650m3液態CO2球罐現場安裝質量控制
2010-08-29 06:17:58劉建強
化工設計通訊 2010年2期
關鍵詞:焊縫
劉建強
(長嶺煉化岳陽工程設計有限公司,湖南岳陽 414012)
650m3液態CO2球罐現場安裝質量控制
劉建強
(長嶺煉化岳陽工程設計有限公司,湖南岳陽 414012)
介紹了用散裝法現場安裝650m3液態CO2低溫球罐,說明了散裝法的組對程序以及質量控制,對球罐安裝具有一定的借鑒作用。
球罐;安裝;質量;控制
1 項目簡介
某氣體有限公司10萬t/a食品級液體CO2項目中有兩臺650m3液態CO2低溫球罐,球罐的技術特性如表1,球罐的主體結構如圖1。該球殼板厚度δ =46mm,剛度大,現場拼裝難度大;材質為低溫鋼,球殼板組對、焊接質量要求高。
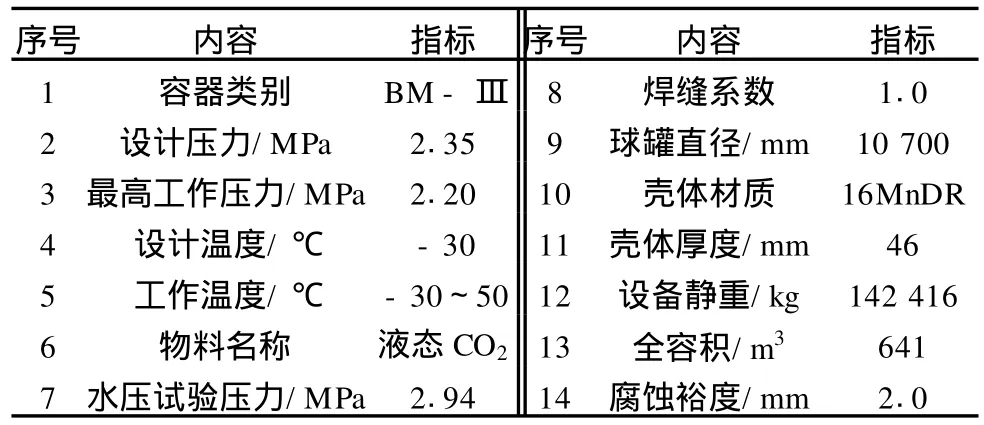
表1 球罐技術特性
2 球罐組對
2.1 方法
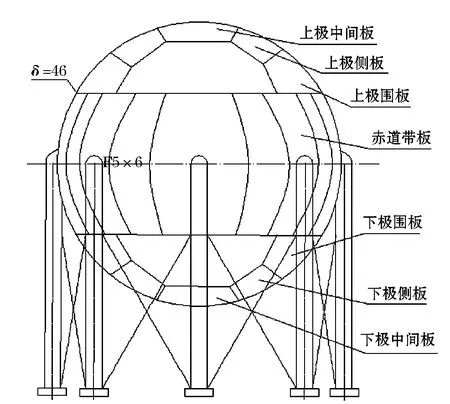
圖1 球罐
現場制作三角架、掛梯,使用25t汽車起重吊車,采用分片安裝的散裝法進行球罐組對。該方法組對速度快,容易保證組裝后球體的幾何形狀及尺寸,焊接變形小,能克服作業面狹窄的影響。球罐組對完成后,搭設既能防風又能防雨的特制防護棚,使后續的施工作業盡可能免受天氣(溫度、濕度、風)影響,保證施工環境符合焊接作業的要求。
2.2 程序
①組裝前對基礎、球殼板等零部件復驗;→②工藝附件組對:定位塊、限位塊、吊耳;→③上、下段支柱、三角架、掛梯等與赤道帶板組對;→④赤道帶板吊裝、調整;→⑤下極帶圍板的吊裝、調整;→⑥下極帶側板、中間板的吊裝、調整;→⑦內腳手架、外防護棚搭設;→⑧上極帶圍板的吊裝、調整;→⑨上極帶側板、中間板的吊裝、調整;→⑩組裝檢查。
2.3 工序及質量控制
2.3.1 零部件檢查和驗收
(1)核對球殼板、人孔、接管、法蘭、補強件、支柱及拉桿等零部件的出廠質量證明文件。
(2)按排板圖2核對每塊球殼板的標識,檢查其長度弦長、寬度弦長、對角線間的距離、曲率、坡口型式、尺寸以及鋼板的表面質量,做好檢查記錄,并與表2的標準值作比較;檢查人孔、支柱、拉桿、接管、法蘭等附件;檢查產品試塊(共6塊)。

表2 球殼板尺寸復檢要求表
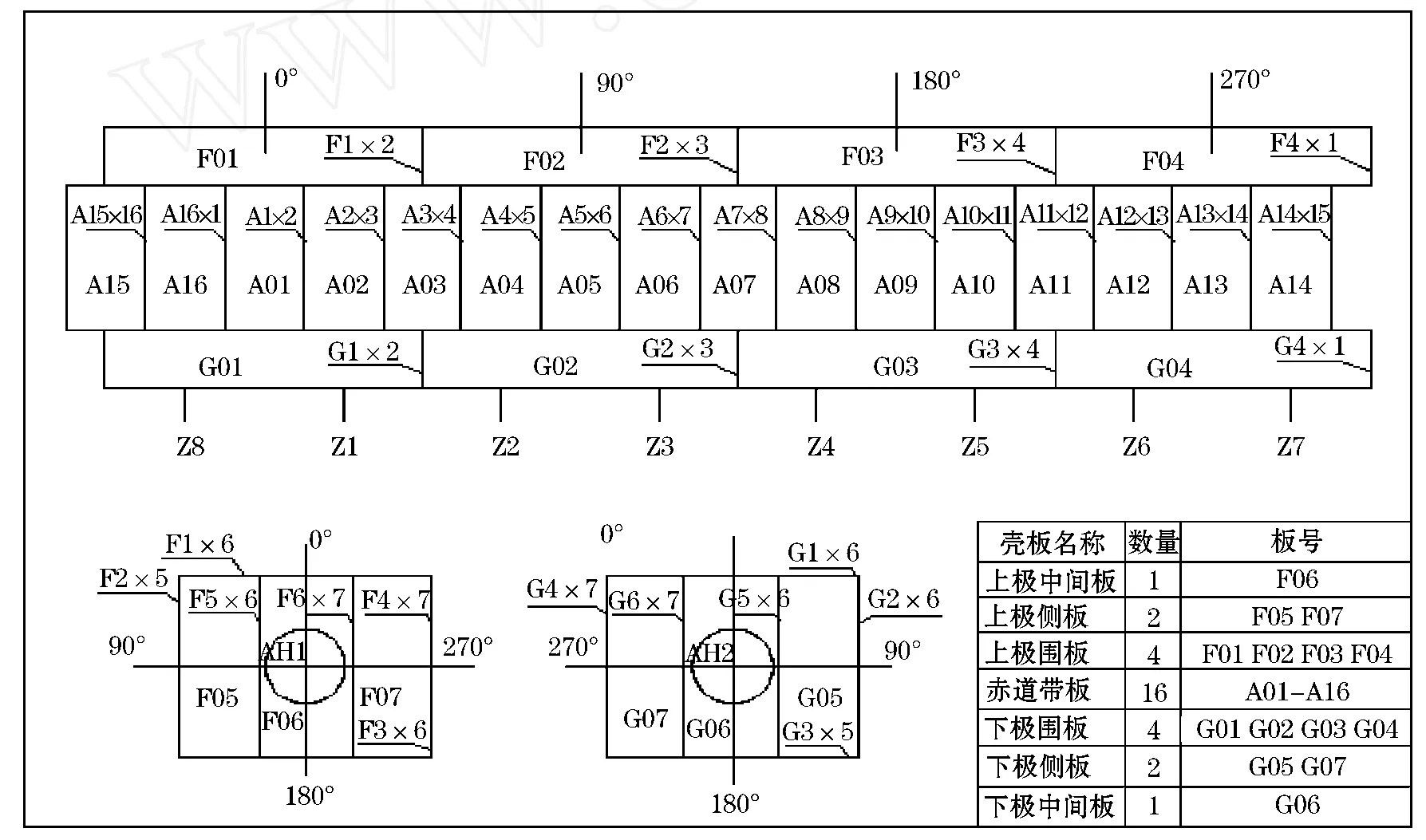
圖2 球罐排版圖
(3)球殼板復驗。用超聲波檢測方法隨機抽查數量不少于球殼板總數的40%,被抽查的球殼板編號為A1、A3、A5、A7、A9、A11、A13、F1、F3、F7、G2、G4、G5,檢查結果符合《承壓設備無損檢測》JB4730-2005標準Ⅲ級要求,復驗結果合格。
(4)超聲波測厚。對以上編號的球殼板,在每塊板的四個角離邊緣250mm的部位以及板中心共五點,檢測厚度值,共65點,最大值46.9mm,最小值46.0mm,球殼板厚度符合規范要求。
2.3.2 基礎施工及驗收
該球罐采用無墊鐵安裝,即各基礎上有預埋鋼板,地腳螺栓從預埋鋼板中伸出。地腳螺栓孔為機械鉆孔,精確保證每塊板上的兩個孔的精度(間距為450mm±1),基礎如圖3。由于球罐支柱底板上的地腳螺栓孔為開口的槽形結構,如圖4,所以球罐熱處理狀態下,支柱可在鋼板上滑動。因此基礎的水平度、地腳螺栓的周向、徑向尺寸精度要求高。為此在基礎施工過程中,用U型管水平儀嚴格找平基礎上的預埋鋼板,保證其水平度,同時用木模(經精確放樣)初步固定地腳螺栓,在對地腳螺栓的安裝精度檢查合格后,再用L 50×50角鋼把相鄰基礎上的預埋鋼板點焊固定,使預埋鋼板形成一個整體,然后用商品混凝土澆筑基礎,保證基礎各部位尺寸允許偏差滿足規范要求,經檢查8個基礎方位偏差均小于0.5度,標高偏差小于2mm,基礎水平度偏差小于2mm,地腳螺栓(內、外圓)中心與基礎中心圓的距離偏差小2mm,相鄰支柱基礎中心間距偏差小于2mm,基礎中心圓直徑偏差小于2mm。
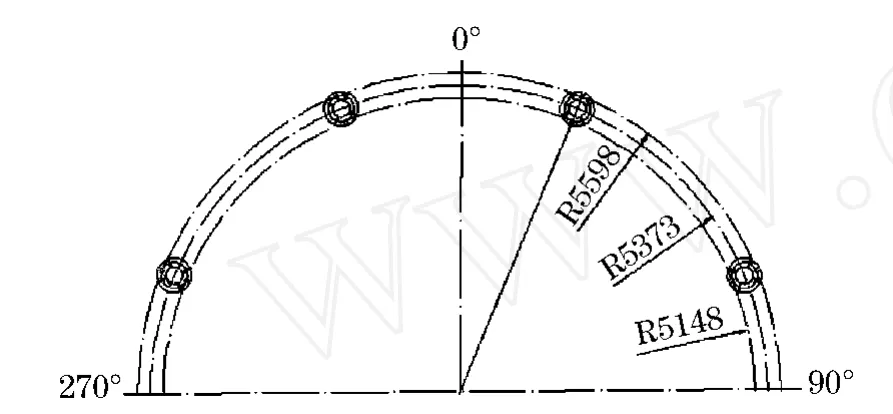
圖3 支柱方位圖W

圖4 支柱底座俯視圖
2.3.3 球罐組對及質量控制
(1)準備工作
①在球罐拼裝前,三角架、掛梯等安裝用輔助工具在球片吊裝前通過固定卡安裝(可移動)在球片上。
②按編號在專用平臺上組對上、下段支柱,保證支柱長度允許偏差≤3mm,同心度偏差≤2mm,支柱的直線度允差≤3mm,軸線位移偏差≤2mm。按焊接工藝焊接,焊后再次檢查,符合上述要求。
③在球殼板的內側,每隔500mm焊一個固定卡,對于赤道帶球殼板在每塊板的外側重心位置焊一個吊耳,對下極帶板在球殼板內側焊兩個吊點,對于上級帶板在球殼板外側焊兩個吊點。確保與球殼板相焊接的所有輔助工具材質均為16M nDR。
④在赤道帶的各塊球殼板上用記號筆劃出中心線(即赤道線)。作為組裝、調整赤道帶的檢查線,以檢查赤道線是否處在同一水平線上。
(2)赤道帶的組對
①赤道帶的組對質量是保證球罐安裝質量的基礎。按排板圖先吊裝就位帶支柱的赤道帶板,使支柱底座板十字中心線與基礎(預埋鋼板)十字中心線重合,并用鉛垂找正,使各支柱垂直度<4mm,找正后通過地腳螺栓臨時固定。然后吊裝插入其它各赤道帶板直至全部閉合,在插入不帶支柱的赤道板時,通過固定卡,插入梢子并打緊使之臨時固定。
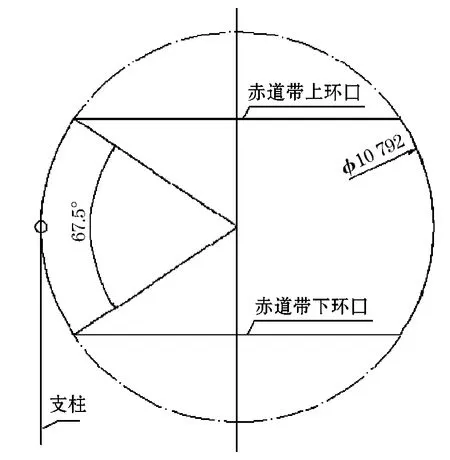
圖5 球罐立面大圓
赤道帶球殼外周長=(球體內直徑+2×46)× 3.141 592 6=10 792×3.141 592 6=33 904(mm)
考慮共16條縱縫的焊接收縮,增加16mm收縮量
組對前赤道帶球殼外周長可在33 904mm至33 920mm之間。
②調整組對間隙、錯邊量、環口不平度等,使對口間隙滿足2±2mm、錯邊量<3.0mm;用U型管水平儀檢查赤道線,確保其在同一水平線上(任意板赤道水平度<4mm)。測量赤道帶圓周的外長周長,使其滿足尺寸要求,保證球罐外形尺寸滿足設計文件的要求。
③按焊接工藝在球罐內側點焊固定(焊條型號為J507RH),然后安裝柱間拉桿并調整。修磨赤道帶上、下環口,使每500mm<1mm,環口不平度<2mm。測量上、下環周長,并記錄數據,為組對下極板、上極板作準備。
④組裝下極帶板、側板、中間板,直至全部閉合。組對上極帶、側板、中間板。
⑤球罐組裝幾何尺寸檢查。
3 焊 接
按焊接工藝嚴格控制焊接參數及焊接順序。每條焊縫先焊外部,再焊內部,外部焊縫焊完后,對內側用碳弧氣刨清根,打磨見金屬光澤。焊接順序為:赤道帶板縱縫;上極帶縱縫;下極帶縱縫,上級帶環縫,下極帶環縫,上極帶方環縫,下極帶方環縫,上極帶拼縫,下極拼縫,焊后清理、打磨。
4 焊接之后的其余工序
?全部焊縫磨成圓滑過渡→?總體檢查→?無損檢測→?焊縫返修及返修后無損檢測→?內腳手架、跳板等拆除→?整體熱處理→?水壓試驗(過程中進行基礎沉降觀測)→?附件安裝→?氣密試驗→?除銹與油漆、保冷→?外防護棚與腳手加拆除→?交工驗收。
注意無損檢測應包含下述過程:
全部對接焊縫在焊接完成24h后進行100%γ射線檢測,Ⅱ級合格。
全部對接縫(包括全部T字口部位)按20%進行超聲波檢測復驗,Ⅰ級合格。
全部對接縫內、外表面、角焊縫、補焊處表面區,包括工藝附件的焊道在焊接完成24h后應時行100%滲透檢測,并合格。
水壓試驗合格后全部對接縫內、外表面、角焊縫、補焊處表面區,包括工藝附件的焊道,進行20%滲透檢測。
5 結 語
散裝法安裝球罐不受施工場地的限制,對吊裝設備的能力要求小,有較好的經濟性和靈活性。用散裝法安裝低溫球罐比非低溫球罐組對、焊接難度都大,對安裝作業人員、焊接作業人員的水平要求高。通過嚴格的工序質量控制,本項目中的兩臺球罐成形美觀,焊接一次合格率99.1%,試板各項目性能指標滿足規范要求。本項目是環保項目,具有良好的社會效益和經濟效益,中央電視臺以新聞圖片的形式對本項目進行了報道。
TQ053.2
A
1003-6490(2010)02-0047-04
2010-04-13
劉建強(1966-),男,工程師,畢業于湖南大學,主要從事項目質量控制管理工作。聯系電話:13786029027,E-mail:ljq19660206@ sina.com。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
