面向陶瓷行業的高速自動包裝碼垛生產線
2010-09-29 03:18:52秦磊禹鑫燚
自動化與信息工程 2010年4期
關鍵詞:動作
秦磊 禹鑫燚
(1.哈爾濱工業大學 機電工程學院 2.佛山市華南精密制造技術研究開發院)
1 引言
目前瓷磚自動包裝技術還不夠完善,已有的包裝技術基本上是人工加半自動裝置[1]完成,現有技術中的瓷磚包裝和碼垛存在如下缺陷:1).絕大部分瓷磚包裝依然為人工操作,勞動強度大,生產效率低,每人每班只能包裝500箱左右;2).小部分生產商引進國外的包裝生產線,由于無法適應國內繁雜的包裝工藝[2],自動化生產線的高速效果無法發揮;3).目前技術對瓷磚堆放有很強的要求,如果堆放誤差稍大就無法正常上磚;4).已有的包裝技術工作流程長,動作復雜且相互關聯,無法滿足高速包裝瓷磚的要求;5).堆疊、對齊、翻轉[3]過程中經常發生散亂的現象;6).現有打包技術需要每臺打包機打帶兩次,打包周期長;7).現有的碼垛技術[4]還處于人工碼垛或人工加半自動化的階段,效率低,勞動強度大。
本文中提到的高速自動包裝碼垛生產線立足國內生產需求,針對大規格建筑陶瓷磚提供自動上磚、自動裹包、自動捆扎和自動碼垛功能。整線控制以PLC為核心,綜合高速同步、傳感器、多CPU通訊等技術,快速穩定地完成包裝碼垛工作,并預留檢測設備[5]的接口。峰值速度達10包/分鐘,24小時不間斷生產,產量大于12000包。
2 生產線總體介紹
本生產線長度為21m ~25m,寬度0.8m ~4.7m,高度不超過 2m,整線由上磚、裹包、捆扎和碼垛四大模塊組成,每個模塊又分為幾個小功能模塊,具體示意如圖1所示。
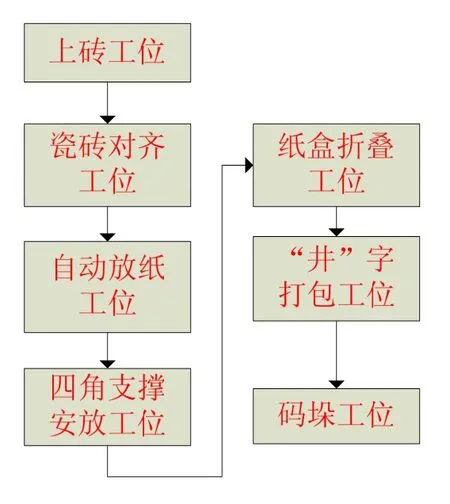
圖1 包裝碼垛生產線流程示意圖
本文提到的包裝碼垛生產線最大的特點是其高速打包的性能,之所以能達到如此高的速度,與幾個關鍵模塊的設計密不可分。
2.1 上磚模塊
上磚系統由左右兩部上磚機組成,上磚機由導軌滑臺、瓷磚分離機構、推送部件組成。上磚系統的動力源采用電驅動和氣驅動兩種方式。其工作原理如圖2所示。工作時,叉車首先把擺好磚的磚架放到導軌滑臺上(擺放的磚與豎直面的夾角為10°~15°),在控制信號或者人工的輔助作用下導軌滑臺在滑臺電機的作用下通過絲杠的傳動前進。當滑臺前進到對齊傳感器檢測位置時,對齊氣缸獲得執行信號,兩對齊氣缸伸出將磚對齊。滑臺繼續前進,然后與分離機構接觸,在彈簧緩沖裝置的作用下,磚被調整到最佳的分離狀態。這時在控制信號的作用下抬升氣缸伸出,把磚抬升并夾緊(導軌滑臺后退,對齊氣缸把磚對齊,完成一個分離動作,其后循環動作),隨后旋轉氣缸、抬磚伸縮氣缸動作,使傾斜的磚處于豎直平面內。然后抬升氣缸下降,使磚落于托磚滾輪上,再通過推送部件的作用,把磚推送到翻抬工位上。
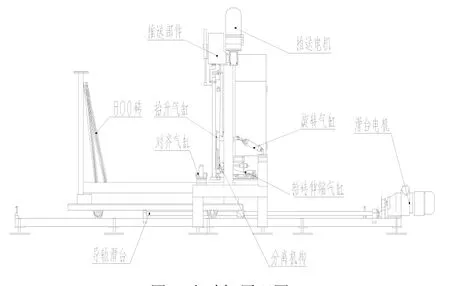
圖2 上磚機原理圖
2.2 翻抬磚系統
翻抬磚系統由翻轉和抬升兩部分組成,如圖3所示。上工位的磚被送到翻轉框架上,在控制信號驅動下翻轉框架又在電機經分割器的作用下轉過90°(上磚系統這時把另一摞磚推送到翻轉框架上,為下一次的翻轉做準備),原來豎直的磚也隨著翻過90°,翻轉后通過翻轉擋磚裝置把磚擋齊。然后輸送線架在頂伸氣缸的作用下抬高,使磚和輸送帶接觸,在摩擦力的作用下磚隨輸送帶一起運動至抬磚部件的輸送部件上。
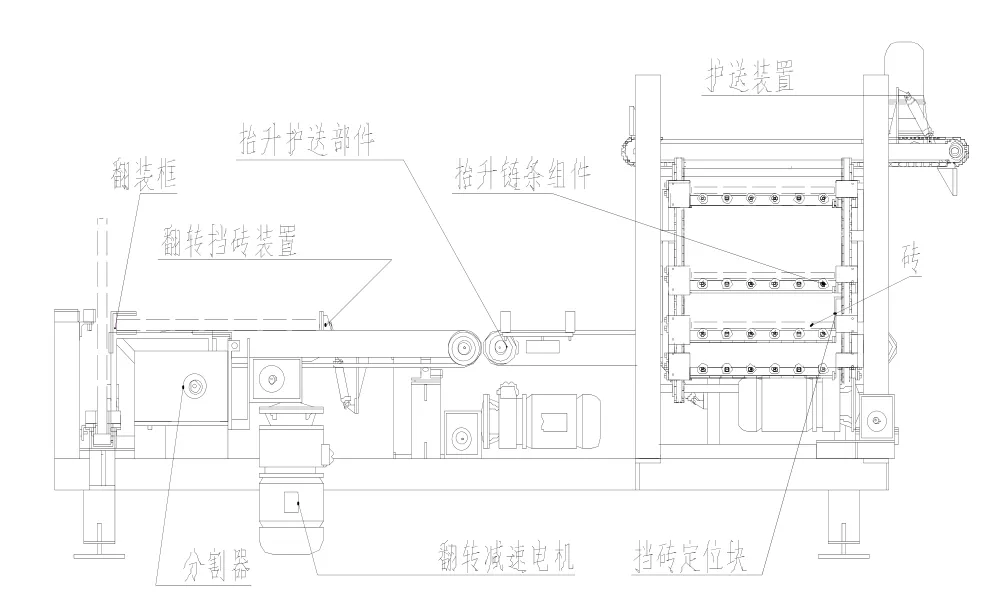
圖3 翻抬系統結構示意圖
在抬升輸送部件上有瓷磚對齊裝置和定位裝置,其作用是使瓷磚能準確的停在一個位置,從翻轉輸送部件來的磚通過這兩個裝置停留在抬升部件的下方。隨后被循環動作的抬磚鏈條組件抬升到一定高度,最后被護送部件推送到包角工位。
2.3 自動放包角模塊
如圖4所示,當磚來到包角系統時,推磚固定板和瓷磚托輪組件把瓷磚固定在一定的位置。包角推送機構就從導料槽里取出一個包角,然后再送到瓷磚四角的正下方,包角推送機構主要由三個氣缸來實現其功能的,在真空發生氣的作用下,當吸盤與包角接觸時,在吸盤內部會產生一定的負壓從而把包角吸住,這時取料氣缸收回,升降氣缸伸出,把料送到送料氣缸的包角推桿上方,斷開真空氣路,吸盤失去吸附作用,包角正好落在推桿處,隨后送料氣缸伸出,把包角送到瓷磚角正下方(在包角動作之前,送紙機構已經將包裝紙送到了托紙處)。
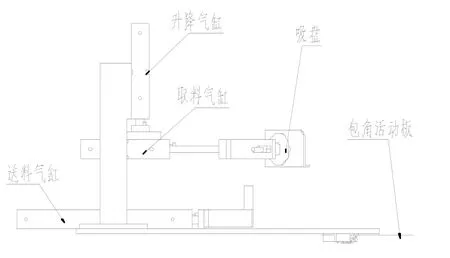
圖4 (a) 包角吸取部分原理圖
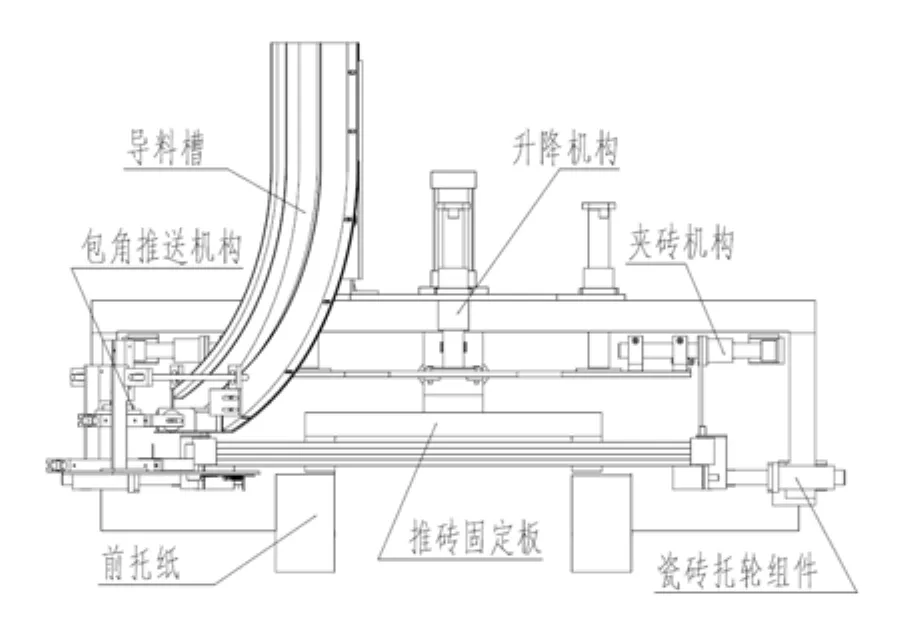
圖4 (b) 包角模塊整體原理圖
在包角到位后,夾磚機構動作,把磚夾緊,托磚機構氣缸收縮,使磚全部作用在夾磚機構上,隨后升降機構動作,把磚下放,當要下降到托紙板時,夾緊機構松開,磚落在包裝紙上(裹包模塊的頂磚機構上)。其后瓷磚自身的重量克服包角活動板的阻力帶動包裝紙一起下降,在下降的過程中,托紙板和折彎板完成了對包裝紙四周的第一次折彎。
2.4 不間斷送紙機構
送紙機構利用負壓的吸附原理來吸附包裝紙,通過氣缸的運動來實現提升和小位移移動,靠滾筒擠壓的摩擦來實現大位移運動。其結構簡圖如同5所示,吸盤連同真空發生器,當吸盤和包裝紙接觸時,吸盤內有一定的負壓,利用吸盤的內外壓差實現包裝紙的吸附。然后提升氣缸向上動作,使紙的一端超過送紙壓板,并推進氣缸動作,把包裝紙送到兩送紙滾筒之間,滾筒間距小于紙的厚度,紙受到擠壓和摩擦并隨滾筒的轉動而前進,到達二級送紙處。
在存紙托板電機的作用下,存紙托板隨著鏈條做循環運動,當最上層的紙被取完之后,下面的托板上升一格距離,然后存紙對齊氣缸動作,把包裝紙向前推進,到達吸盤位置。隨著托板的循環,處于下面的托板是空的,此時就能把包裝紙放進托板里,為吸盤的吸附做準備。存紙系統循環復此。
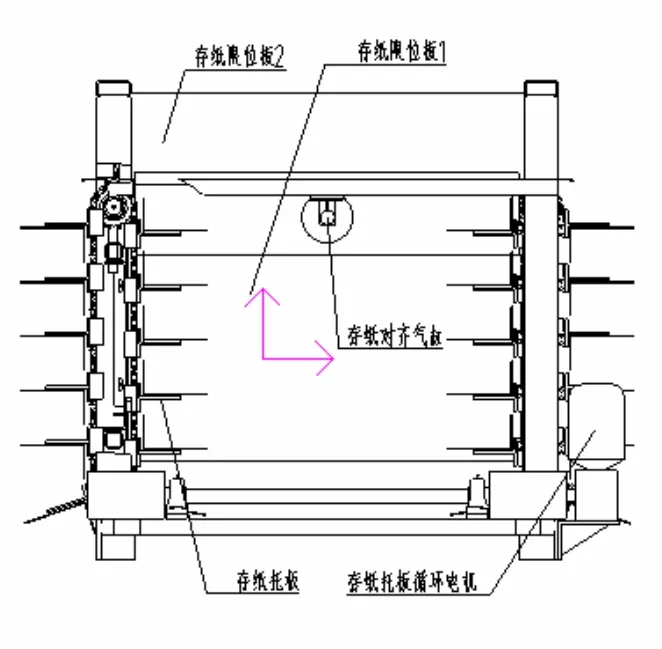
圖5 (b) 送紙機構(存紙)原理圖
2.5 冗余捆扎模塊
捆扎機構主要由兩臺捆扎機和三個線架組成。從裹包系統來的磚由線架1進入捆扎機構,折彎好的包裝紙由定壓板來保持。當瓷磚前端運動到捆扎機1上方時,前擋板在氣缸作用下抬起,磚和線架1都停止運動,捆扎機1打帶,打帶完畢前擋板下降,線架1運動,磚前進。當磚后部運動到捆扎機1上方時,后擋磚板抬起,線架2和磚都停止運動,捆扎機1打帶,打帶完畢,后擋磚板下降,線架和磚運動,隨后前擋板下降,循環下一次捆扎動作。
此項捆扎機構中,捆扎機2屬于備用品,當捆扎機1都正常工作時,捆扎機2不工作,只有當捆扎機1由于突發情況不工作,或者打帶未完成的情況下,捆扎機2才工作,這就為捆扎打上了雙保險,避免一次沒打好重打二次的情況。打好前后帶的磚由線架2輸送到轉向機構上,對磚進行90°旋轉工作,為下次的左右打帶做好準備。捆扎機構的結構圖如圖6所示。
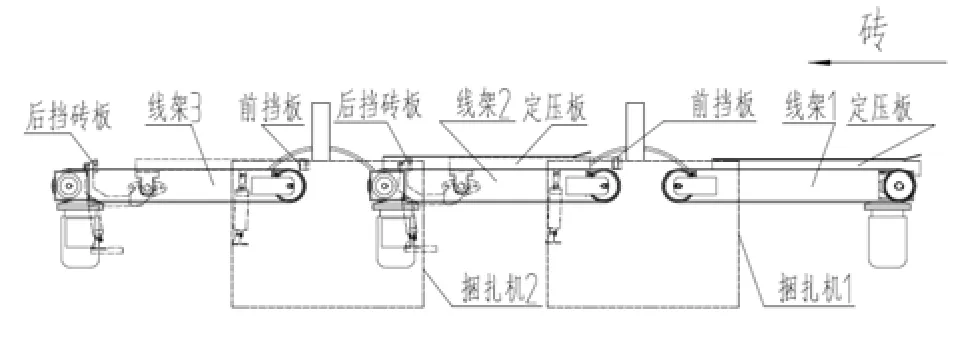
圖6 冗余捆扎機構結構簡圖
2.6 高位碼垛系統
碼垛系統有抬升線架、推送機構、碼垛機構、移剁機構組成。其結構簡圖如圖7所示。
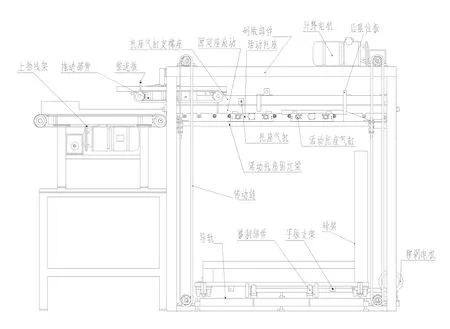
圖7 碼垛系統結構簡圖
由捆扎系統輸送來的磚經過抬升線架的輸送作用把磚抬升到一定高度,最后到達上抬線架,在上抬線架的輸送作用下,磚進入碼垛機構的固定座滾動裝置,但由于碼垛機構上固定座滾動上的導輪沒動力裝置,所以需要推送機構把磚推送到固定位置。在推送機構的作用下,磚運動到了后限位板的地方就停在此處。等待下一包磚,當下一包磚跟第一包磚直線靠齊時,托座氣缸動作,兩固定座滾動之間的距離加大,磚在重力的作用下落到了活動托座上。活動托座固定梁固定在傳動鏈上,能隨著鏈條的運動而上下運動。所以當磚落到活動托座上后,升降電機動作,帶動鏈條使活動托座固定梁下降,從而達到降磚的目的。當磚下降到一定的高度后,在控制信號的作用下停止,活動托座氣缸動作,活動板之間的距離加大,磚落到磚架上,活動氣缸復位,托座固定梁上升,然后循環下一次的碼磚動作。
當磚碼到一定數量后,移剁電機通過鏈條帶動平板支架在導軌上運動,當運動到規定位置時停止,同時下一個準備好的平板支架正好移動到位,然后叉車插走碼垛好的瓷磚。
3 生產線電氣控制系統
生產線分為上磚、裹包、捆扎和碼垛四大模塊,每個模塊單獨控制,控制原理類似,如圖8所示。
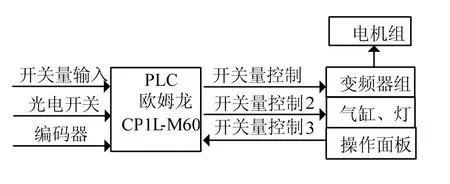
圖8 單模塊控制原理示意圖
上磚機啟動后A、B上磚機可以進行不間斷上磚,啟動時由電機帶動絲桿動作進行進磚。進磚到位后壓緊,下鉤氣缸抬升,到位后,上鉤氣缸返回繼而滾輪伸出,下鉤氣缸復位,把磚放到滾輪上,同時平臺后退,對齊氣缸動作,護磚電機啟動,把磚護送到分割器。在護磚鏈條行程走到一半時再次啟動上磚動作。磚塊進入分割器檢測位置時,翻轉皮帶舉升氣缸、翻轉上限位氣缸動作,開始進行翻轉。翻轉完成后進入輸送線架,啟動線架對齊氣缸后,進入抬磚機構。抬磚機構逐級上升,每次上升相應的距離,并將磚護送到包角機構。
裹包機構檢測到上磚機護送過來的磚后,開始進行對齊動作,包角下部氣缸抬升,二級送紙氣缸動作,把紙箱推進二級滾筒,紙箱經過滾筒后進入了包角機構。紙箱到位后,滾輪氣缸復位,包角上氣缸把磚放下,開始推送包角。完成后下氣缸與夾緊氣缸同時復位,頂紙氣缸置位,完成一個自由落體后把磚放進主鏈條并輸送到折紙機構。鏈條檢測到位后開始折紙,首先是后折紙氣缸動作,動作到位后,前后折紙氣缸同時動作,動作到位后,后折紙氣缸復位。完成后進入線槽,經過帶傳動到捆扎機構
捆扎機是進行包裝的模塊,當第一臺捆扎機無帶時,捆扎機的氣缸不動作,轉換到第二臺捆扎機打。當兩臺捆扎機都無帶時系統停機。已經裹包好的磚進入了檢測區域后,捆扎機開始工作,延時到位后開始打第一條帶,后氣缸抬升,皮帶運動,擋板氣缸升起,延時到位后開始打第二條帶。捆扎機工作完成后開始進入轉向模塊。經過轉向機構將磚旋轉90°,打另外一邊的兩條帶。工作方式是,磚進入了旋轉檢測后,檔板氣缸上升,電機停止,抬升的氣缸升起。擋板氣缸復位,電機開始啟動,進行旋轉,旋轉90°后電機停止,抬升氣缸復位,皮帶開始工作,將磚運到第二個捆扎模塊,工作完成后磚進入碼垛機構開始疊跺。
當第二包進入碼垛后,上氣缸同時收回,磚放到下磚架,檢測到位后下磚架開始下降。下降50mm后上氣缸伸出,可以繼續進磚。碼垛也同時下降,下降檢測到位后下氣缸收回,把磚快放下。如此循環。疊垛到額定數量時,平臺電機開始動作了,進行換磚架。采用的也是左右輪換制度。循環往復工作。
4 生產線效益效果分析
設計的生產線具體生產效益分析結果如下表1所示。
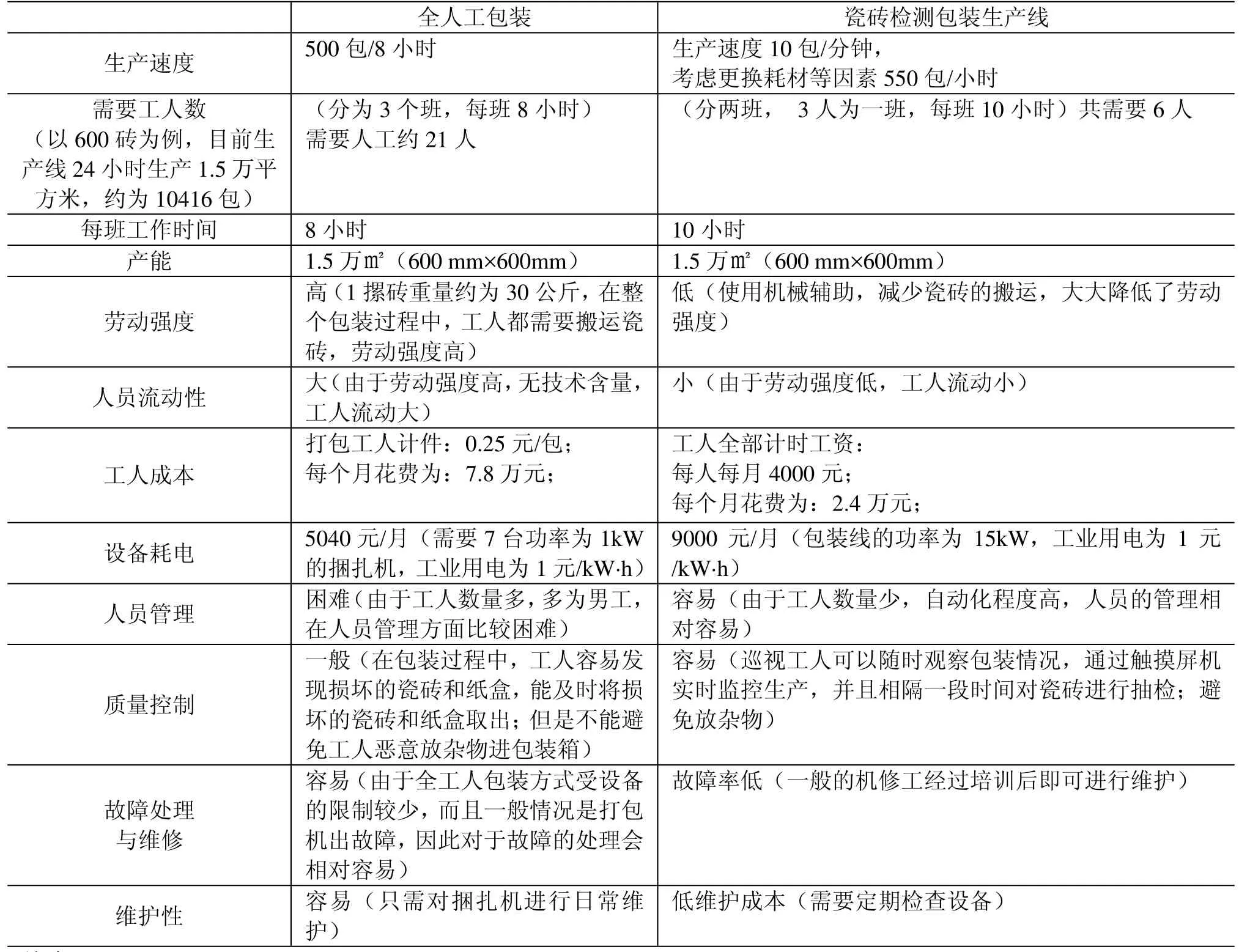
表1 包裝線生產效益分析結果
5 結論
本文設計了基于機器視覺的瓷磚幾何尺寸實時檢測和自動分級系統,該系統通過實時在線檢測,可直接觀察瓷磚的尺寸、查看報表,實時調整工藝參數,同時可將檢測后的瓷磚自動進行分級處理。實驗表明:該系統瓷磚長度檢測精度為0.1±mm,邊直度檢測精度為0.05±mm,檢測準確度99%,檢測效率為每秒鐘2塊,適用于瓷磚生產過程的質量控制。生產實踐證明該系統運行穩定,人機交互性好,對提高瓷磚檢測的技術水平、自動化程度和瓷磚質量具有非常重要的作用。
[1] 汪良賢. 二十世紀我國陶瓷墻地磚工業發展情況回顧[J].陶城報,2002.
[2] 陶瓷磚產品質量國家監督抽查結果. 世界標準信息2008—5
[3] 陳勇亮,張國全,全自動瓷磚包裝機翻磚機理研究[J],包裝學報,2009.1:49-52.
[4] 肖景紅,梁柏清等. 美國陶瓷磚標準解析[J],陶瓷, 2010, 4:51-54.
[5] 孫雙花.視覺測量關鍵技術及在自動檢測中的應用[D]. 天津: 天津大學精密儀器與光電工程學院, 2007.
猜你喜歡
作文周刊·小學一年級版(2022年16期)2022-05-07 11:28:30
作文周刊·小學一年級版(2021年8期)2021-07-07 11:00:47
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
電影故事(2015年30期)2015-02-27 09:03:12
七彩語文·低年級(2014年10期)2015-01-14 14:46:27
