鈦材換熱器的焊接
2010-09-26 00:34:16祁建峰
河南化工 2010年10期
關鍵詞:焊縫
祁建峰
(滄州天淼化工機械有限公司,河北,滄州,061021)
鈦材換熱器的焊接
祁建峰
(滄州天淼化工機械有限公司,河北,滄州,061021)
鈦材焊接中采用有效的氣體保護裝置和合理的焊接參數保證了焊接質量。
鈦材;氬弧焊;氣體保護
鈦材因其良好的耐腐蝕性能在海洋工業中廣泛應用。現有一臺我公司為中國海洋石油公司制造的海水冷卻器,設備參數如下:換熱面積 30m2,直徑φ400mm。管程介質:海水;設計壓力:1.3Mpa;設計溫度 35℃;主體材質:TA2。殼程介質:天然氣;設計壓力 1.0Mpa;設計溫度 175℃;主體材質:Q345R。其中管程筒節材質 TA2,厚度為 10mm;管板材質:TA2,厚度為:45mm;換熱管規格為:φ19×2,材質:TA2。換熱管與管板連接采用強度焊。
1 鈦材的焊接性能
鈦是非常活潑的金屬,高溫下與碳、氫、氧、氮等有很強的親和力,在焊縫中生成氫化鈦、碳化鈦、氧化鈦、氮化鈦等脆性化合物,使焊縫的塑性韌性下降。鈦的導熱系數小,熔點較高,焊接時容易出現熱量集中,高溫停留時間過長,會導致焊縫晶粒粗大,降低焊接接頭的綜合性能。因此,鈦材的焊接必須有良好氣體保護措施和合理的焊接參規范。
2 鈦材換熱器的焊接
該換熱器的焊接均采用鎢極氣體保護焊。焊絲選擇STA2Rφ2~3mm,焊絲符合 JB/T4745-2002《鈦制焊接容器》附錄D要求。電源極性為直流正接。保護氣體采用氬氣,純度不低于 99.9%。此設備的焊接包括 TA2板間對接;TA2換熱管與管板角接兩部分。
2.1 鈦板對接焊接工藝 (1)加工坡口。采用 V型坡口, 1+0.50mm鈍邊,坡口角度 30+2.5–2.5°。坡口采用機械方法加工,表面不得有裂紋、分層、夾渣等缺陷。(2)清洗。焊前用丙酮將焊絲及坡口兩側表面至少 50mm范圍內清洗干凈,并在 2h內焊接,否則重新清洗。(3)施焊過程中嚴格實施尾部拖罩和背面拖罩保護。(保護罩見圖一)。(4)按表 1焊接參數施焊,焊接過程中焊絲不擺動。(5)每層焊接完畢后檢查焊縫表面顏色,表面顏色不合格焊層應去除重新焊接。

圖1 保護罩
保護罩的銅管及擋板上均勻鉆孔,以使氣體均勻流出。尾部拖罩加在焊槍后部,用于加強正面保護,背面拖罩置于焊縫背面并根據焊接速度移動。拖罩根據焊口形狀尺寸而定。需保證高溫區的鈦板全部置于保護之中,保護氣體要提前輸入并在焊縫冷卻至 400℃以下時才能停氣。

?
2.2 換熱管與管板角接 換熱管與管板的焊接難點在于:①換熱管及管板四周無法有效的氣體保護。②換熱管管壁薄不易散熱產生熱量集中。

圖2 銅柱
我們在換熱管中塞入銅柱(見圖二),有效地解決了氣體保護和散熱的難題。銅柱中心鉆φ3孔,端部加工斜面如圖。焊接時,焊接換熱管及四周換熱管中均塞入銅柱,焊接換熱管內的銅柱距換熱管管端 10mm左右距離,起保護氣體回流作用,四周換熱管內的銅柱與換熱管端平齊,起散熱作用。采用銅材質是因為其具有良好的導熱性能。
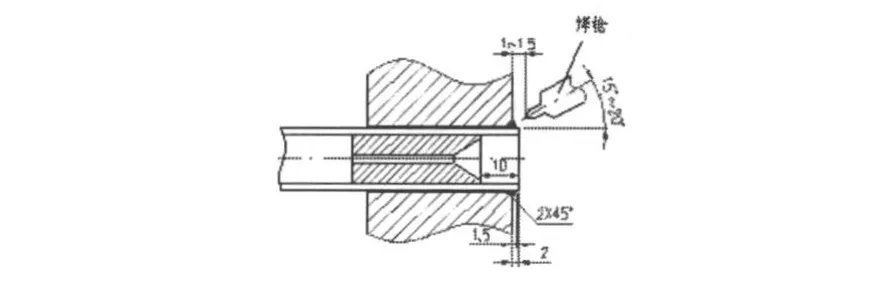
圖3 換熱管與管板焊接詳圖
管板管孔加工 2×45°坡口,換熱管外伸 2mm,焊角高≥1. 5mm(見圖三)。焊接前須將管孔內部及四周、換熱管頂端50mm范圍內用丙酮清洗干凈。鎢極距管板 1~1.5mm,鎢極與管孔夾角 15~20°,焊接速度 1.5~2r/min。換熱管與管板焊接規范參數見表 1。焊接時盡量選取較小線能量,即在保證焊縫成型良好的前提下,選用小的焊接電源和大的焊接速度,多層多道焊時應在前道焊縫冷卻后再焊下一道,以避免金屬過熱和晶粒粗大現象。
3 焊后檢查
焊后首先需對焊縫外觀宏觀檢驗,如焊縫成形良好,表面呈銀白色則表明焊縫具有良好性能。如果焊縫呈黃色、藍色表明焊縫被氧化塑性稍有下降,但可以使用。如果焊縫呈青紫色、甚至暗灰色則表明焊縫氧化嚴重,塑性下降易有夾渣、裂紋、氣孔等缺陷。焊縫出現此種顏色需重新進行焊接。宏觀檢驗后對板間對接焊縫按圖紙要求進行射線探傷,符合JB/T4730.2-2005《承壓設備無損檢測》Ⅱ級合格,管板角焊縫進行著色探傷,符合 JB/T4730.5-2005《承壓設備無損檢測》Ⅰ級合格。探傷合格后對設備進行酸洗,酸洗液采用HF3%+HNO3水溶液,酸洗溫度控制在 40℃以下以防鈦被氫化。
4 結論
由于采用合理的焊接工藝參數,有效地氣體保護措施,此鈦材換熱器焊接接頭力學性能完全符合設計要求,并獲得良好外觀質量得到客戶好評。
[1]余燕,吳祖乾.焊接材料選用手冊.上海科學技術文獻出版社
[2]黃嘉琥,應道宴.鈦制化工設備.化工工業出版社
O614.41
B
1003-3467(2010)10-0089-01
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
