硬質合金立銑刀與模具預硬化模塊的加工
2010-05-26 03:26:10吳元昌
世界制造技術與裝備市場 2010年4期
吳元昌
(成都工具研究所,成都610051)
硬質合金立銑刀與模具預硬化模塊的加工
Carbide endm ill and machining of prehardened mould block
吳元昌
(成都工具研究所,成都610051)
塑料在工程材料中的應用日漸廣泛,已成為世界4大原材料之一。塑料要成為有價值的商品,必須用模具成型。用塑料模具制造的塑料制品的發展極為迅速。為適應市場的需要,對塑料制品要求樣式翻新快,促使要求塑料模具交貨周期短,模具表面粗糙度值要小,且能滿足所需精度要求。上述對塑料模具的需要,引起其加工方法的變革,從而使冶金業、機床業、工具業都發生了與之配套的變革。
1 傳統與變革后的塑料模具加工方法
傳統的塑料模具加工工藝為采用經冶金廠退火的模塊,粗及半精機械加工模具型腔,轉熱處理淬火、回火;再最后精加工型腔到最終尺寸,以消除熱處理的變形。最后精加工工序的磨削及拋光很費時且需高級技工,使模具不僅交貨期長且價格昂貴。國內部分低級塑料模具不做熱處理,但耐磨性差,壽命較低。
為克服模具的熱處理變形及最后精加工費時的缺欠,國外模具鋼廠多年前已改供預硬型塑料模具鋼制的模塊,在鋼廠中將實心模塊預先熱處理到其使用硬度,以獲得所要求的使用性能,現市場上進口的預硬化模塊有數個鋼種,其形狀有圓棒:直徑從φ25~505mm, 方棒:邊長從25mm×25mm~105mm×105mm,扁方板:斷面尺寸從76mm×25~70mm直到1000mm×20~510mm,規格繁多,供模具制造者選用。
模具制造者從已預硬化的模塊上機械加工出模具型腔,直接到最終成品尺寸,無需再熱處理,交用戶使用。這種新工藝特別適宜做形狀繁雜的大、中型精密模具,因它避免了因熱處理造成的模具變形和裂紋問題,縮短了加工周期。這就是冶金行業為適應市場的變革。我國每年進口的預硬化模塊達數萬噸,2000年起國家重點技術改造投資的撫順鋼廠和上海第五鋼廠已試供應預硬化模塊。
2預硬化模塊的機械加工和硬質合金立銑刀的興起
預硬化模塊的使用硬度一般在27~42HRC,特別在高硬度區36~42HRC,其可切削性很差,用傳統的高速鋼立銑刀加工效率很低,以最通用的塑料模具鋼3Cr2Mo(美國鋼號P20),和中、大型模塊用的3Cr2NiMnMo(瑞典鋼號718)為例,一般推薦的立銑刀銑削速度見表1。
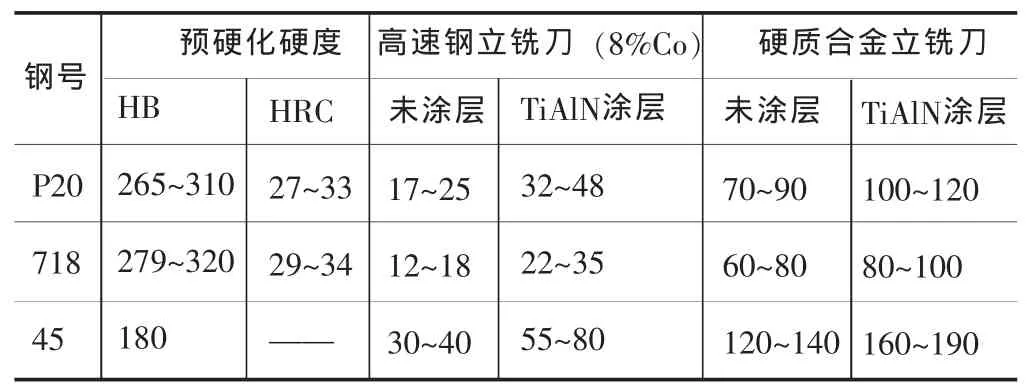
表1 預硬化塑料模具鋼的推薦銑削速度 (m/m in)
從表1中數據可見:①經預硬化的P20和718塑料模具鋼的推薦銑削速度僅為最常用的45碳結鋼的1/2左右。②高速鋼立銑刀的推薦銑削速度只有硬質合金立銑刀相應值的1/2~1/3。有資料報導硬質合金立銑刀的金屬切除率可比高速鋼立銑刀高5~10倍。由于高速鋼立銑刀加工預硬化模塊的型腔效率低,刀具壽命短,近年在這個應用領域已逐步為硬質合金立銑刀所取代。
日本的刀具統計資料顯示,硬質合金立銑刀和高速鋼立銑刀產值之比在1996年為38%∶62%—高速鋼立銑刀為主:而2001年已變為69%∶31%—硬質合金立銑刀占主導地位。2001年中國立銑刀的相應數值為24%∶76%,還達不到日本1996年的水平。2001年由于全球IT業的衰退,日本硬質合金刀具的總產值比2000年減少6.3%,與IT業關系密切的硬質合金麻花鉆(PCB鉆)產值縮減17%,但硬質合金立銑刀的產值和產量均比2000年增加12.6%,2001年達到2億美元(450萬件),可見模具行業對它的拉動力。
3硬質合金立銑刀品種
硬質合金立銑刀主要有整體硬質合金立銑刀與可轉位硬質合金刀片立銑刀兩大類。
整體硬質合金立銑刀的直徑范圍從0.2~32mm,但實際上多數直徑≤16mm,因大直徑原材料費用太高。整體硬質合金立銑刀 (特別是球頭立銑刀)品種規格極為繁多。為適應模具設計需要,其前端刀尖多數不是45°倒角,而是磨成一定數值的圓弧半徑。根據采用的硬質合金牌號的不同,再配以刀具幾何參數的調整,現已有適宜于銑削不同模具硬度≤45HRC,≤55HRC,≤65HRC的立銑刀品種。具有內冷卻的整體硬質合金立銑刀也已獲得應用。
用于模具加工的可轉位硬質合金刀片立銑刀直徑φ8~50mm者為大多數,以適應加工模具較小型腔形狀的需要。它近年向小直徑方向發展,已有直徑8mm (R=4mm)的可轉位硬質合金刀片球頭立銑刀。可轉位刀片結構的立銑刀可制成較長刀桿,以深入模具型腔加工,而整體硬質合金立銑刀的全長及刃部長度較短,以提高其剛性,獲取以銑代磨的良好模具型腔表面粗糙度及很高的金屬切除率。
整體硬質合金立銑刀廣泛采用超細顆粒硬質合金制造,某些牌號硬度≥91HRA,抗彎強度高達3000N/mm2以上,完全可滿足立銑刀切削過程中刃口所受的強大切削力。
我國的硬質合金立銑刀生產還在起步階段,整體硬質合金立銑刀的產量更為稀缺。2002年全部硬質合金立銑刀的產值和產量僅為400萬美元 (20萬件),在預硬化模塊生產技術上是嚴重的短缺。
4 模具加工用高速鋼立銑刀
在日本立銑刀總量中高速鋼立銑刀還占1/3。它主要定位于老企業用齒輪傳動的機床及較大加工余量時的模具加工。其原材料皆選用高合金含量的高釩(3%~5%V)、 高鈷 (8%Co及9%~10%Co) 高速鋼和粉末冶金高速鋼;除要求高硬度和紅硬性外,更著眼于良好的耐磨性能。國內立銑刀還是以通用高速鋼為主要材料,這是模具業抱怨國產立銑刀削壽命不及國外產品的主要原因。
5 硬質合金立銑刀與機床
CNC立式鏜銑床或加工中心,配以硬質合金立銑刀是模具加工的基本設備,對機床的要求主要是兩個方面:其一是制造整體硬質合金立銑刀的CNC多軸工具磨床;其二是能充分發揮硬質合金立銑刀效能的CNC立式鏜銑床。
精密的整體硬質合金立銑刀國外用6軸聯動CNC工具磨床制造,采用多片砂輪在一次裝卡中磨成全部刃部幾何形狀,上述機床主要靠進口,價格昂貴,限制了國產整體硬質合金立銑刀的發展。
預硬化模塊有一定的硬度,其切削抗力大。要能充分發揮硬質合金立銑刀的效能,CNC立式鏜銑床主軸要有足夠的功率、機床剛性要好,定位精度要高。此外因整體硬質合金立銑刀的直徑較小 (一般≤16mm),要求主軸有較高的轉速,直徑6mm的硬質合金立銑刀要求主軸轉速為6000r/min,更小直徑的則要求主軸轉速高達20000~30000r/min。國產CNC立式鏜銑床有能力滿足上述要求。