對回流焊爐溫度設定的分析與優化
2010-07-03 06:39:40李巖趙立博張偉邱兆義
船電技術 2010年7期
李巖 趙立博 張偉 邱兆義
(中國船舶重工集團公司第712研究所, 武漢 430064)
1 引言
回流焊是表面組裝技術中的核心技術之一,而其生產工藝流程中的溫度控制至關重要,本文以美國 HELLE公司的某型回流焊爐為例,介紹分析如何設定其工作的溫度曲線,并通過計算加熱因子Qη對其進行了優化。
2 回流焊中的溫度曲線
2.1 什么是溫度曲線
溫度曲線是指貼片元件通過回流焊爐時,元件上某一引腳上的溫度隨時間變化的曲線。溫度曲線提供了一種質管的方法,來分析某個元器件在整個回流焊過程中的溫度變化情況。它對于獲得最佳的可焊性,避免由于超溫而對元器件造成損壞以及保證焊接質量都起到很大作用。
2.2 如何確定溫度曲線
不同的焊膏又不同的成分和配比,它們的熔點各不相同,需采用的回流焊溫度也不同,部分焊料的熔點和回流焊溫度如表1所示:
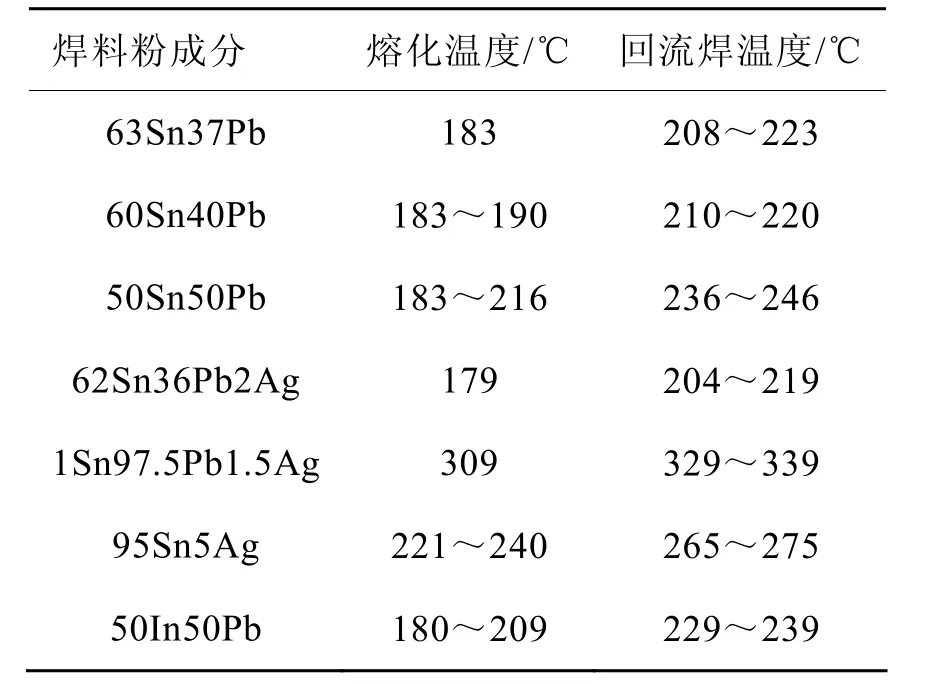
表1 部分焊料的熔點和回流焊溫度
對應這些熔點和回流焊溫度,各種焊膏都有相應的溫度曲線。根據回流焊的原理,溫度曲線共分為5個部分:(1)升溫區:將印制板由室溫加熱至100 ℃,升溫速度控制在<2 ℃/s;(2)預熱區:從100~150 ℃為預熱區,升溫速度控制在<2 ℃/s,目的是使PCB及焊膏預熱,避免電路板及焊膏收到熱沖擊,如果升溫速度太快,一方面使元器件及PCB受熱太快,易損壞元器件、造成PCB變形。另一方面,焊膏中的溶劑揮發速度太快,易造成金屬粉末濺出,產生錫球。如果預熱溫度太高,時間過長,易使金屬粉末氧化,影響焊接質量;(3)快速升溫區:從150~183 ℃為快速升溫區,理想升溫速度為1.2~3.5 ℃/s,當溫度升到150~160 ℃時,焊膏中的助焊劑開始迅速分解活化,如果時間過長會使助焊劑提前失效,影響液態焊料浸潤性,影響金屬間合金層的生成;(4)回流區:從183~183 ℃為回流區(大約需要60~90 s),這一區域的溫度設置的最高,焊料達到熔點為液態,SMA的溫度快速上升至峰值溫度。在回流焊區,焊接峰值溫度視所用焊膏的不同而不同,一般為焊膏熔點溫度增加30~40℃。對于我們使用的焊料粉為63Sn37Pb的焊膏,峰值溫度一般設定為210 ~ 230 ℃(大約需要7~15 s),峰值溫度低或回流時間短,會使焊接不充分,金屬間合金層太薄(< 0.5 μm),嚴重時會造成焊膏不熔;峰值溫度過高或回流時間長,造成金屬粉末嚴重氧化,合金層過厚(> 4 μm),影響焊點強度,嚴重時還會損壞元器件和印制板,從外觀看,印制板會嚴重變色;(5)冷卻區:從183~75 ℃,在這一區域內,焊膏中的鉛錫粉末已經充分熔化并潤濕被連接表面,應該用盡可能快的速度來進行冷卻,這樣將有助于得到光華的焊點并有好的外形和低的接觸角度,緩慢冷卻會導致電路板產生灰暗,毛糙的焊點,在極端情況下,它能引起沾錫不良和焊點結合力減弱。
對于我們使用的焊膏,典型的溫度曲線如圖1所示:
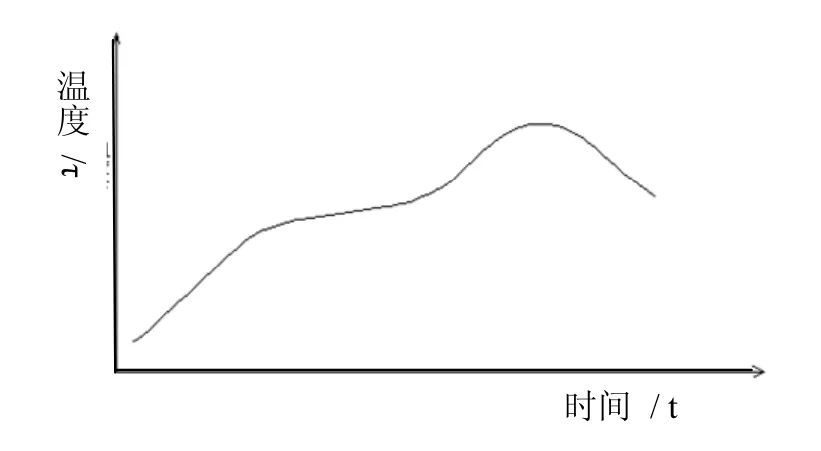
圖1 典型溫度曲線
3 溫度曲線中的加熱因子
3.1 什么是加熱因子
在生產上,設定或調整一個電路板的回流溫度曲線是意見較為繁瑣的工作,而且還缺乏定量化的依據。通常,對較為復雜的電路板,可以通過適度提高預熱和回流溫度,或延長預熱和回流時間,使電路板上各元件溫度均勻,回流充分,從而減少外觀缺陷。但是,有時這樣的電路板表面上看起來焊點外觀良好,實際上由于在高溫區停留的時間過長或者經受的溫度太高,元器件的力學性能和電性能會變差,焊點可靠性會下降,這種隱患在生產中無法察覺,而需經過一端時間的使用后才顯示出來,這可能給用戶造成無法晚會的損失。為此提出了一個回流溫度曲線好壞程度的定量化參數——加熱因子,通過它來指導回流溫度曲線的設定和調整,以達到提高焊接質量和產品可靠性的目的。
3.2 加熱因子的計算

式中,TM.為焊料的熔點溫度,t2-t1為液相線上停留的時間,對鉛錫合金來說即在 TM=183℃以上的時間,Qη相當于曲線在液相線上的面積,見圖2。
定義加熱因子Qη為回流焊曲線在液相線上的溫度T(t)對時間t的積分,即:
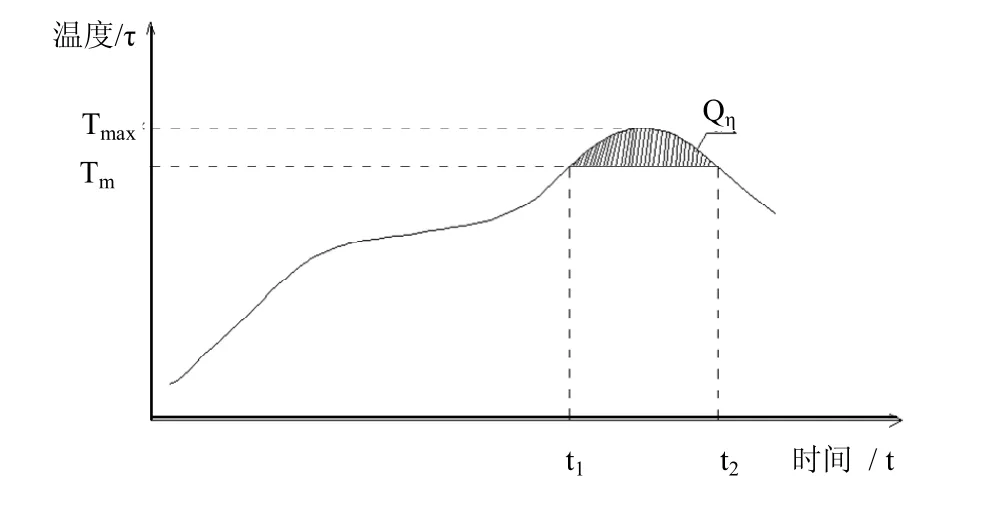
圖2 加熱因子定義圖
根據華中科技大學出版社《電子組裝技術》,這個面積被簡化為一個底為 ?t=t1- t2,高為?T=T1MAX- TM的三角形,即:

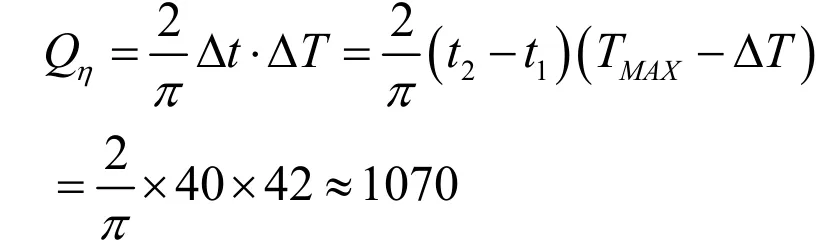
這樣建立模型計算出的Qη比實際值小了很多(20%~40%),本文將建立一個從t1~t2,高為?T的正半周期正弦曲線來近似模擬原曲線,這樣一來Qη就可以簡化成:
這個結果比式(2)更加準確(見圖3)。
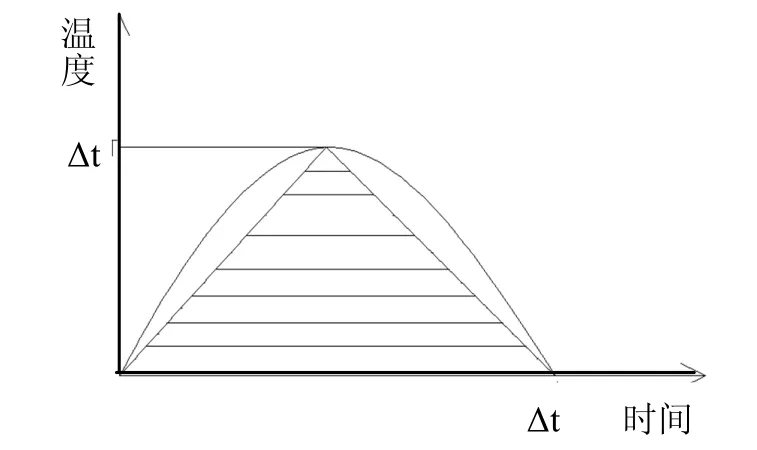
圖3 建模比較圖
上圖中陰影部分為按三角形建立模型得出的加熱因子,弧線部分與坐標軸包圍的面積為按正弦曲線建立模型得出的加熱因子。
對于不同廠家生產的焊膏,它們的加熱因子Qη.范圍也不同,一些常用焊膏的見表2:

表2 常用焊膏的加熱因子
我部門使用的是某錫鉗焊料,加熱因子為660~1100,回流焊爐為美國HELLE公司的某型七溫區回流焊爐,各溫區溫度設定如表3:
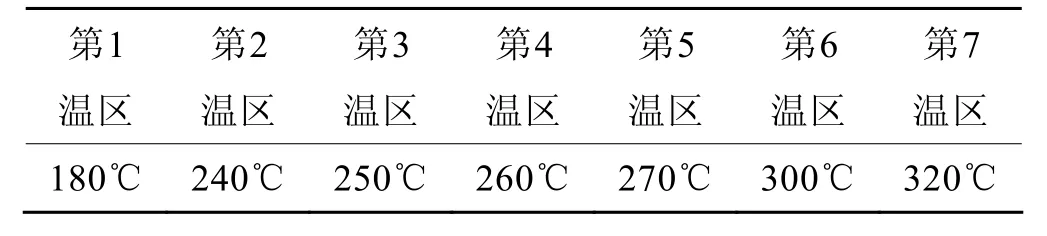
表3 美國HELLE公司七溫區回流焊爐溫區溫度
根據使用熱耦對某印制板焊接實測參數:

根據公式(3-2)計算:
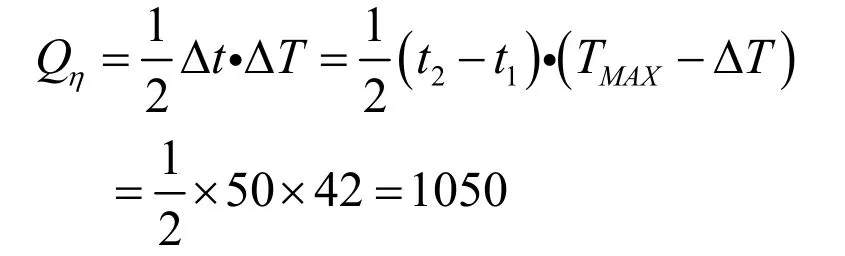
這個結果在該焊膏理想的加熱因子范圍之內;
而根據公式(3)計算:
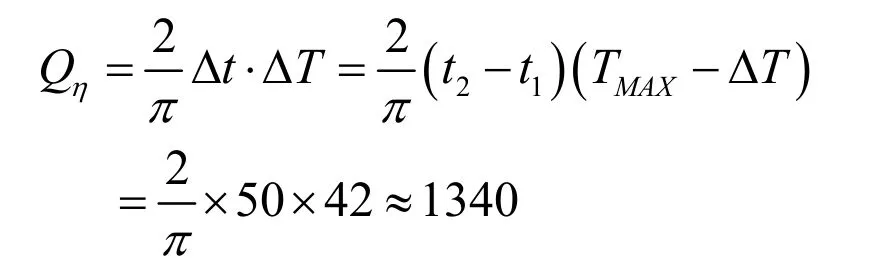
這個結果明顯大于該焊膏理想的加熱因子范圍。
根據計算,若要滿足Qη.在660~1100之間,應該調節各溫區溫度使回流區時間縮短至40 s左右。我們調整回流焊爐設定溫度見表4:
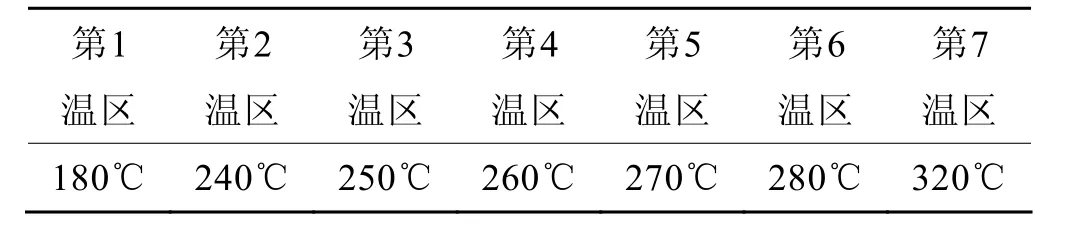
表4 調整回流焊爐設定溫度
試驗后得到各參數為:t1≈225±5;t2≈265±5;TMAX≈225±5。根據公式(3)計算:
調整后計算出的加熱因子在該焊膏的理想范圍之內。
4 結論
按以上根據改進后的計算方法得出的加熱因子調整了回流焊爐各溫區的預定溫度。從按此工藝參數進行焊接的一批試驗板及后續生產的印制板可以看出,調整后焊接的印制板焊點表面更加平整光滑,片式阻容元件的焊盤上貼近引腳一側呈現明顯的半月型錫層,芯片類元件引腳均未出現因回流焊導致的問題。這說明新的溫度曲線更合理,能更好的保證PCB的焊接質量。
[1]吳懿平, 鮮飛. 電子組裝技術. 武漢: 華中科技大學出版社, 2006.
[2]張文典. 用表面組裝技術(第 2版). 北京: 電子工業出版社, 2006.
[3]郎為民. 表面組裝技術 SMT 及其應用. 北京: 機械工業出版社, 2007.