如何提高變速器后蓋殼體的加工精度
2010-09-06 10:57:54陜西法士特集團公司陳佳文
河南科技 2010年16期
關鍵詞:變形
陜西法士特集團公司 陳佳文 趙 然
如何提高變速器后蓋殼體的加工精度
陜西法士特集團公司 陳佳文 趙 然
探討了對變速器后蓋殼體的加工精度產生影響的各種可能因素及解決辦法和建議。
變速器后蓋殼體 加工精度
變速器后蓋殼體是變速器中的重要零部件,工件單薄,容易變形,軸承孔比較多,而且尺寸精度,形狀精度,位置精度及表面粗糙度都有嚴格要求,工藝難度大是其加工過程中的主要特點,而加工中的定位面、定位孔,夾具的定位銷、支承面、夾緊點等則是整個零件在加工過程中的重要組成部分,它們在各自的位置上對變速器后蓋殼體的加工精度起著重要的作用。銷孔的尺寸設定、支承面的形狀確定、夾緊裝置的設計等其合理與否也對變速器后蓋殼體零件的精度保證都起著決定性的作用。現從以下幾個點來對提高變速器后蓋殼體的加工精度進行探討。
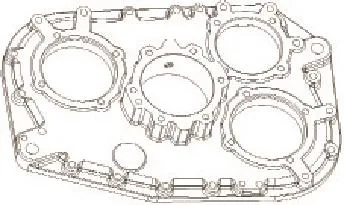
變速器后蓋殼體
一、工藝順序
變速器后蓋殼體為薄壁型零件,在工藝路線上安排先面后孔的加工工藝順序,先加工結合面,把鑄件表面的凸凹不平切除,保證平面的平面度,提供穩定可靠的定位基準,對后序孔的加工有利,可減少鉆頭引偏和崩刃現象,對刀調整也比較方便。對于孔的加工和保證孔的加工精度都是有利的。
因為零件外形大,結構比較單薄,剛性差,批量很大且結合面平面度要求高,在加工時很容易產生變形,對結合面的平面度產生很大影響,很難達到圖紙要求,所以這里對結合面的加工采用粗精加工分開的工藝原則,先把結合面和四個凸臺面進行粗銑加工,然后再分別對結合面和四個凸臺面進行精銑加工,這樣可以消除由粗銑加工所造成的內應力、切削力、切削熱和夾緊力對加工精度的影響。
二、工件的定位夾緊
對于薄壁零件,夾緊定位中產生的變形一般都是對零件加工精度影響最大的因素,也是最難解決的問題。
在精銑變速器后蓋殼體結合面后,我們可能會認為其加工面就是一個平面,但實際上,由于加工中,平面銑刀的起始、結束位置在受力上的差異、主軸精度的高低、加工材料的彈性變形存在局部差異等,結合面的平面度及平面縱橫直線度均會有一定的誤差。如果以四點來定位一個面,往往會導致定位時,有其中一點是有間隙的,即“三點硬,一點浮”。在夾緊過程中,夾緊的浮點以對角形式出現,一會此點硬而對角點浮,一會此點浮而對角點硬,造成加工中的部分尺寸出現不同程度的變化。為此,這里采用三點硬,一點用輔助支撐來達到定位這種大結合面的效果,達到結合面四點均無間隙,使支撐面到要求。由于變速器后蓋殼體結構比較單薄,剛性差餓特點,還需要在容易變形的部位增加一個或多個輔助支撐,以減少加工時后蓋殼體零件的變形。
定位支承面的設計合理與否,也會直接影響到零件的加工效果。支承面的面積不應選擇太大,支承面最好是12mm×12mm或直徑12mm左右的尺寸,以此降低定位時在支承面上的切屑存在頻度,也易于清掃,避免了切屑存在對加工精度的影響。
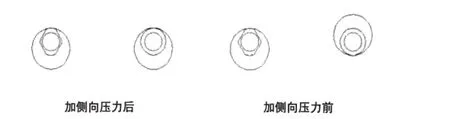
定位銷孔孔徑的變化對變速器后蓋殼體零件的加工精度也會產生很大影響,特別是軸承孔系的位置精度。傳統的夾緊方式加工,必定會出現加工尺寸精度上的差異,在專機線加工或數控加工中心加工,前者兩孔一般采用兩把刀具,后者兩孔使用一把刀具。數控加工,用一把刀具加工兩只定位孔,其孔徑幾乎一樣,定位時沒有兩孔之間的轉向誤差,只有銷子與銷孔的配合間隙造成的轉向誤差。而專機加工,刀具的選擇上,當只要滿足加工要求時,例直徑φ10+0.018mm銷孔為例,從工藝上說一把刀具加工尺寸為直徑φ10mm,另一把刀具加工尺寸為φ10.018mm,均屬滿足條件。但最大偏差量為0.018mm,即兩孔之間會產生轉向誤差。所以,在精加工夾具的夾緊點設計上,除了垂直方向的壓緊力外,建議在側面再加了一個側壓力(如下圖)。這樣完全消除了定位銷孔尺寸偏大對零件加工尺寸精度下降的風險,并且保證了變速器后蓋殼體零件孔與孔之間的相互位置尺寸精度。
三、其他各種因素對加工精度的影響
變速器后蓋殼體是典型的薄壁型零件,易產生變形,使與變速器殼體的配合面平面度超差,因此,當日進入生產線的毛坯必須完全加工成成品。因為儲存過程中,成品變形后與變速器殼體的平面度超差,與變速器殼體裝配后可以消除這種變形。
變速器后蓋殼體毛坯材料通常采用HT200,在鑄造完成后良好的人工時效,還有均勻穩定的材質,運輸和加工過程中的的存放方式等等也都會對最終的變速器后蓋殼體成品質量產生很大的影響,這些都需要在生產過程中加以考慮和重視。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
