輾壓模具的設計與壽命的提高
2010-07-27 10:51:32魏鑾,李丹
軸承 2010年10期
關鍵詞:設計
魏 鑾,李 丹
(洛陽軸研科技股份有限公司,河南 洛陽 471039)
精密冷輾技術是在常溫下將環形回轉類零件進行擠壓產生塑性變形而得到成品件的一種冷加工成形方法,是機械精密軋制技術與精密塑性成形技術的集成創新,具有顯著的節能、節材、降低生產成本和提高零件性能等突出優點。我公司的PCR系列冷輾機(PCR90,PCR120,PCR230等)工作原理為:主傳動帶動輾輪旋轉,芯軸插入工件孔后由進給裝置通過支承輪推動芯軸將工件壓向輾輪,從而實現工件的輾壓加工。
1 輾壓模具的設計
輾輪和芯軸為冷輾機的模具,其質量和精度直接影響工件的質量與精度,結構分別如圖1、圖2所示。輾輪主要控制工件外表面形狀成形,而芯軸主要控制工件內表面形狀成形。
模具設計包括幾何尺寸設計和材料的選擇,是冷輾工藝的關鍵環節,決定冷輾工藝的優劣。

圖1 輾輪結構示意圖
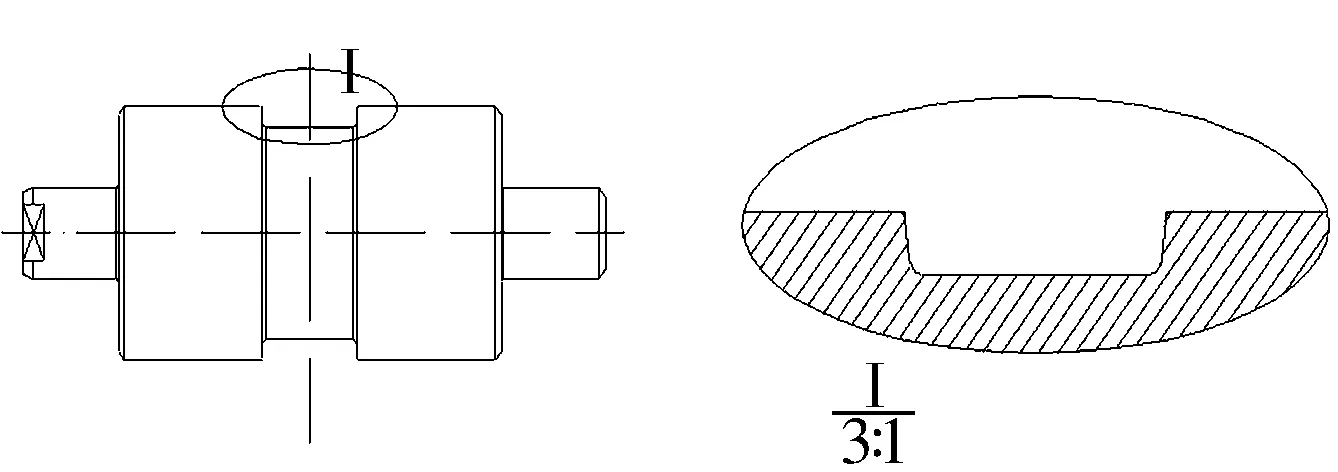
圖2 芯軸結構示意圖
1.1 幾何尺寸的設計
幾何尺寸設計主要是模具外形尺寸和型槽的形狀尺寸設計,主要考慮冷輾件的形狀、成形和模具壽命等因素。同型號機床的模具安裝尺寸一般不變。芯軸外徑尺寸依據所要加工的毛坯孔徑尺寸和芯軸強度要求確定,型槽形狀尺寸主要根據產品的內表面設計;輾輪外形面尺寸根據產品的外表面設計,輾輪的外徑尺寸由芯軸外徑尺寸、毛坯壁厚尺寸和機床模具中心距得出,并受機床安裝尺寸限制。當冷輾機床型號確定后,模具中心距受機床結構限制,取值在某一范圍內。
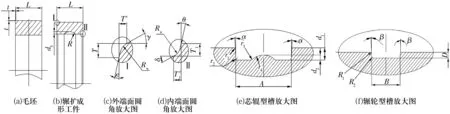
輾壓開始與結束時模具(輾輪與芯軸)與工件毛坯之間的位置關系如圖3所示。圖中,R1為輾輪型槽底部半徑;R為輾輪半徑;r為芯軸半徑;b為毛坯壁厚;M1為輾壓開始時輾輪與芯軸的中心距;M2為輾壓結束時輾輪與芯軸的中心距;H為輾壓開始時模具的間隙;h為輾壓結束時模具的間隙;f1為輾壓開始時毛坯與輾輪的間隙;f2為輾壓開始時毛坯與芯軸的間隙。f1的取值與冷輾工藝有關,一般不宜過大,毛坯精度較差時f1可取為零;f2的取值與毛坯精度有關,毛坯精度高f2取值小。輾輪與芯軸的中心距在輾壓過程中是變化的,Mmin為冷輾機限定的最小模具中心距;Mmax為冷輾機限定的最大模具中心距;r′為芯軸最大半徑。模具設計時應滿足以下關系:
R1+r′+b+f1+f2=M1 (1) R+r+d=M2>Mmin (2) d>0 (3) M1>M2 (4) 由(1)~(4)式可推算出輾輪外徑尺寸,在允許范圍內輾輪外徑尺寸盡量選取大值,這樣輾輪可以多次翻新,以降低生產成本。 圖3 輾壓開始與結束時模具與工件位置關系示意圖 模具型槽間寬度的配合以及與毛坯寬度的配合也十分關鍵。套圈輾擴成形及模具型槽結構如圖4所示,圖中,A為芯軸型槽寬度;B為輾輪型槽寬度;L為毛坯、輾擴成形工件寬度;t為毛坯端面倒角的高度、寬度;R為輾擴成形工件的溝槽半徑;RW為外端面倒角弧半徑;Rn為內端面倒角弧半徑;R1,R2為輾輪型槽過渡圓角;r1,r2,r3,r4為芯軸型槽過渡圓角;D為輾輪型槽有效擋邊深度;d1為芯軸型槽擋邊深度;d2為芯軸型槽中凸模高度;d為芯軸型槽有效擋邊深度,d=d1-d2;d3為輾擴成形工件的溝槽深度;α為芯軸型槽擋邊傾角;β為輾輪型槽擋邊傾角;γ為外端面倒角與水平面所成角度;ε為外端面倒角與垂直面所成角度;θ為內端面倒角與水平面所成角度;δ為內端面倒角與垂直面所成角度;T為輾擴成形工件外端面倒角高度;T′為輾擴成形工件外端面倒角寬度;T1為輾擴成形工件內端面倒角高度;T′1為輾擴成形工件內端面倒角寬度。 圖4 套圈毛坯、輾擴成形及模具型槽結構 模具型槽側壁為擋邊,擋邊一般帶有不小于3°的傾角以保證毛坯順利進入模具且輾擴中不產生毛刺,芯軸與輾輪擋邊傾角大小可以不同。毛坯在模具中一般要以輾輪或芯軸為基準定位,為保證端面倒角精度,模具型槽有效擋邊深度要大于產品的端面倒角高度,即D>T,d>T1。一般輾輪型槽有效擋邊深度為2.5~5 mm,芯軸型槽有效擋邊深度為0~3 mm。輾輪為定位基準時,輾輪型槽底部寬度可以略小于毛坯寬度以利于毛坯在輾輪中定位,這樣易于保證輾壓成形工件的精度。毛坯寬度尺寸公差大時一般采用芯軸定位,輾輪型槽底部寬度保證毛坯在型槽內活動余量不大即可,一般底部型槽寬度取值與毛坯寬度相等。芯軸型槽上部寬度等于或略大于輾輪型槽上部寬度。 模具選取材料時應考慮生產批量、材料性能、生產、使用情況等。輾壓模具輾輪和芯軸要求強度高、耐磨、變形小且壽命長,一般采用冷作模具鋼如Cr12MoV,LD(7Cr7Mo3V2Si)等。Cr12MoV為高碳、高鉻類型萊氏體鋼,具有良好的淬透性,且具有很高的耐磨性,易采購、性價比高,應用普遍,冷輾模具中輾輪材料多選Cr12MoV。LD(7Cr7Mo3V2Si)鋼碳含量低,硬度高又具有較好韌性,冷輾模具中芯軸采用了LD(7Cr7Mo3V2Si)鋼。 輾輪主要失效形式有磨損、塑性變形、疲勞破壞等。冷輾工件時,輾輪工作表面與工件毛坯相對運動,產生摩擦磨損和黏著磨損,可能產生塑性變形和疲勞裂紋。因此,要求輾輪有較高的耐磨性、抗黏性和低的表面粗糙度值,較高的硬度和抗疲勞強度能力。 芯軸的主要失效形式有磨損、塑性變形和斷裂。冷輾時芯軸與工件接觸,承受壓力、沖擊力及摩擦力,因此,要求芯軸既有高的硬度和耐磨性,又要有足夠的韌性。 模具失效的原因很多,涉及的技術面很廣,但通過優化設計、合理選材材料、改進加工(加工工藝、熱處理工藝)工藝、合理使用等可以顯著提高模具壽命。 在實際冷輾生產中,模具的壽命直接關系到生產的效率和成本,根據模具在使用中出現的失效問題,分析后提出以下提高模具壽命的措施[1]: (1)合理擬定冷輾壓工藝。工件的結構設計符合冷輾壓工藝性的要求;合理設計冷輾件和毛坯;提高潤滑質量。 (2)合理設計模具結構和幾何參數。合理設計模具的尺寸結構,保證毛坯在模具中的定位;控制模具精度,減小輾壓時的振動;盡量避免截面的急劇變化,以減小應力集中,對于截面急劇變化的,應以較大的圓角半徑和錐度過渡。模具的幾何形狀應有利于金屬的變形和流動,盡可能地減小工件表面粗糙度值。 (3)合理選擇模具材料。依據輾輪的制造斷面較大、形狀復雜、耐磨性要求高、承受較大沖擊載荷的特點,輾輪制造材料選用了Cr12MoV鋼。新型LD(7Cr7Mo3V2Si)冷作模具鋼與Cr12MoV鋼相比具有強度高,韌性好,耐磨損,冷熱加工工藝性能優良,淬火溫度范圍寬,熱處理變形小等特點。而芯軸型槽形狀較復雜,工作中承受較大壓力和沖擊力,特別對于長徑比大的芯軸,韌性要求高,因此,芯軸材料選用了LD(7Cr7Mo3V2Si)鋼。 (4)改善模具的熱處理和表面處理工藝。完善和嚴格控制熱處理工藝,加熱要均勻,回火要充分;模具使用一段時期后進行一次應力退火,以消除疲勞應力;采用表面強化處理(如化學熱處理、高能束表面強化等),提高模具耐磨性、抗黏性和抗疲勞強度性能。 (5)完善模具加工工藝。對于組織不完善,晶粒粗大的模具毛坯采用三方六面墩拔法反復鍛造,把碳化物不均勻度控制在3級以內,同時應注意加工精度并保持形狀的準確性。 (6)正確使用、維護和保管模具。正確安裝和調整模具,使模具處于最佳工作狀態;采用合適的支承距離,以減少芯軸支承跨距;保持模具工作表面的清潔;按照規程正確送料,防止因誤送料引起模具損壞;合理潤滑和冷卻。 輾輪和芯軸組成的冷輾機模具,是冷輾機生產出合格產品的關鍵,其合理的設計與應用將大幅度降低生產成本,提高生產效率。
1.2 材料的選擇
2 模具主要失效形式及性能要求
3 提高模具壽命的措施
4 結束語
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
