CD-34B/2型半自動盤齒輪內(nèi)圓端面磨床系統(tǒng)改造
2010-04-09 06:08:04王志興
科學之友 2010年11期
王志興
(中國重汽集團大同齒輪有限公司,山西 大同 037006)
CD-34B/2型半自動盤齒輪內(nèi)圓端面磨床系統(tǒng)改造
王志興
(中國重汽集團大同齒輪有限公司,山西 大同 037006)
磨床加入觸摸屏,使人機界面更加靈活生動,學習、操作更加方便。用伺服驅動電機代替步進電機,解決了電機因脈沖丟失造成的進給位移誤差。
機床改造;人機界面;半閉環(huán)控制;工序步進控制
1 原系統(tǒng)介紹
CD-34B/2半自動盤齒輪內(nèi)圓端面磨床的電氣控制系統(tǒng),是以三菱FX1N可編程控制器作為控制主機,F(xiàn)X-20DU為人機界面,進給系統(tǒng)采用日本R0RZE公司生產(chǎn)的RD-383驅動電源RM-59DOS步進電機。
整個控制系統(tǒng)分成3個部分:
(1)強電部分。這部分包括內(nèi)磨、端磨電機、工件電機、液壓電機、水泵電機的控制及連鎖,這部分電器不參與自動循環(huán),僅作為機床自動循環(huán)的運行條件。
(2)操作和顯示部分。通過FX-20DU對整機的調(diào)整操作、自動操作、參數(shù)予置及數(shù)據(jù)顯示。
(3)三菱FX1N可編程控制系統(tǒng)。這是整機的控制中心,它主要完成調(diào)整動作,內(nèi)磨、端磨、順序磨等自動控制工步控制,給步進驅動電源的控制。步進驅動根據(jù)FX-20DU設定脈沖數(shù)量發(fā)脈沖,發(fā)脈沖的同時進行PLC計數(shù)、比較,數(shù)量達到則PLC發(fā)令使步進驅動停止再發(fā)脈沖。為了提高機床的磨削效率,在自動循環(huán)中設有快速趨進的自動控制功能。
2 改造后的系統(tǒng)
改造后的系統(tǒng)保持原來工藝不變,硬件上作了很大的調(diào)整,軟件上也相應地作了很大的改動。以下將從幾個方面對新系統(tǒng)作一簡單的介紹。

圖1 主界面
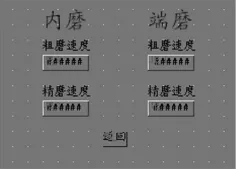
圖2 速度設定

圖3 參數(shù)設定、監(jiān)控

圖4 小鍵盤
2.1 人機界面
觸摸屏采用臺灣公司深圳市威綸通科技有限公司設計生產(chǎn)的MT6056iV產(chǎn)品,可以通過自帶軟件EasyBuilder8000設計操作和監(jiān)控界面。改造后的系統(tǒng)采用觸摸屏置數(shù)給PLC,同時觸摸屏同步采集PLC的數(shù)據(jù)信息,監(jiān)視并顯示機床各部件運行狀態(tài)。詳細界面,見圖1。人機界面包括3個部分:主界面、速度設定、參數(shù)設定監(jiān)控。為了便于參數(shù)輸入,設計了一個小鍵盤,見圖2。
2.2 三菱FX1N可編程控制系統(tǒng)
PLC采用三菱FX1N-60MT。利用PLC的PLSY功能生成的可調(diào)脈沖控制伺服電機運動,并通過對脈沖數(shù)的實時計算達到監(jiān)控位移量的目的。利用步進梯形圖功能實現(xiàn)內(nèi)磨、端磨、順序磨的工序控制。
PLC的Y0、Y1輸出端為晶體管型輸出方式,利用FNC 57 PLSY指令可以使Y0、Y1產(chǎn)生高頻脈沖。具體指令使用方法如下:

S1:指定頻率:
16 位指令:1~32 767(Hz)
32 位指令:1~100 000(Hz)
在指令執(zhí)行過程中,變更S1指定的字軟元件的內(nèi)容后,輸出頻率也會隨之發(fā)生變化。
S2:指定產(chǎn)生脈沖量:
16 位指令:1~32 767(PLS)
32 位指令:1~214 748 364(PLS)
在指令執(zhí)行過程中,變更S2指定的字軟元件內(nèi)容后,將從下一個指令驅動開始執(zhí)行變更內(nèi)容。
D:指定輸出脈沖的Y編號
僅限于Y0、Y1有效。
D8 140(低位)和 D8 141(高位)、D8 142(低位)和 D8 143(高位)分別對應Y0、Y1輸出脈沖數(shù)的累計。再利用MOV、ADD、SUB等指令可以實現(xiàn)砂輪位移量的實際值顯示和砂輪磨損補償?shù)墓δ堋?/p>
系統(tǒng)控制涉及到的各個變量對應于PLC中的不同的數(shù)據(jù)寄存器(D),通過觸摸屏可以對PLC的數(shù)據(jù)寄存器置數(shù),以達到控制電機轉速和位移量的目的。修改脈沖頻率,控制速度;修改脈沖個數(shù),控制進給位移量。另外,通過對PLC的相應數(shù)據(jù)寄存器的實時采集,觸摸屏可以監(jiān)控并顯示各種狀態(tài)量,例如移動速度、砂輪位置、砂輪補償量等等。
重新編寫了PLC程序。新程序用步進梯形圖指令(STL),利用內(nèi)部軟元件狀態(tài)(S),在順控程序上面進行工序步進控制,實現(xiàn)了工藝對內(nèi)磨、端磨、順序磨的要求。S20-S27為內(nèi)磨程序;S35-S42為端磨程序;順序磨工藝為先內(nèi)磨后端磨,所以只需要在內(nèi)磨程序結束時加上一條判斷指令,當判斷為順序磨時,內(nèi)磨結束后直接進入端磨程序逐條執(zhí)行程序已完成端磨工序。工序流程見圖5。
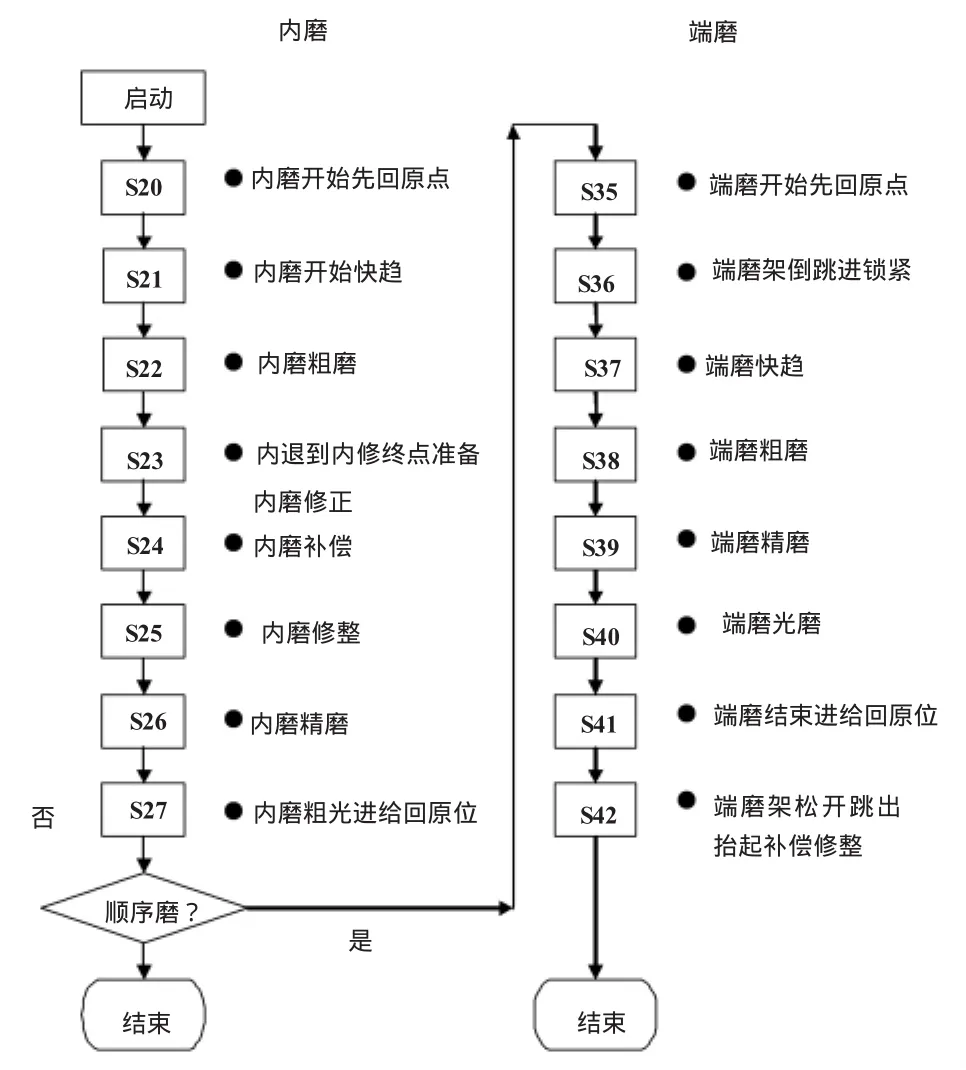
圖5 工藝流程圖
2.3 伺服驅動電機
伺服驅動采用南京埃斯頓自動控制技術有限公司設計生產(chǎn)的EDB-10APA伺服驅動。伺服電機后置編碼器(PG),與電機同軸旋轉,采樣旋轉角度進行檢測,形成了半閉環(huán)反饋控制。相對于步進電機開環(huán)控制,提高了控制精度。

圖7 改造后的系統(tǒng)控制方框圖
伺服驅動的選擇控制方式(Pn041)修改為[1]位置控制(脈沖列指令),指令脈沖形式(Pn008)修改為[0]符號 + 脈沖,Y0、Y1為脈沖信號,輸出特定頻率的定量脈沖控制電機旋轉速度和角度。Y2、Y3為符號信號,通過電平變化改變電機轉向。
3 新舊系統(tǒng)比較
采用觸摸屏為操作界面,人機界面簡單、上手快。PLC輸出脈沖控制伺服電機旋轉量,配合符號輸入的高低電平變化來改變方向,實現(xiàn)控制位移量及改變運動方向的目的。采用伺服電機的半閉環(huán)控制,相對于原系統(tǒng)步進驅動電機的開環(huán)控制,提高了控制精度,避免了因丟失脈沖引起的位移誤差造成殘次品的產(chǎn)生,提高了產(chǎn)出率。
[1] 《FX 1s、FX 1n、FX 2n、FX 2nc編程手冊》.三菱電機自動化(上海)有限公司.2006/01.
[2] 《Easy Builder8000使用說明書》.深圳市威綸通科技有限公司.2007/01.
[3] 《EDB系列交流伺服隨機手冊》.南京埃斯頓自動控制技術有限公司.2008/01.
CD-34B/2 Semiautomatic Plate Gear Internal Bore Face-grinding Machine System Transformation
Wang Zhixing
The grinder joins the touchscreen,causes the man-machine contactsur face to be more nimble vividly,the study,the operation are more convenient.Actuates the electrical machinery with the servo to replace step-by-steps the electrical machinery,has solved to feed vectorerror which because the electrical machinery the pulse loss creates.
thee nginebed transforms;theman-machine contactsur face;halfclosed-loop control;the working procedure tostep-by-step controls
TM 75
A
1000-8136(2010)32-0033-02
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
工業(yè)設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
電信科學(2016年10期)2016-11-23 05:11:56