仿形磨床工件夾持機構的設計
2010-07-10 06:03:48張海鷹
時代農機 2010年3期
張海鷹
(湖南城市學院工程制圖教研室,湖南 益陽 413000)
目前,現有的各種仿形磨床和相關機床多采用旋轉工作臺和自動控制原理,工件加工難度大,精度高,仿形磨床工件夾持機構是影響加工精度和可靠性的重要環節。仿形磨邊機是一種廣泛應用于加工各種薄脆性復雜外形產品的設備,如手機、手表玻璃屏幕等。由于這些產品加工精度要求高,而且形狀復雜多樣,加工難度比較大。玻璃加工要求磨削速度快,更換工件頻繁,因此必須能快速準確停機、快捷換件。對于手機玻璃,磨邊精度一般要求在0.005~0.01 mm,倒邊精度小于0.005 mm,目前市場上廣泛使用的高精度FM系列仿形磨邊機,能加工直徑300 mm以下的各種異型視窗玻璃產品。FM型系列仿形磨邊機采用了結構簡單、穩定可靠的工件夾持機構,有效保證工件準確定位,磨削時不發生縱向位移和偏轉,確保工件的磨削外形和可靠度。
1 工作原理
仿形磨邊機機械部分主要由兩部分組成,即工作臺和砂輪架。工作臺由齒輪傳動,保證左右兩主軸低速旋轉,兩主軸夾持工件,仿形靠模安裝在左主軸上,主軸、靠模、工件同時低速旋轉。工作臺安裝在滾柱交叉導軌副上左右移動,砂輪架由高速電機驅動,安裝在精密導軌上作前后運動,仿形磨邊機砂輪架由帶軸滾針軸承頂住仿形靠模,前后運動距離由仿形靠模的外形決定,同時也決定了砂輪磨削工件的形狀。
FM仿形磨邊機工件夾持機構分為3個部分,包括夾頭體組件、進給齒輪組件和控制手柄組件。如圖1所示,工件左右夾頭體分別安裝在左右主軸上,主軸通過軸承裝在左右套筒內,右套筒下方有進給齒槽,與進給齒輪配合完成進給運動,夾持和釋放工件。

圖1 工件夾持原理圖
2 工件夾持機構的設計
2.1 夾頭體的設計
FM仿形磨邊機工件夾頭體有兩種,一種是將夾頭板用螺蚊直接連接在左右主軸的端面,連接簡單,但可靠性不好,適用于對外形和倒邊精度不高的產品。另一種是專門設計的快速安裝夾頭,采用了主軸和夾頭座的錐面配合,夾頭座通過高精度錐面配合安裝在左右主軸上,使得夾頭座定位準確,工件夾板由金屬夾板和工程塑料或尼龍板合二為一組成,金屬夾板通過螺釘安裝在夾頭座上,夾板經過改進后,由金屬夾板和工程塑料或尼龍板組成,既能保證一定的剛性,又能保證夾持工件所需要的彈性。該夾頭體2008年申請獲得了國家專利,專利號為:ZL200820158546.X。
2.2 進給齒輪組件的設計
進給齒輪組件包括右套筒、進給齒輪、進給軸套和進給軸等組成,在圖2所示,工件夾持機構圖中可以看出,進給軸套能保證進給齒輪和軸的準確定位。進給齒輪和右套筒齒槽運動,夾緊或釋放工件。進給軸與進給齒輪由60度的錐面連接,靠相互的靜摩擦力傳遞運動,進給軸和控制手柄連接。為了保證夾持工件的可靠性,進給齒輪和進給軸都需要進行熱處理,硬度為28-32HRC,錐面配合研磨,表面粗糙度小于1.6,接觸面不小于三分之二,進給齒輪和進給軸的同軸度小于0.02 mm。
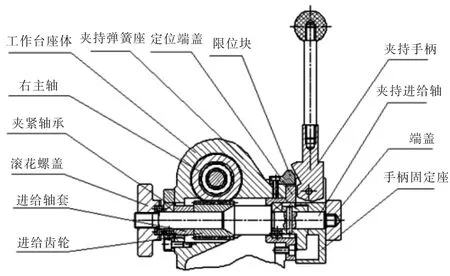
圖2 工件夾持機構——進給齒輪組件
2.3 控制手柄組件的設計
進給齒輪的運動由夾持手柄組件控制。如圖3所示,夾持手柄組件包括夾持手柄(控制桿)、手柄固定座、定位端蓋和夾持彈簧座及彈簧等組成。夾持手柄(控制桿)可以控制組件繞夾持進給軸旋轉,向右旋轉時,彈簧固定座壓縮夾持彈簧,夾持進給軸與進給齒輪靠摩擦力隨進給軸轉動,進給齒輪帶動右主軸夾緊工件,通過調整夾持彈簧的位置,就可以改變壓縮簧力的大小,既可以控制夾持工件的力度,又不會夾碎工件,確保夾持的穩定可靠。
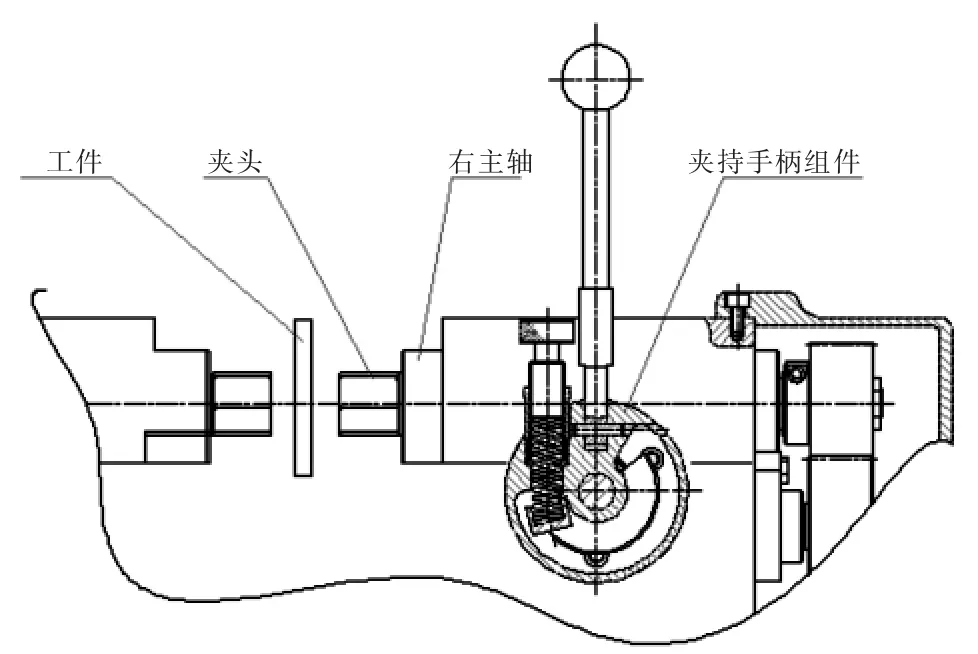
圖3 工件夾持機構——控制手柄組件
3 結語
FM系列仿形磨邊機產品夾持機構廣泛采用了這種設計方法,對于各種薄、脆產品,加工要求外形準確、精度高。目前,FM系列仿形磨邊機已經生產了100-300型不同產品3千多臺,由于裝夾和更換產品非常方便,能有效保證工件準確定位,磨削時不再發生左右偏轉和縱向位移,確保工件的磨削外形和可靠度,大大提高了產品的質量和生產效率。
[1]張海鷹.仿形靠模的計算機設計方法[J]. 裝備制造,2009,(9).
[2]李世國.輕工機械 CAD[M].北京:中國輕工業出版社,1998.
[3]濮良貴.機械設計[M].北京:高等教育出版社,2005,(6).
