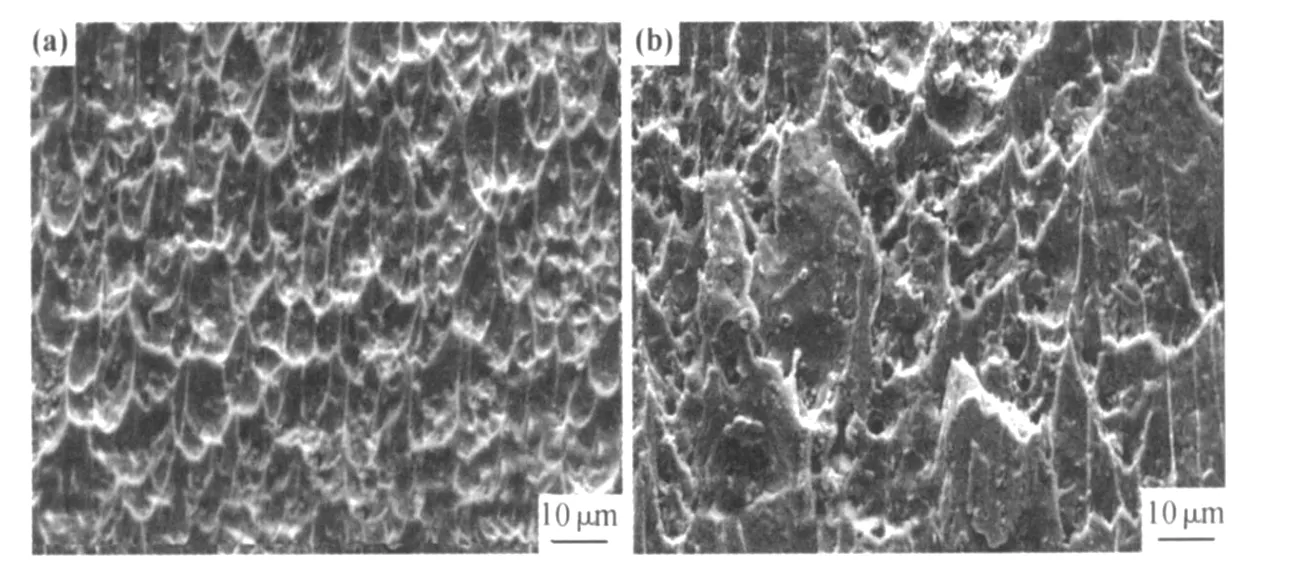
圖7 時效溫度對Sn2.5Ag0.7Cu0.1RE/Cu焊點剪切斷口影響(a)85℃,200h;(b)125℃,200hFig.7 Effect of aging temperature on the shear strength of Sn2.5Ag0.7Cu0.1RE/Cu solder joint(a)85℃,200h;(b)125℃,200h
2.2.2 界面區IMC生長激活能
時效過程中Sn,Cu原子的互擴散導致焊點界面區Cu6Sn5和Cu3Sn IMC的生長。焊點界面 IMC的結構形態與其可靠性密切相關。為研究時效焊點界面區Cu6Sn5和Cu3Sn IMC的生長情況,引入了 IMC生長激活能概念,具體由Arrhenius關系式[10]確定。

式中:K是焊點界面區IMC生長系數(cm2/s);A是界面區IMC生長常數(cm2/s);Q是界面區IMC生長激活能(kJ/mol);R是理想氣體常數(kJ/mol);T是絕對溫度(K)。
將公式(2)兩邊取對數,Q值可由ln(K)-1/T曲線斜率求得,Sn2.5Ag0.7Cu0.1RE的Arrhenius曲線見圖8所示。

圖8 lnK與1/T曲線Fig.8 Curve between lnKand 1/T
由圖8可見,對于 Sn2.5Ag0.7CuxRE/Cu時效焊點,Cu6Sn5IMC具有較小的生長激活能,這表明在時效過程中焊點界面區Cu6Sn5IMC具有較大的生長系數,更易長大,厚度較大。當時效焊點界面區Cu6Sn5IMC較厚時,其相應的剪切強度不高。這說明在時效過程中界面區Cu6Sn5IMC結構形態對焊點可靠性影響更大。進一步研究表明,當 RE添加量為0.1%時,焊點界面區Cu6Sn5和Cu3Sn IMC生長激活能最大,分別為81.74kJ/mol和92.25kJ/mol,對應的焊點剪切強度最高,這反映添加0.1%RE時能夠抑制界面區Cu6Sn5和Cu3Sn IMC尤其是Cu6Sn5IMC的生長,能有效改善時效焊點的可靠性。這一研究結果對改善和提高SnAgCuRE系無鉛焊點的可靠性有借鑒意義和指導作用。
3 結論
(1)Sn2.5Ag0.7CuxRE/Cu時效焊點界面Cu6Sn5IMC呈現由波浪狀→扇貝狀→層狀的形態變化,界面Cu6Sn5和Cu3Sn IMC的生長厚度與時效時間平方根呈線性關系。
(2)Sn2.5Ag0.7CuxRE/Cu時效焊點 Cu6Sn5IMC具有較小的生長激活能、較大的生長系數。添加0.1%RE時,界面Cu6Sn5和Cu3Sn IMC的生長激活能最大,分別為81.74kJ/mol和92.25kJ/mol,對應的焊點剪切強度最高。
(3)隨時效時間延長和時效溫度升高,焊點剪切斷口由韌性斷裂向韌性+脆性斷裂方式轉變。
[1] SUGANUMA K.無鉛焊接技術[M].寧曉山,譯.北京:科學出版社,2004.
[2] 張柯柯,王要利,樊艷麗,等.微量RE及環境條件對Sn-Ag-Cu釬焊接頭蠕變斷裂壽命的影響[J].稀有金屬材料與工程,2007,36(8):1473-1476.
[3] 張柯柯.特種先進連接方法[M].哈爾濱:哈爾濱工業大學出版社,2007.
[4] VIANCO P T,REJ ENT J A.Solid-state intermetallic compound layer growth between copper and Sn-3.9Ag-0.6Cu solder[J].Journal of Electronic Materials,2004,33(9):990-1004.
[5] MA X,WANG F J,QIAN Y Y,et al.Development of Cu-Sb inter-metallic compound at Pb-free solder/Cu joint interface[J].Materials Letters,2003,57:3361-3365.
[6] 王燁,黃繼華,張建剛,等.Sn-3.5Ag-0.7Cu/Cu界面的顯微結構[J].中國有色金屬學報,2006,16(3):495-499.
[7] LEE Y G,DUH J G.Characterizing the formation and growth of intermetallic compound in the solder joint[J].Materials Science,1998,33(23):5569-5572.
[8] 程從前,趙杰,楊朋,等.Sn-3Ag/Cu焊點在釬焊和時效中IMC的生長和晶體取向分析[J].材料熱處理學報,2006,27(4):82-86.
[9] 赫虎,田君,史耀武,等.SnAgCuY釬料高溫時效過程中的顯微組織演化[J].電子元件與材料,2006,25(2):52-54.
[10] VIANCO P T,HLAVA P F,KIL GO A C.Intermetallic compound layer formation between copper and hot-dipped 100In,50In50Sn,and 63Sn37Pb coatings[J].Electronic Materials,1994,23(7):583-594.
Research of Intermetallic Compounds at Interface of Sn2.5Ag0.7CuxRE Solder Joints During Aging
ZHANG Ke-ke1,HAN Li-juan2,WAN G Yao-li1,ZHANG Xin1,ZHU Yao-min1
(1 School of Materials Science&Engineering,Henan University of Science and Technology,Luoyang 471003,Henan,China;2 Pinggao Group Co.,Ltd.,Pingdingshan 467001,Henan,China)
The intermetallic compound(IMC)and its growing behavior of Sn2.5Ag0.7CuxRE/Cu solder joint were investigated in the mediator of molybdenum sulfide by means of scanning electronic microscope and X-ray diffraction during aging.The results show that the Cu6Sn5morphology of solder joint interface can be changed from initial wavy-like to scallop-like,then to shape-layer.The thickness of Cu6Sn5and Cu3Sn IMC at the solder joint interface and the square root of aging time is coincidence with the liner relation,the growing activation energy of Cu6Sn5is smaller and its coefficient of growth is larger than those of Cu3Sn.The shear strength of the solder joint is the highest with adding 0.1%(mass fraction)RE in the Sn2.5Ag0.7Cu solder alloys,and the Cu6Sn5and Cu3Sn at solder joint interface have the largest growing activation energy which is separately 81.74 kJ/mol and 92.25 kJ/mol.
Sn2.5Ag0.7CuxRE solder;solder joint;aging;intermetallic compound;growing
TG42
A
1001-4381(2010)10-0018-04
河南省杰出青年科學基金(074100510011);河南省高校杰出科研人才創新工程項目(2004KYCX020)
2010-06-27;
2010-07-20
張柯柯(1965—),男,博士,教授,副院長,主要從事特種連接技術及新材料連接、微連接用無鉛釬料等方面的研究工作,聯系地址:河南洛陽市澗西區西苑路48號河南科技大學材料科學與工程學院(471003),E-mail:zhkekekd@163.com
猜你喜歡
小讀者(2021年2期)2021-03-29 05:03:48
當代陜西(2020年13期)2020-08-24 08:22:02
瘋狂英語·新悅讀(2019年11期)2019-12-18 05:14:16
華人時刊(2019年13期)2019-11-17 14:59:54
NBA特刊(2018年21期)2018-11-24 02:48:04
文苑(2018年22期)2018-11-19 02:54:14
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11