電磁超聲技術(shù)在焊縫檢測中的應(yīng)用
2010-07-23 03:30:52高會(huì)棟
無損檢測 2010年11期
高會(huì)棟
(Borja Lopez Innerspec Technologies Inc,USA)
近年來隨著超高溫和超低溫檢測環(huán)境以及對(duì)非接觸式自動(dòng)化檢測的需求,電磁超聲技術(shù)的研發(fā)越來越受到無損檢測研發(fā)和使用人員的重視。電磁超聲是諸多超聲檢測方法的一種,與傳統(tǒng)超聲波檢測一樣,電磁超聲利用超聲波來測量材料參數(shù)或探測材料中的缺陷。所不同的是,電磁超聲傳感器利用電磁場來激發(fā)超聲波,而傳統(tǒng)的超聲波傳感器使用壓電晶片的壓電效應(yīng)來激發(fā)超聲波。圖1為壓電傳感器的檢測原理和電磁傳感器的激發(fā)原理的對(duì)比[1]。使用壓電超聲傳感器,聲波在壓電晶片內(nèi)產(chǎn)生。為了使激發(fā)出的聲波傳播到待檢材料中,通常需要在待測材料表面施加耦合劑。根據(jù)檢測需求的不同,耦合劑的選擇也有區(qū)別。雖然空氣耦合以及固體耦合也已經(jīng)在一些領(lǐng)域得到應(yīng)用,但最常用的還是液體耦合劑。接觸式在役檢測通常使用膠狀耦合劑,而在線檢測則常用水柱。圖1中顯示的是用洛侖茲力原理激發(fā)超聲波的示意圖。當(dāng)圓形線圈中通上超聲波頻率的交流電時(shí),由于電磁感應(yīng)效應(yīng),待測導(dǎo)體材料中會(huì)產(chǎn)生與線圈中極性相反的渦流電流。與電動(dòng)機(jī)中的洛侖茲力原理類似,渦流電流在磁場中也會(huì)受到洛侖茲力的作用,從而引起待測材料的局部振動(dòng)[2-3]。用于無損檢測的超聲波頻率一般從20Hz~20MHz,由于集膚效應(yīng),渦流電流分布在材料表面,所以通常情況下,電磁超聲的聲波激發(fā)源可以考慮成表面分布式激發(fā)。圖中所示超聲波在表面激發(fā)以后以橫波形式傳向材料內(nèi)部。
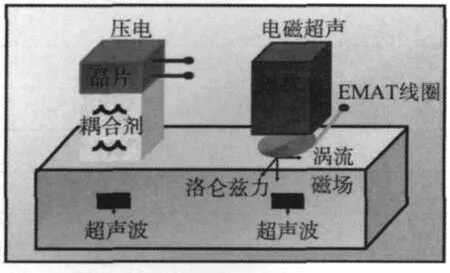
圖1 電磁超聲傳感器和壓電超聲傳感器的聲波激發(fā)原理對(duì)比
從應(yīng)用的角度來說,圖1所示的電磁超聲和傳統(tǒng)壓電超聲相比一個(gè)最大的優(yōu)點(diǎn)就是無需使用耦合劑。而由此可以引申出一系列的電磁超聲的應(yīng)用優(yōu)勢[3-4],如可以實(shí)現(xiàn)非接觸式檢測、可以提高探頭的掃描效率、排除了由于耦合劑的不均勻所帶來的測量誤差、可以在耦合劑會(huì)揮發(fā)或者凍結(jié)的超高溫以及超低溫環(huán)境下檢測。除此以外,利用不同的磁鐵和線圈的設(shè)計(jì)組合,電磁超聲傳感器可以有效地激發(fā)出各種超聲波模式,包括傳統(tǒng)超聲較難實(shí)現(xiàn)的水平橫波和各種超聲導(dǎo)波模式。從而使用電磁超聲技術(shù)可以解決很多傳統(tǒng)超聲無法實(shí)現(xiàn)的檢測需求,同時(shí)也為很多傳統(tǒng)超聲能夠?qū)崿F(xiàn)的檢測需求提供了一個(gè)更加簡便的解決方案。
1 導(dǎo)波技術(shù)檢測薄板激光焊縫
激光拼焊板在汽車制造行業(yè)的應(yīng)用非常廣泛。為了能夠及時(shí)測量激光焊接的質(zhì)量,Si-WB系統(tǒng)使用超聲導(dǎo)波對(duì)焊縫進(jìn)行快速自動(dòng)化掃描,從而檢測出焊縫中的各種缺陷,包括裂紋、未融合、夾雜和氣孔等點(diǎn)缺陷。圖2顯示的是該系統(tǒng)的EMAT探頭的機(jī)械裝置。EMAT探頭包括一個(gè)電磁鐵,一套音頻EMAT線圈及配套電纜;外圍機(jī)械裝置包括滾輪以及機(jī)械手。圖3為激光拼焊板的樣品。兩塊拼接鋼板的厚度分別為 1和2mm。在焊縫中做了9個(gè)人工缺陷,包括6個(gè)鉆孔以及3個(gè)刻槽,用鉆孔模擬點(diǎn)狀缺陷,并用刻槽模擬面狀缺陷,人工缺陷尺寸見表1。
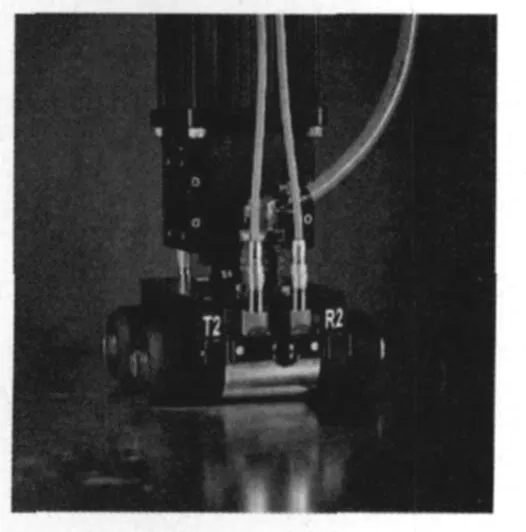
圖2 激光拼焊板電磁超聲檢測探頭裝置

圖3 激光拼焊板樣品以及人工缺陷照片
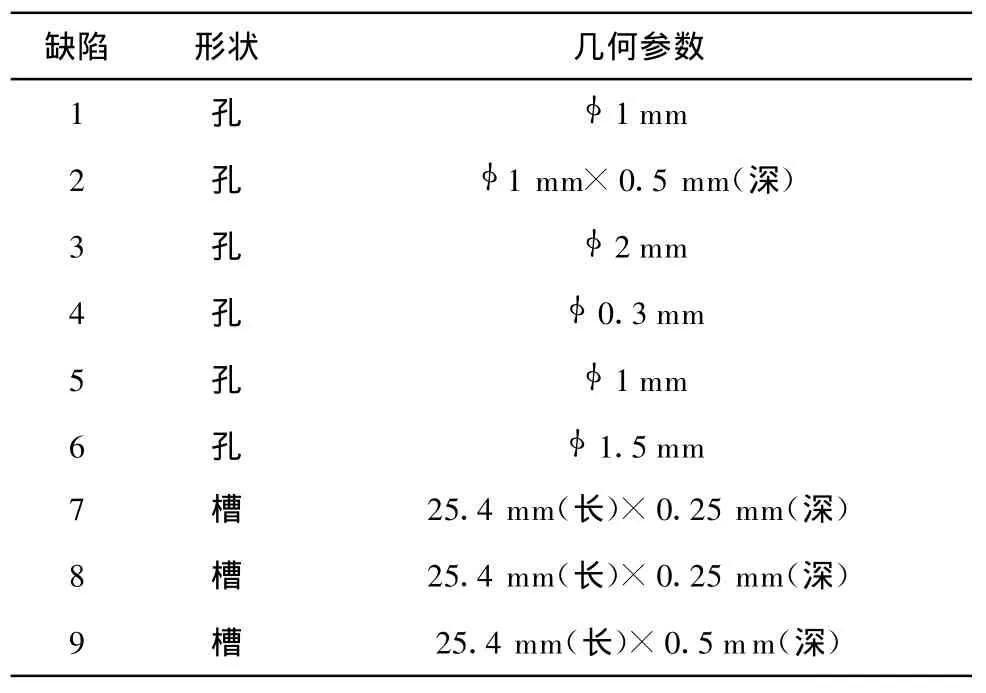
表1 缺陷幾何形狀參數(shù)
針對(duì)不同缺陷對(duì)聲波的反射特性的差異,該系統(tǒng)包括點(diǎn)缺陷通道和面缺陷通道兩種EMAT傳感器。點(diǎn)通道用來檢測氣孔和夾雜等,面通道用來檢測裂紋和未融合等缺陷。
Si-WB系統(tǒng)通過超聲導(dǎo)波來實(shí)現(xiàn)焊縫檢測。超聲波能量分布于整個(gè)焊縫區(qū)域,所以分布于不同位置的缺陷可以同時(shí)被檢測出。設(shè)置通道1為點(diǎn)缺陷通道,通道2為面缺陷通道。面缺陷通道比點(diǎn)缺陷通道延遲一段時(shí)間發(fā)射。面缺陷通道的聲波發(fā)射方向垂直于焊縫。由于焊縫兩側(cè)的板厚不同,通常會(huì)有一定的聲波從焊縫反射,當(dāng)面缺陷存在時(shí)更多的能量會(huì)被反射,從而接收到的反射信號(hào)會(huì)增強(qiáng)。為了能夠有效地檢測點(diǎn)狀缺陷,點(diǎn)缺陷通道的聲波發(fā)射方向與焊縫方向存在一個(gè)夾角,從而利用散射波來檢測點(diǎn)狀缺陷。圖4為對(duì)激光拼焊板的掃描結(jié)果。圖中紅線為點(diǎn)缺陷通道的掃描結(jié)果,可見6個(gè)鉆孔缺陷均產(chǎn)生了明顯的散射回波。除此以外,面狀缺陷的端點(diǎn)處也會(huì)產(chǎn)生一定的散射回波。面缺陷通道由于焊縫反射,基準(zhǔn)值比點(diǎn)缺陷通道高。在刻槽處,反射回波的幅度明顯增強(qiáng),三個(gè)刻槽的反射回波均超過設(shè)定域值。9個(gè)人工缺陷都得到了有效的檢測。
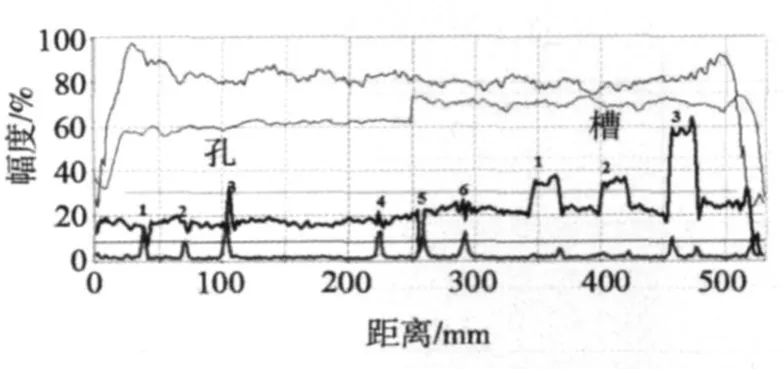
圖4 激光拼焊板樣品電磁超聲掃描結(jié)果
2 周向?qū)Р夹g(shù)檢測電阻焊鋼管焊縫
電阻焊鋼管是由鋼板經(jīng)過一系列的冷軋成弧形,然后在通過環(huán)形電阻焊線圈的同時(shí)施加一定壓力將兩邊對(duì)焊在一起的一種焊接工藝。在焊頭后方有刮刀將內(nèi)外表面的焊瘤去除,從而形成光滑平整的焊接表面。然而在焊接過程中由于種種原因,會(huì)形成內(nèi)表面或者外表面的裂紋、未融合等焊接缺陷。常規(guī)超聲波檢測時(shí)使用四個(gè)壓電換能器分別對(duì)材料的內(nèi)外壁從兩個(gè)方向進(jìn)行檢測。但是為了冷卻,通常檢測系統(tǒng)距離焊機(jī)會(huì)有10m左右,而經(jīng)過這段距離以后,焊縫位置也會(huì)發(fā)生偏轉(zhuǎn)。因此,如果沒有一個(gè)有效的焊縫定位和跟蹤的裝置,斜入射超聲波的檢測區(qū)域就可能偏離焊縫區(qū)域,從而產(chǎn)生漏檢[5-6]。
使用電磁超聲激發(fā)的導(dǎo)波對(duì)鋼管焊縫進(jìn)行檢測。由于周向?qū)Рㄔ趥鞑ミ^程中的能量會(huì)分布于整個(gè)管壁,焊縫位置漂移對(duì)于導(dǎo)波檢測的影響比體波檢測的影響小很多。圖5顯示了周向?qū)РㄟM(jìn)行焊縫缺陷檢測的示意圖。由電磁超聲單向換能器激發(fā)出沿著逆時(shí)針方向傳播的導(dǎo)波,導(dǎo)波首先經(jīng)過接收傳感器然后再通過焊縫區(qū)域(圖5中的12點(diǎn)鐘位置)。如焊縫中有缺陷存在,則會(huì)產(chǎn)生反射回波。為了增加系統(tǒng)對(duì)缺陷的檢測幾率,在實(shí)際系統(tǒng)中使用了兩組同樣的探頭來有效覆蓋不同的焊縫位置。最終系統(tǒng)可以實(shí)現(xiàn)對(duì)焊縫位置偏轉(zhuǎn)±30°有效檢測。
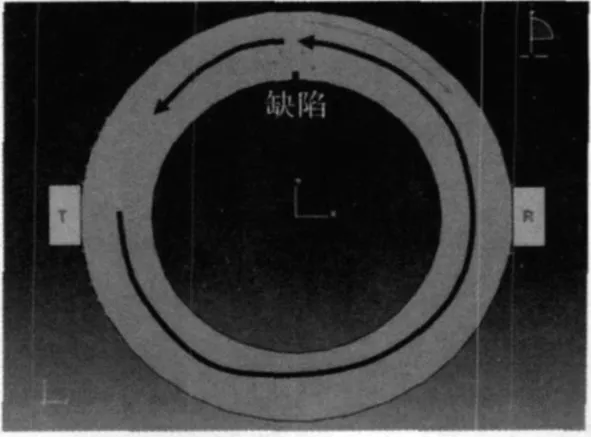
圖5 電阻焊鋼管超聲導(dǎo)波檢測原理示意圖
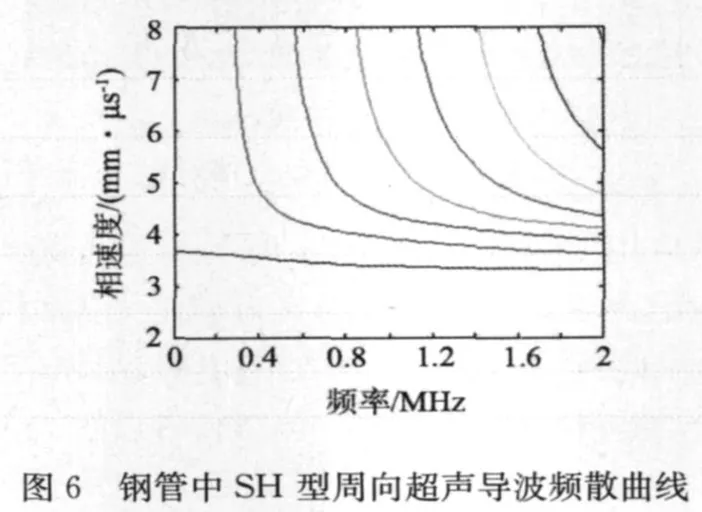
在系統(tǒng)的設(shè)計(jì)過程中,首先計(jì)算出對(duì)于各種不同管徑和壁厚的鋼管的周向?qū)Рǖ念l散曲線。圖6是水平橫波(SH)在φ50.8mm×6.35mm(厚)小管中的頻散曲線。可以看到,管子中傳播的SH波的頻散曲線與通常薄板中的SH波的頻散曲線有比較大的區(qū)別。最直觀的一個(gè)表現(xiàn)就是SH0模式的導(dǎo)波不再是無頻散的。試驗(yàn)發(fā)現(xiàn),對(duì)于薄壁鋼管,采用SH0模式進(jìn)行檢測可以得到很好的反射回波。圖7顯示的是對(duì)φ50.8mm×6.35mm(厚)鋼管的線掃描結(jié)果。如圖所示,深12.5%的EDM刻槽產(chǎn)生的反射波的波幅均超過3/1的信噪比。

3 電磁超聲SH波相控陣檢測奧氏體不銹鋼焊縫
由于奧氏體不銹鋼的強(qiáng)抗腐蝕性,它在核工業(yè)、石油化工以及高溫處理工業(yè)中得到了廣泛應(yīng)用。因此,奧氏體焊縫在這些應(yīng)用領(lǐng)域也非常常見。由于奧氏體焊縫具有很特殊的長條形晶粒結(jié)構(gòu),超聲波在奧氏體焊縫中會(huì)受到明顯的散射以及方向偏轉(zhuǎn),給奧氏體不銹鋼焊縫的檢測帶來很大的困難。理論研究表明,最常用于檢測常規(guī)焊縫的斜入射垂直橫波受到的影響尤其劇烈,而最理想的檢測波形是水平橫波。然而,由于壓電換能器不易于激發(fā)和耦合水平橫波,現(xiàn)有的方法是使用縱波檢測,但是由于縱波經(jīng)過表面反射后會(huì)發(fā)生波型轉(zhuǎn)換,給信號(hào)的判讀帶來一定的難度。通常用縱波對(duì)奧氏體不銹鋼焊縫檢測都需要將焊縫表面修平,而且焊縫的兩側(cè)都必須可以放置探頭。
電磁超聲易于激發(fā)水平橫波,但是由于奧氏體不銹鋼的導(dǎo)電性能很差,也不具有磁致伸縮效應(yīng),電磁超聲技術(shù)用來檢測奧氏體不銹鋼也存在很大的難度。以前有過很多的嘗試[7],但是由于信號(hào)的信噪比問題,至今電磁超聲對(duì)奧氏體焊縫檢測還是沒有進(jìn)入實(shí)用階段。
為了提高電磁超聲激發(fā)效率,Innerspec公司研制了8通道電磁超聲相控陣探頭、信號(hào)激發(fā)源以及數(shù)據(jù)采集、分析和軟件系統(tǒng)。研制了基于惠斯通電橋電路的高功率超聲波脈沖串信號(hào)發(fā)生器。圖8是8通道儀器的照片。每一通道超聲信號(hào)的輸出電壓峰峰值可達(dá)2400V,瞬時(shí)功率達(dá)到20kW。為了在奧氏體不銹鋼中激發(fā)出SH模式的斜入射聲波,采用了永磁鐵陣列和印制電路板線圈。利用該系統(tǒng),可以成功地檢測到位于40mm厚不銹鋼焊接樣品中的兩個(gè)6.35mm深的刻槽。其中一個(gè)刻槽在焊縫區(qū)域,另一個(gè)刻槽在熱影響區(qū),檢測結(jié)果見圖9。如圖所示,SH波電磁超聲設(shè)備成功實(shí)現(xiàn)了對(duì)探頭另一側(cè)熱影響區(qū)的檢測。這對(duì)于奧氏體不銹鋼焊縫和異種金屬焊縫的檢測具有很大的意義,可以解決只有一面能放置探頭的焊縫的檢測。
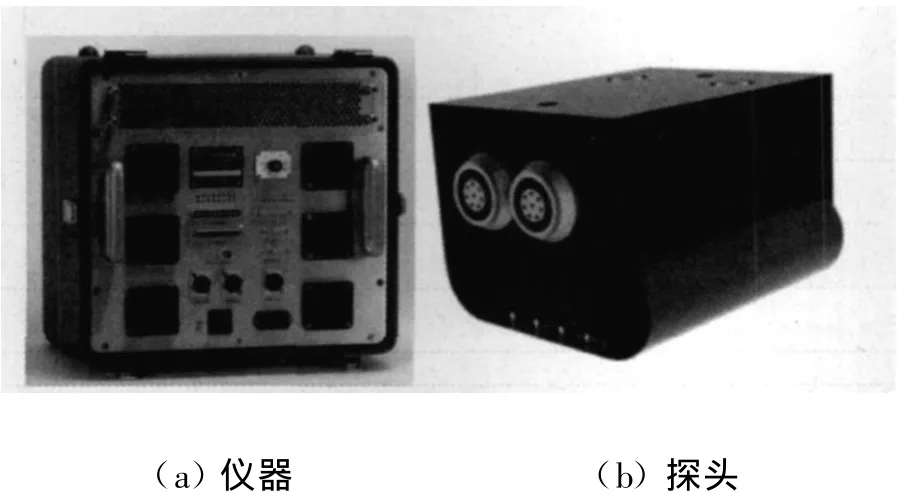
圖8 電磁超聲相控陣儀器及探頭照片

4 結(jié)論
電磁超聲技術(shù)(EMAT)作為一種新型的超聲無損檢測技術(shù),近年來已經(jīng)由實(shí)驗(yàn)室研究階段進(jìn)入工業(yè)生產(chǎn)的實(shí)際應(yīng)用階段。介紹了電磁超聲的基本原理、電磁超聲較傳統(tǒng)壓電超聲檢測技術(shù)的優(yōu)缺點(diǎn)。重點(diǎn)介紹了由Innerspec公司開發(fā)研制的三套針對(duì)焊縫檢測的代表性電磁超聲系統(tǒng),包括薄板激光焊縫的檢測、電阻焊鋼管檢測以及奧氏體不銹鋼焊縫的檢測。電磁超聲傳感技術(shù)與超聲導(dǎo)波技術(shù)的結(jié)合,適用于從<1mm的薄板,到12mm的厚板以及管件中焊縫的檢測。對(duì)于超過12mm厚的材料,電磁超聲斜入射體波檢測可以達(dá)到很好的效果。總之,電磁超聲技術(shù)的發(fā)展擴(kuò)展了超聲波檢測的應(yīng)用范圍。電磁超聲為很多需要非接觸檢測、快速高效檢測、超高低溫環(huán)境以及需要水平橫波檢測的應(yīng)用領(lǐng)域提供了一系列有效的解決方案。
致謝:介紹的三套電磁超聲檢測系統(tǒng)由Innerspec公司全體研究及設(shè)計(jì)人員共同創(chuàng)造,作者對(duì)其他研究及設(shè)計(jì)人員表示感謝。
[1]Gao H,Lopez B.Development of single-channel and phased array EMATs for austenitic weld inspection[J].Materials Evaluation,2010,68(7):821-827.
[2]Thompson R B.Physical principles of measurement with EMAT transducers[J].Physical Acoustics,1990,19:157-200.
[3]Hirao M,Ogi H.EMATs for Science and Industry[M].Boston:Kluwer Academic Publishers,2003.
[4]Huidong Gao,Syed Ali,Borja Lopez.Efficient delaminating detection in multilayered composites using ultrasonic guided wave EMATs[J].NDT&E International,2010(43):316-322.
[5]Jeffrey Monks.In-line EMAT ultrasonic weld inspection for ERW tube mills using guided ultrasonic waves[J].Iron and Steel Technology,2010(1):1-7.
[6]Gao H,Lopez B,Ali S,et al.Inline testing of ERW tube using ultrasonic guided wave EMATs[C].16th National Congress of Theoretical and Applied Mechanics.State College,PA,USA:2010.
[7]Hubschen G,Salzburger H J,Kroning M,et.al.Results and experiences of ISI of austenitic and dissimilar welds using SH-waves and EMUS-Probes[M].USA:Elsevier Science Publishers,1993.
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12