電雷管激光打碼皮帶傳送監(jiān)控系統(tǒng)設(shè)計(jì)
2010-07-09 12:21:38夏百戰(zhàn)
制造業(yè)自動(dòng)化 2010年1期
關(guān)鍵詞:系統(tǒng)
夏百戰(zhàn),駱 昊
(電子科技大學(xué) 中山學(xué)院,中山 528402)
0 引言
開發(fā)控制功能豐富可靠、界面友好的電雷管激光打碼皮帶傳送監(jiān)控系統(tǒng)不僅可以保證安全生產(chǎn)、提高勞動(dòng)生產(chǎn)率和產(chǎn)品質(zhì)量,而且對(duì)進(jìn)一步提高民用爆炸物品的安全管理具有重要意義。本文將從電雷管打碼皮帶傳送系統(tǒng)的工藝流程開始詳細(xì)介紹監(jiān)控系統(tǒng)的開發(fā)過(guò)程。
1 工藝流程簡(jiǎn)介
電雷管打碼皮帶傳送系統(tǒng)分為三部分:排模部分、打碼部分和收模部分。本系統(tǒng)排模部分包括8個(gè)功能完全相同的排模工位;收模部分包括3個(gè)功能完全相同的收模工位。排模部分和收模部分的均為雙層設(shè)計(jì)。收模工位上層的功能是將排好雷管的模具傳送到打碼工位;下層實(shí)現(xiàn)將來(lái)自收模工位的空模具回收。收模工位上層的功能是將打好碼的模具回收;下層實(shí)現(xiàn)將空模具送回到排模段。打碼部分的功能是對(duì)來(lái)自排模段的模具上的雷管打碼。為了結(jié)合生產(chǎn)效率、安全可靠生產(chǎn)的需要,電雷管打碼皮帶傳送系統(tǒng)具體有以下工藝要求:
1)具有同步或異步排模能力:同步排模指的是,被選定的所有排模工位全部準(zhǔn)備好以后,同時(shí)執(zhí)行排模操作;異步排模指的是,各選定排模工位的排模不受別的工位影響,獨(dú)立工作。
2)回模具有缺工位回模能力:即回模時(shí),不按照固定順序回到排模工位,而是按照一定的判斷,選擇當(dāng)前回模位置空,且回模數(shù)量較少的工位優(yōu)先回模。
3)正確打碼:正確打碼指的是打碼區(qū)無(wú)模具不能進(jìn)行打碼,有模具則要準(zhǔn)確打碼。
4)連續(xù)雙模具進(jìn)同一收模工位:即實(shí)現(xiàn)在任何情況下(包括停電)連續(xù)兩個(gè)模具進(jìn)入一個(gè)收模工位,并能實(shí)現(xiàn)多個(gè)工位同時(shí)收模。
5)打碼排隊(duì)限制:限制打碼工位前的等待打碼模具的數(shù)量,以利安全。
6)異常情況及時(shí)停止生產(chǎn):系統(tǒng)出現(xiàn)設(shè)備或者生產(chǎn)異常時(shí),能夠自動(dòng)暫停生產(chǎn),待問題解決后繼續(xù)生產(chǎn)。
2 控制系統(tǒng)開發(fā)
2.1 控制系統(tǒng)簡(jiǎn)介
電雷管打碼皮帶傳送系統(tǒng)采用PLC作為控制器,具有使用成熟工作可靠等特點(diǎn)。考慮到生產(chǎn)線相對(duì)比較集中,所以采用現(xiàn)場(chǎng)設(shè)備儀表直接連控制器的IO模塊(不同于總線控制方式)。控制器采用貝加萊公司X20系列PLC模塊,配有數(shù)字量輸入DI模塊、數(shù)字量輸出DO模塊、模擬量輸入AI模塊和模擬量輸出AO模塊。貝加萊公司的PLC控制系統(tǒng)的硬件組態(tài)、程序開發(fā)及調(diào)試都使用該公司的Automation StudioTM軟件。
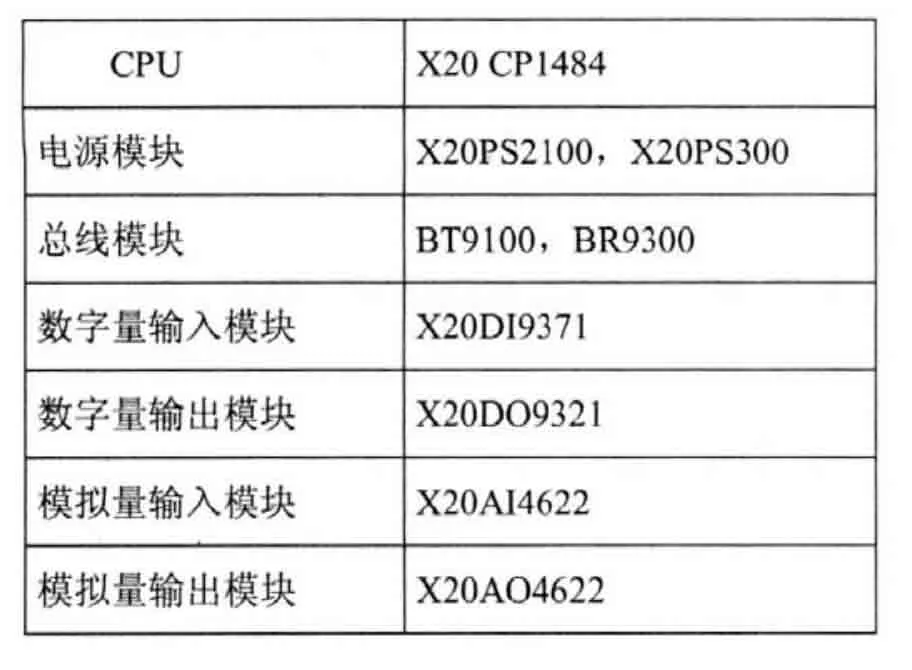
表1 控制系統(tǒng)具體配置
Automation StudioTM是針對(duì)貝加萊(B&R)所有工業(yè)自動(dòng)化產(chǎn)品的集成化的軟件開發(fā)環(huán)境,可應(yīng)用于任何規(guī)模任何范圍的項(xiàng)目。集成編程環(huán)境中可以處理工程項(xiàng)目開發(fā)中的每個(gè)步驟,提供了多種語(yǔ)言編程和大量的診斷工具。
2.2 程序設(shè)計(jì)思想
綜合電雷管打碼皮帶傳送系統(tǒng)的工作流程,工藝要求及選用控制器、設(shè)備儀表的特點(diǎn),系統(tǒng)設(shè)計(jì)方案的具體思想如下。
2.2.1 模具檢測(cè)
由于電容接近開關(guān)和磁感應(yīng)開關(guān)的特點(diǎn),對(duì)模具是否有無(wú)的檢測(cè)不能直接使用傳感器的輸出信號(hào),而是采用狀態(tài)位的方式。狀態(tài)位的置位和復(fù)位由真實(shí)檢測(cè)結(jié)果延時(shí)濾波得到。
2.2.2 生產(chǎn)方式、模式和狀態(tài)
生產(chǎn)方式按照工藝要求有同步方式和異步方式兩種生產(chǎn)方式。同步方式和異步方式可以很容易切換。
生產(chǎn)模式設(shè)計(jì)有自動(dòng)生產(chǎn)模式和檢修生產(chǎn)模式,有正常、暫停、急停和復(fù)位4種生產(chǎn)狀態(tài)。自動(dòng)生產(chǎn)模式指的是,系統(tǒng)根據(jù)工藝流程和現(xiàn)場(chǎng)檢測(cè)結(jié)果,使生產(chǎn)在不需要要人干預(yù)的情況下自動(dòng)進(jìn)行。檢修模式指的是,當(dāng)處于某種需要,對(duì)現(xiàn)場(chǎng)的電機(jī)或者氣缸進(jìn)行人工的單個(gè)操作時(shí)(相當(dāng)于檢修,其實(shí)也實(shí)現(xiàn)了手動(dòng)操作)的生產(chǎn)模式,此時(shí)生產(chǎn)暫停。
暫停指的是暫時(shí)停止當(dāng)前的生產(chǎn),電機(jī)停止,所以氣缸保持在線圈斷電后的位置。急停指的是當(dāng)系統(tǒng)出現(xiàn)嚴(yán)重問題時(shí)執(zhí)行的操作,此時(shí)變頻器斷電,氣缸線圈斷電,氣缸保持不動(dòng)。復(fù)位指的是,系統(tǒng)出現(xiàn)嚴(yán)重混亂,必須將生產(chǎn)狀態(tài)回復(fù)到原始狀態(tài),系統(tǒng)復(fù)位時(shí),除了相應(yīng)設(shè)備停止外,系統(tǒng)的中間狀態(tài)位、計(jì)數(shù)器、定時(shí)器都清零。
2.2.3 多子任務(wù)處理
電雷管打碼皮帶傳送系統(tǒng)共有8個(gè)幾乎完全一致的排模工位和3個(gè)幾乎完全一致的收模工位加上打碼工位組成。這些一致性包括實(shí)現(xiàn)功能,儀表數(shù)量,安裝位置,工作方式等等。為了程序的可讀性和可重用性,程序設(shè)計(jì)為每個(gè)工位使用一個(gè)子任務(wù);考慮到電機(jī)(變頻器)的重要性,為每個(gè)電機(jī)(變頻器)設(shè)定一個(gè)子任務(wù);為系統(tǒng)的公共功能部分設(shè)定若干子任務(wù);為下位機(jī)PLC程序與監(jiān)控界面通訊設(shè)定一個(gè)子任務(wù)。

表2 程序子任務(wù)
2.2.4 故障檢測(cè)
雷管生產(chǎn)線要求控制系統(tǒng)盡可能安全可靠,需要知道現(xiàn)場(chǎng)的設(shè)備儀表是否正常或者故障狀態(tài),才能正確執(zhí)行相關(guān)操作。而現(xiàn)場(chǎng)眾多傳感器基本上是點(diǎn)檢測(cè)儀表,無(wú)法直接得到這些儀表的故障狀態(tài),因而設(shè)計(jì)程序通過(guò)儀表的I/O狀態(tài)配合工作過(guò)程判斷儀表是否正常工作。
2.2.5 連控、順控混合模式
整個(gè)系統(tǒng)從工作流程上看,非常適合使用順控功能實(shí)現(xiàn)。但是系統(tǒng)狀態(tài)判斷、故障診斷確比較適宜連控實(shí)現(xiàn)。所以本系統(tǒng)采用連控、順控混合方式,將工作流程分為若干子過(guò)程,這些自過(guò)程按照順控思想編程;而其它部分采用連控方式。
2.2.6 LAD、STL組合模式
貝加萊工控系統(tǒng)開發(fā)軟件Automation StudioTM提供了多種可選編程方式(比如梯形圖LAD,結(jié)構(gòu)化文本STL等。詳細(xì)資料見相關(guān)手冊(cè)),本系統(tǒng)根據(jù)需要選擇某種編程方式。
為了程序的可讀性和易交流性,絕大部分程序采用梯形圖LAD編程方式;而對(duì)需要進(jìn)行算術(shù)運(yùn)算的程序部分,使用結(jié)構(gòu)化文本STL進(jìn)行編程。這兩種情況分別使用兩種編程方式,使得程序更容易閱讀、調(diào)試和日后升級(jí)。
2.3 應(yīng)用程序整體流程
簡(jiǎn)單說(shuō)明,控制器檢測(cè)、氣缸時(shí)間和狀態(tài)狀態(tài)控制等控制獨(dú)立于系統(tǒng)復(fù)位或者檢修等狀態(tài)之外,即PLC每個(gè)循環(huán)周期,都要對(duì)它們進(jìn)行處理。而故障診斷、檢修控制和自動(dòng)控制在復(fù)位期間并不執(zhí)行。
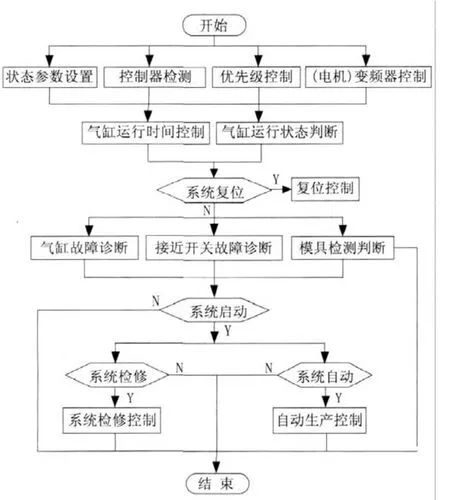
圖1 控制系統(tǒng)整體流程
3 系統(tǒng)上位組態(tài)開發(fā)
考慮到雷管打碼皮帶傳送線的特殊性,顯示信息豐富,操作方便的監(jiān)控畫面顯得非常重要。本系統(tǒng)充分利用有限的檢測(cè)信號(hào),使用德國(guó)西門子著名的組態(tài)軟件WinCC,認(rèn)真設(shè)計(jì)實(shí)現(xiàn)了界面友好,信息量大,操作簡(jiǎn)單可靠的監(jiān)控畫面。
3.1 畫面層次設(shè)計(jì)
為了使監(jiān)控界面操作方便,界面友好,本系統(tǒng)監(jiān)控畫面共分為三層,如下圖所示。

圖2 監(jiān)控界面總結(jié)構(gòu)
第一層為主畫面。主畫面起著顯示系統(tǒng)最常用(最重要)信息、系統(tǒng)其他畫面調(diào)度等作用。從主畫面可以進(jìn)入四個(gè)子部分:參數(shù)設(shè)置、系統(tǒng)狀態(tài)、系統(tǒng)報(bào)表及系統(tǒng)檢修。參數(shù)設(shè)置和系統(tǒng)報(bào)表只有單獨(dú)一個(gè)畫面實(shí)現(xiàn)功能。系統(tǒng)檢修部分由三個(gè)畫面雙向隊(duì)列切換實(shí)現(xiàn)。系統(tǒng)狀態(tài)畫面下面又細(xì)分為四個(gè)系統(tǒng)狀態(tài),每個(gè)狀態(tài)畫面針對(duì)一類設(shè)備(儀表)。這四個(gè)畫面構(gòu)成監(jiān)控畫面的第三層。
3.2 畫面內(nèi)容設(shè)計(jì)
為了畫面的一致性和操控的友好性,每個(gè)畫面的結(jié)構(gòu)一致,顯示信息和操控內(nèi)容盡可能按需設(shè)置。以主畫面為例介紹畫面的結(jié)構(gòu)。
標(biāo)題區(qū)主要是靜態(tài)顯示系統(tǒng)的屬性,比如所屬部門、系統(tǒng)名稱等信息。狀態(tài)區(qū)將整個(gè)系統(tǒng)的所有狀態(tài)進(jìn)行匯總顯示,比如自動(dòng)模式或檢修模式、同步模式或一步模式、系統(tǒng)正常還是有故障等等,使操作員對(duì)整個(gè)系統(tǒng)的狀況一目了然。主顯示區(qū)顯示當(dāng)前畫面要顯示的內(nèi)容,是整個(gè)畫面核心部分,占最大面積。操作區(qū)布置相應(yīng)的操作按鈕或者畫面控制按鈕,幾乎系統(tǒng)所有的操控部分都在操控區(qū),使用戶控制迅速可靠。輔助區(qū)顯示監(jiān)控系統(tǒng)一些相關(guān)信息,比如開發(fā)公司說(shuō)明,系統(tǒng)相關(guān)參數(shù)等等。本系統(tǒng)出于大家的習(xí)慣,將網(wǎng)絡(luò)狀態(tài)放在的輔助區(qū)而沒有放在狀態(tài)區(qū)。
4 結(jié)論
本文針對(duì)電雷管激光打碼皮帶傳送系統(tǒng)的工藝特點(diǎn),開發(fā)了可靠的監(jiān)控系統(tǒng)控。系統(tǒng)控制模式分生產(chǎn)模式和檢修模式兩種,生產(chǎn)模式有正常、暫停、急停和復(fù)位等狀態(tài)。系統(tǒng)對(duì)每個(gè)工藝單元采用一個(gè)子任務(wù),合理使用LAD和STL編程方式,具有方便程序閱讀和日后升級(jí)的優(yōu)點(diǎn)。監(jiān)控畫面采用3層結(jié)構(gòu),畫面布局合理,人機(jī)界面友好。經(jīng)過(guò)實(shí)際使用證明,系統(tǒng)功能豐富、運(yùn)行穩(wěn)定、操作方便,具有一定的應(yīng)用推廣價(jià)值。
[1] 周書勤,劉國(guó)偉.發(fā)藍(lán)殼電雷管激光編號(hào)系統(tǒng)調(diào)試及生產(chǎn)運(yùn)行[J].煤礦爆破,2004(2).
[2] 孫萬(wàn)卿,李華軍.基于PLC和組態(tài)軟件的海洋中心平臺(tái)注水及原油集輸監(jiān)控系統(tǒng)[J].計(jì)算機(jī)工程,2006(6).
[3] 盧翠艷.WINCC在DIET生產(chǎn)線監(jiān)控系統(tǒng)上的使用[J].制造業(yè)自動(dòng)化,2005(8).
[4] 張深基,李道軍.PLC在火電廠電除塵振打控制系統(tǒng)中的應(yīng)用[J].電氣自動(dòng)化,2008(1).
[5] 王曉遠(yuǎn),杜靜娟.基于工業(yè)組態(tài)軟件WinCC的化工工業(yè)監(jiān)控系統(tǒng)[J].化工自動(dòng)化及儀表,2006(5).
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
