壓鑄模具澆排系統(tǒng)的研究
2010-05-26 03:26:08莆田市榮興機(jī)械有限公司吳玉榮
世界制造技術(shù)與裝備市場 2010年4期
莆田市榮興機(jī)械有限公司 吳玉榮
壓鑄模具澆排系統(tǒng)的研究
莆田市榮興機(jī)械有限公司 吳玉榮
壓鑄是有色金屬成型的一個重要手段之一。在壓鑄過程中,由于型腔內(nèi)的金屬液流動狀態(tài)不同,可能產(chǎn)生冷隔、花紋、氣孔、偏析等不良現(xiàn)象。為了防止這些不良現(xiàn)象,控制型腔內(nèi)的金屬液流動狀態(tài)是相當(dāng)必要的。而控制型腔內(nèi)的金屬液流動狀態(tài),關(guān)鍵就在于壓鑄模具澆排系統(tǒng)的研究與設(shè)計(jì)。
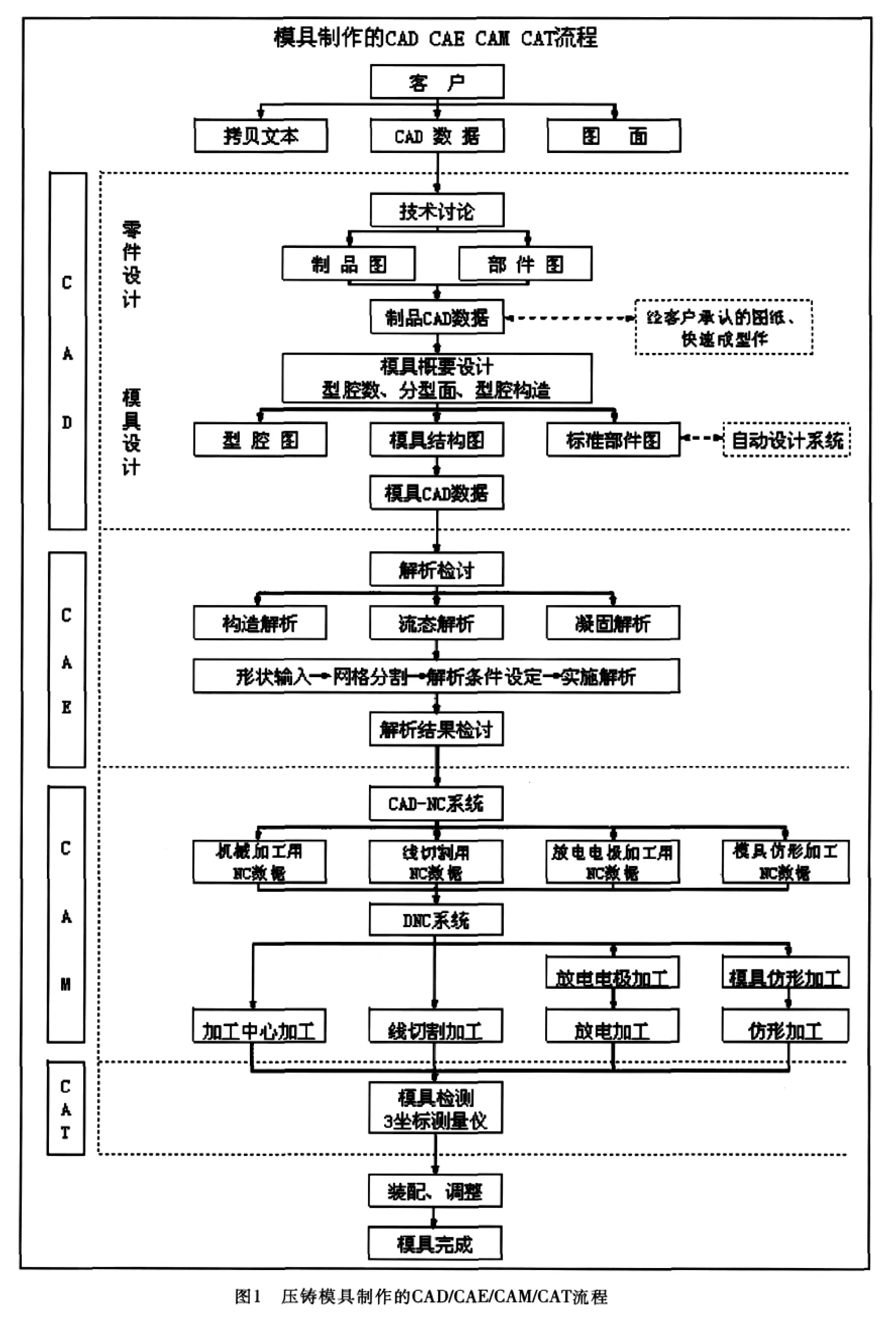
1 壓鑄模具的制作流程
壓鑄模具制作的CAD/CAE/CAM/CAT流程如圖1。
2 壓鑄模具澆排系統(tǒng)的設(shè)計(jì)
在壓鑄模具澆排系統(tǒng)的研究中,其澆口位置、形狀是控制溶液的流動狀態(tài)和填充方向的重要因素。首先著眼于澆口位置、澆道形狀,進(jìn)行設(shè)計(jì)澆口及澆道和集渣包、溢流槽、排氣道;然后使用CAE軟件進(jìn)行型腔內(nèi)部的溶液流動狀態(tài)進(jìn)行解析。
內(nèi)澆道及內(nèi)澆口的位置與尺寸,對于填充方式有決定性的影響。
2.1 內(nèi)澆口的設(shè)計(jì)
成品設(shè)置澆口時,通常按下列程序進(jìn)行:
①澆口斷面積計(jì)算公式:
U:制品體積 (cm3)
A:澆口斷面積 (cm2)
v:澆口鋁溶液速度 (cm/s)
t:填充時間 (s)
②計(jì)算出內(nèi)澆口截面積。
③根據(jù)內(nèi)澆口截面積,設(shè)定澆口形狀,然后設(shè)置澆口位置,初部設(shè)計(jì)液流槽及集渣包位置。
④制作不同的澆口方案 (通常先使內(nèi)澆道截面積小一些,試驗(yàn)后需要時可再擴(kuò)大),制成3D數(shù)據(jù)。
⑤根據(jù)制成的3D數(shù)據(jù)進(jìn)行CAE分析 (即流態(tài)解析)。
⑥針對解析結(jié)果進(jìn)行評價。
⑦評價后若存在不良現(xiàn)象,應(yīng)進(jìn)行方案改善,然后再進(jìn)行CAE分析,直到取得較滿意的方案。
2.2 澆道、排氣系統(tǒng)設(shè)計(jì)
內(nèi)澆口應(yīng)設(shè)置在使金屬液在形腔里流動狀態(tài)最好、排氣充、型腔內(nèi)各個角落都能充滿金屬液的位置上。盡可能采用一個內(nèi)澆口。如果需要多個內(nèi)澆口,應(yīng)注意使金屬液的流動相互不受干擾或在型腔內(nèi)不分散地相遇 (即引導(dǎo)金屬流順一個方向流動),避免型腔內(nèi)各股金屬液匯合時出現(xiàn)渦流。當(dāng)壓鑄件尺寸較大時,有時不可能僅從一個內(nèi)澆道獲的所需的內(nèi)澆道截面積,因此必須采用多個內(nèi)澆道。但是應(yīng)注意到內(nèi)澆道的設(shè)置應(yīng)保證引導(dǎo)金屬液只沿著一個方向流動,以避免型腔內(nèi)各股金屬液匯合時出現(xiàn)渦流。
金屬液流束應(yīng)盡可能少地在型腔內(nèi)轉(zhuǎn)彎,以便使金屬液能達(dá)到壓鑄件的厚壁部位。
金屬液流程應(yīng)盡可能短而均勻。
內(nèi)澆道截面積向著內(nèi)澆道方向逐漸縮小,以減少氣體卷入,有利于提高壓鑄件的致密性。
內(nèi)澆道在流動過程中應(yīng)園滑過渡,盡可能避免急轉(zhuǎn)與流動沖擊。
多腔時對澆道截面積應(yīng)按各腔容積比進(jìn)行分段減少。
型腔中的空氣和潤滑劑揮發(fā)的氣體,應(yīng)由流入的金屬液推到排氣槽處,然后從排氣槽處逸出型腔。特別是金屬液的流動不應(yīng)將氣體留在盲孔內(nèi)和過早地堵塞排氣槽。
金屬流束不應(yīng)在散熱不良處形成熱沖擊。
對帶有筋的壓鑄件,應(yīng)盡可能地讓金屬流順筋的方向流動。
應(yīng)避免金屬液直接沖刷容易損壞的模具部分和型芯。不可避免時,應(yīng)在內(nèi)澆道上設(shè)定出隔離帶,避免熱沖擊。
通常內(nèi)澆道愈寬愈厚,非均勻流動的危險也愈大。同時應(yīng)盡量不要采用過厚的內(nèi)澆口;避免切除內(nèi)澆道時產(chǎn)生變形。
2.3 型腔的排氣
溢流槽是為了排除鑄造時最初噴入的金屬液,并且使模具的溫度一致。液流槽設(shè)在鑄型容易存氣的位置,作為排出氣體用,改善金屬液的流動狀態(tài),把金屬液導(dǎo)向型腔的各個角落,以得到良好的鑄造表面。排氣槽有連接在溢流槽與集渣包前面的,也有與型腔直接連接的。
排氣槽的總截面積應(yīng)大致相當(dāng)于內(nèi)澆道截面積。
分型面上的排氣槽的位置是根據(jù)型腔內(nèi)金屬液流動狀態(tài)而確定的。排氣槽最好是 “不直通的”而是 “彎曲的”,防止金屬液外噴傷人。分型面上的排氣槽的深度通常為0.05mm~0.15mm;位于型腔內(nèi)的排氣槽深度通常為0.3mm~0.5mm;位于模具邊緣的排氣槽深度通常為0.1mm~0.15mm;排氣槽的寬度一般為5mm~20mm。
頂針與推桿的排氣間隙對于型腔的排氣非常重要,通常控制在0.01mm~0.02mm,或放大到不產(chǎn)生毛刺為止。
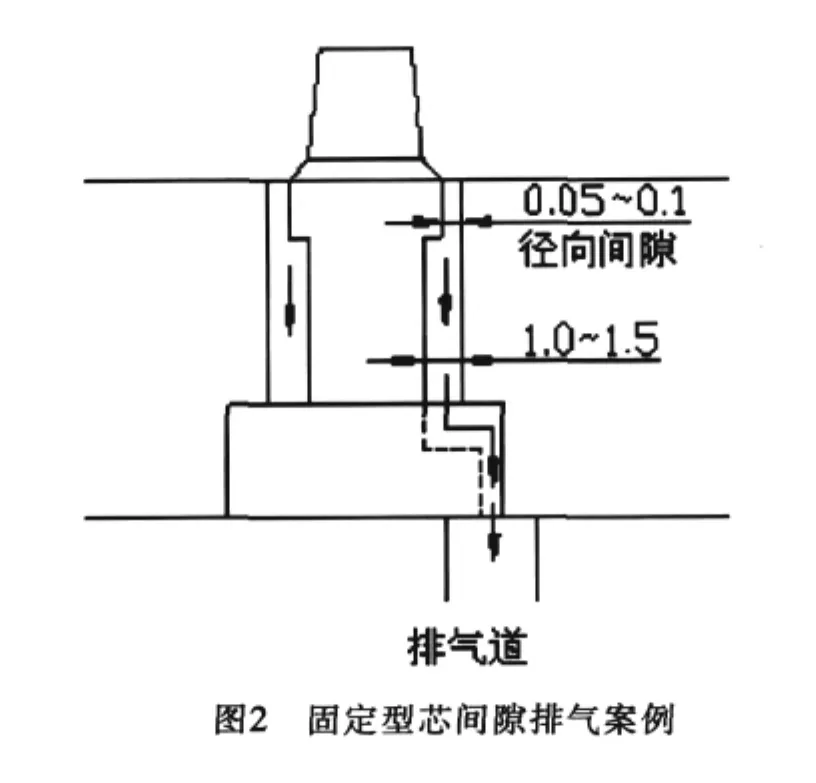
固定式型芯的排氣也是一有效的排氣方法。通常在型芯周邊單邊控制有0.05mm~0.08mm的間隙,讓型芯定位頸部開出排氣槽寬、厚各1mm~2mm,將型腔內(nèi)的氣體順頸部開出排氣槽由型腔底部排出。
排氣槽的粗糙度也不應(yīng)忽視,應(yīng)保持較高的光潔度,避免在使用過程中被涂料粘連臟物而堵塞,影響排氣。
3 流動解析評價與對策
模具設(shè)計(jì)過程中,應(yīng)盡可能讓金屬流順一個方向流動,流動解析后,發(fā)現(xiàn)型腔中出現(xiàn)渦流時,應(yīng)當(dāng)改變內(nèi)澆口導(dǎo)入角或改變尺寸,以期排除渦流狀態(tài)。
金屬液交匯時,在停止流動前還要讓金屬液繼續(xù)流動一段距離;從而在交匯處的型腔外應(yīng)增設(shè)溢流槽和集渣包,將過冷的金屬液及空氣化合物流入溢流槽和集渣包;讓后續(xù)金屬液清潔、常溫。
針對不同部位填充速度不一時,應(yīng)調(diào)整內(nèi)澆口的厚度或?qū)挾?(必要時逐漸加大),達(dá)到填充速度基本一致的目的,但應(yīng)盡可能通過加寬內(nèi)澆道來實(shí)現(xiàn)。
流動解析后發(fā)現(xiàn)填充滯后的部位,也可增設(shè)內(nèi)澆道。
對于薄壁壓鑄件,必須選用較短的填充時間進(jìn)行壓鑄;從而應(yīng)通過加大內(nèi)澆道的截面積來減少填充時間,以大到較好的表面質(zhì)量。
對于致密性要求高的厚壁壓鑄件,必須保證有效地進(jìn)行排氣。應(yīng)選用中等的填充時間進(jìn)行壓鑄。故應(yīng)對內(nèi)澆道的截面進(jìn)行調(diào)整,以取得相應(yīng)的填充時間,獲得較好的表面質(zhì)量和內(nèi)部質(zhì)量。
總之,在壓鑄模具設(shè)計(jì)過程中,要注意避免許多不良現(xiàn)象產(chǎn)生。即便在當(dāng)今具備CAE分析手段的時代,在內(nèi)澆道設(shè)計(jì)初期,將總結(jié)出的經(jīng)驗(yàn)先行考慮進(jìn)澆排系統(tǒng),進(jìn)行有機(jī)的結(jié)合,分析、改善、提升,勢必起到事半功倍的作用。