拜爾法溶出系統中脫硅機改造
2010-09-26 00:33:50蔡江南楊中波
河南化工 2010年14期
蔡江南,楊中波
(1.河南華慧有色工程設計有限公司 ,河南鄭州 450041;2.中國鋁業股份有限公司河南分公司自備電廠 ,河南鄭州 450041)
拜爾法溶出系統中脫硅機改造
蔡江南1,楊中波2
(1.河南華慧有色工程設計有限公司 ,河南鄭州 450041;2.中國鋁業股份有限公司河南分公司自備電廠 ,河南鄭州 450041)
針對工藝流程和原料性質的改變,將原有流程中的脫硅機實行改造后,不僅滿足新流程的需要,而且大大降低生產成本。
燒結法 ;拜耳法 ;脫硅機 ;射線檢測 ;滲透檢測 ;局部熱處理
1 脫硅機改造的背景
近年來,國內氧化鋁礦石指標下滑。以一水硬鋁石為主要原料,采用燒結法工藝進行氧化鋁生產的企業舉步維艱。此時國外優質礦石逐漸走進國門。這些進口礦主要是三水軟鋁石,且需采用低溫拜耳法工藝進行氧化鋁的生產。為降低成本,很多中鋁旗下的老企業購買國外礦石,并對工藝流程和生產設備進行低溫拜耳法改造。本文論述的脫硅機改造是對生產設備改造的一個范例。
2 脫硅機改造的原因
改造的脫硅機是燒結法氧化鋁生產中使用的設備,原始結構見圖 1。當其在拜耳法工藝中作礦漿溶出停留罐使用時,由于三水軟鋁石中石英、針鐵礦等雜質磨損物含量較高,物料對容器底部半球形封頭沖刷磨蝕十分厲害。在高溫條件下停留使用一段時間后,石英等雜質在出料口底部便有大量結疤,需頻繁清除。最終厚度為 20 mm的半球形封頭,不到一年就因磨穿而更換,生產成本大大增加。為解決這些問題,我們對原脫硅機底部進行改造,以適應新工藝、新礦石的要求。改造結構見圖 1。
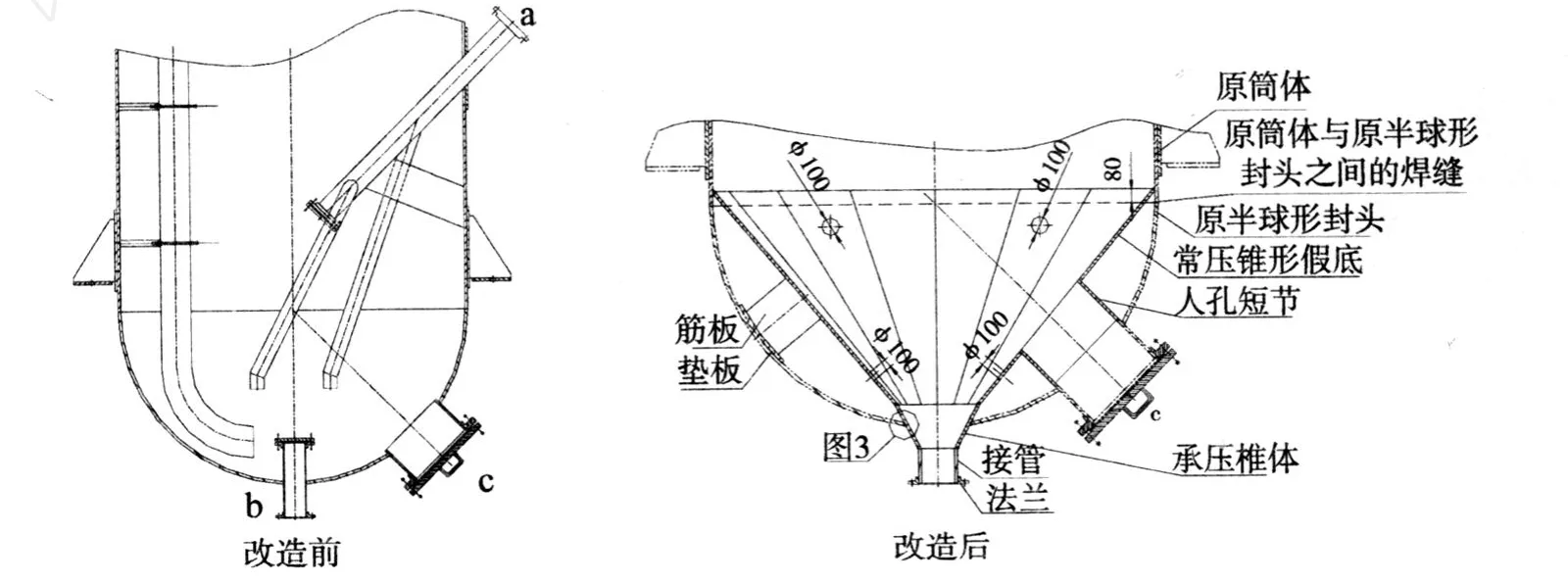
圖 1 脫硅機改造前后對比
3 脫硅機改造的方法
脫硅機改造方案為:不廢棄承壓作用的半球形封頭,同時在其內部增設常壓錐形假底。常壓錐形假底具有良好排料性和成本低廉的優點,既滿足生產要求,又降低維修費用。
具體方案為:在距原筒體與原半球形封頭焊縫向上 80 mm處,我們在脫硅機內部焊接常壓錐形假底。為不破壞半球形封頭,我們將滾壓成形的常壓錐形假底按圖示要求縱分成16等份后,通過c人孔部件送到脫硅機內組焊成形。最后我們在其上下各開 4個Φ100 mm的小圓孔使之與半球形封頭連通,達到不承壓的目的。由于常壓錐形假底在結構設計上保證不承壓,我們選擇經濟實用的Q235-B鋼板即可。與其對接的承壓錐體,由于結構上是承壓部件,我們需選擇質量較好一些的 20R壓力容器用鋼板。考慮到口徑越小,流速越快,沖刷磨損越嚴重,我們應適當增加承壓錐體的厚度。
為防止錐形假底承料后產生形變變形或因劇烈振動而導致錐形假底與半球形封頭處的焊縫脫焊,我們在錐形假底四周焊接筋板予以支撐。與筋板相焊的墊板,應與球形封頭內球面貼合緊密后焊接定位。
因清理結疤和檢修需要,我們將 c人孔做延伸處理。即增加一人孔短節與人孔接管焊接,并與錐形假底連通。我們將卷圓的鋼板割成兩個半圓并加工對接坡口后,運往現場通過 c人孔部件在脫硅機內組焊。此改造方案的好處為:由于磨損主要發生在常壓錐形假底部件上,所以如出現磨穿現象,只需更換常壓錐形假底,而不是承壓半球形封頭,從而維修費用較以前大大降低。
4 制造、檢驗和驗收
4.1 制造
先將承壓錐體、接管和法蘭在車間內組焊成部件(1)運往現場。在脫硅機球形封頭底部,按承壓錐體實際插入孔徑在球形封頭上開孔。用機械冷加工方式按照圖 2焊接結構圖要求在球形封頭上加工坡口。而后部件 (1)通過人孔送入脫硅機內部后,從球形封頭底部開孔中穿出,與配對的管道法蘭用螺栓螺母固定。最后按照圖 2要求采用氬弧焊打底,手工填充的方式進行焊接。
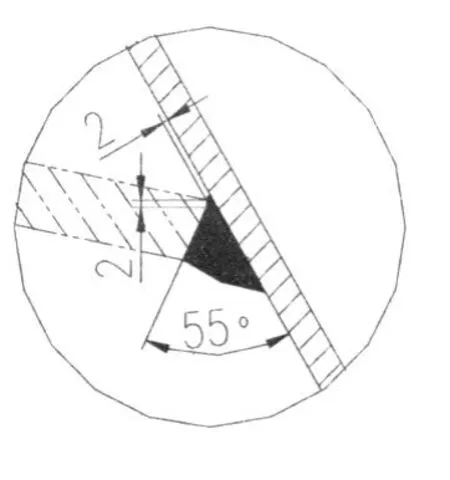
圖 2 焊接結構圖
將拆分好的人孔短節零部件通過 c人孔運到脫硅機內部組焊好后,再將拆分好的常壓錐形假底零部件、筋板和墊板通過 c人孔也運到脫硅機內部,逐步對接組焊完成如圖 2結構所示。常壓錐形假底由于是非受壓元件,所以其縱、環焊接接頭可采用帶鈍邊的V形焊縫,未注焊腳高度為相鄰件薄者之厚度;法蘭與接管的焊接按照相關的法蘭標準。
改造的焊接按照 JB/T4709-2000《鋼制壓力容器焊接規程》進行,焊接材料按照該標準的原則選取。焊接前應做焊接工藝評定,焊接工藝評定按照JB/T4708-2000《鋼制壓力容器焊接工藝評定》進行。所有焊縫均為連續焊縫。
4.2 檢驗與驗收
錐形假底上沿與脫硅機殼體的焊接接頭應按照JB/T4730-2005《承壓設備無損檢測》進行 100%射線無損檢測,射線檢測的技術等級不低于AB級,合格級別不低于Ⅲ級,且不允許有未焊透。檢驗合格后,按照 GB150-1998《鋼制壓力容器》規定,采用履帶加熱的方式進行局部消除應力熱處理。
承壓錐體、接管和法蘭組焊成型的部件 (1),應對其焊接接接頭進行 100%射線無損檢測,射線檢測的技術等級不低于AB級,合格級別不低于Ⅲ級,并且不允許有未焊透。檢測合格后進行退火處理消除內應力。部件 (1)與底部半球形封頭的連接焊縫,要求采用氬弧焊打底,手工填充的全焊透工藝。焊接完成后進行滲透檢測,Ⅰ級合格。經檢驗合格后,采用履帶加熱法進行退火熱處理。
設備維修改造完畢后應進行水壓試驗。
5 結語
通過對改造后的脫硅機進行跟蹤調查,此改造方案滿足使用要求,降低維修更換成本,具有良好的安全性和經濟性。此方案已在我廠推廣開來。
[1] 楊海濤.壓力容器的安全與強度計算[M].天津:天津科學技術出版社,1982.
[2] 中華人民共和國國家標準.GB150-1998《鋼制壓力容器》.國家技術監督局,1998.
[3] 《壓力容器實用技術叢書》編寫委員會編.壓力容器制造和修理[M].北京:化學工業出版社,2004.
TQ051.8
:B
:1003-3467(2010)14-0037-02
2010-06-21
蔡江南(1982-),女,助理工程師,主要從事化工機械方面的研究,電話:25503920。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13