在三軸插齒機上實現非圓齒輪磨齒運動的方法
2010-03-24 06:10:48李建剛李澤湘
哈爾濱工業大學學報 2010年11期
李建剛,周 磊,趙 巍,李澤湘,2
(1.哈爾濱工業大學深圳研究生院,518055深圳,hit.li.jg@gmail.com;2.香港科技大學電子及計算機工程學系,香港)
非圓齒輪因其能夠按照一定的變傳動比運動,在工業上應用得越來越多,其加工精度的要求也越來越高.非圓齒輪的磨齒問題是一個未能解決的突出難點,嚴重影響了非圓齒輪在重載和高精度方面的應用[1-7].
成形砂輪展成磨削法是一種全新的非圓齒輪磨削方法[1].該方法把成形砂輪看作插齒刀的一個刀齒,利用非圓齒輪插齒加工過程中齒廓成形原理,推導出了非圓齒輪齒廓的成形砂輪展成磨削方法.
本文在上述方法基礎上對非圓齒輪和砂輪的空間位置關系進行分析研究.提出了在三軸非圓齒輪插齒機上增加磨頭裝置來實現非圓齒輪的磨齒,給出了非圓齒輪磨削無Z方向運動進行分度的原理和計算方法,以及由四軸磨削運動到三軸磨削的運動轉換方法.
1 非圓齒輪齒廓的成形砂輪展成磨削原理[1]
非圓齒輪插齒加工是將插齒刀看作一個圓齒輪,根據非圓齒輪和圓柱齒輪嚙合原理,計算得到在插齒過程中非圓齒輪和插齒刀的相對運動關系,表示為非圓齒輪轉角φi及其中心O的XY坐標xi,yi和插齒刀的旋轉運動ψi,如圖1所示.即可以通過N組四軸點位坐標來控制四軸數控插齒機床來實現插制非圓齒輪,一組點位坐標可以表示為Pi(ψi,φi,xi,yi),其中i=0,1,2,…,N.
這里所說的成形砂輪,就是把盤狀砂輪的廓形修成齒數為Z0的漸開線圓柱齒輪的一個牙齒的形狀(見圖1).它磨削非圓齒輪一個齒槽的過程就相當于齒數Z0的齒輪和非圓齒輪一個齒槽的嚙合過程.圖2表示瞬時成形砂輪磨削非圓齒輪第3個齒槽時的砂輪和非圓齒輪的位置關系.文獻[1]給出了磨削非圓齒輪第k個齒槽時,插齒刀和非圓齒輪相對四軸運動點序列Pi從i= TSk到i=TEk之間,相對應的成形砂輪和非圓齒輪的四軸運動數據(εk,i,φk,i,xk,i,yk,i)可以計算得到,這里不再贅述.
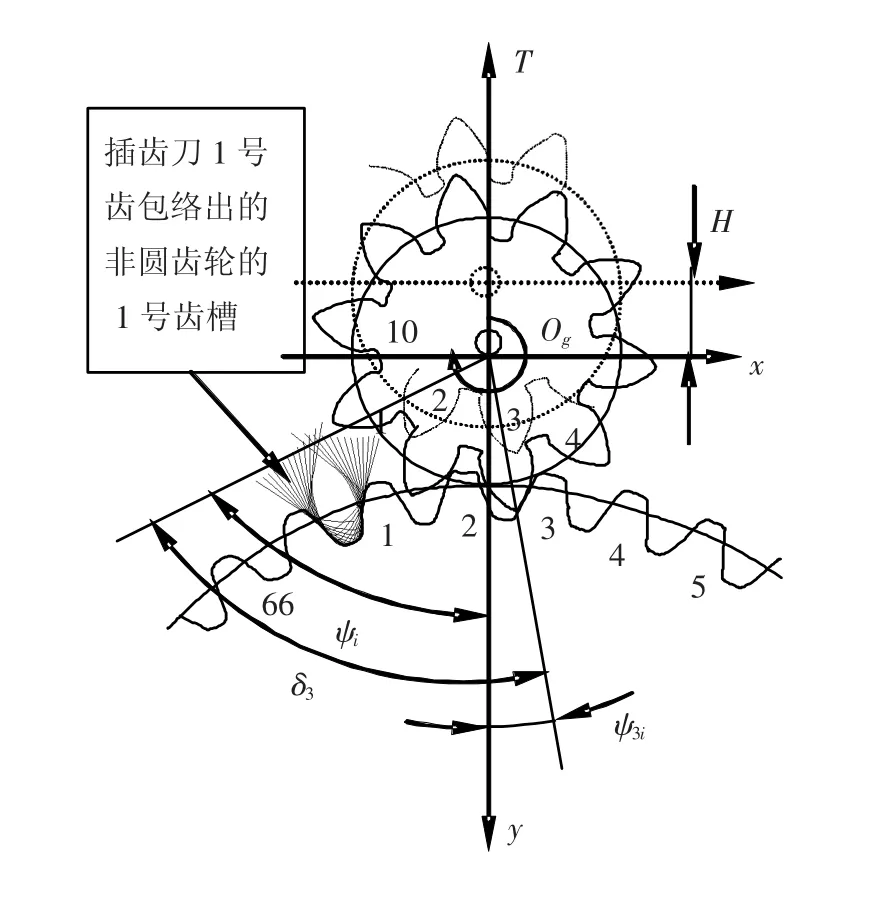
圖1 插齒刀刀齒包絡非圓齒輪齒槽圖[1]
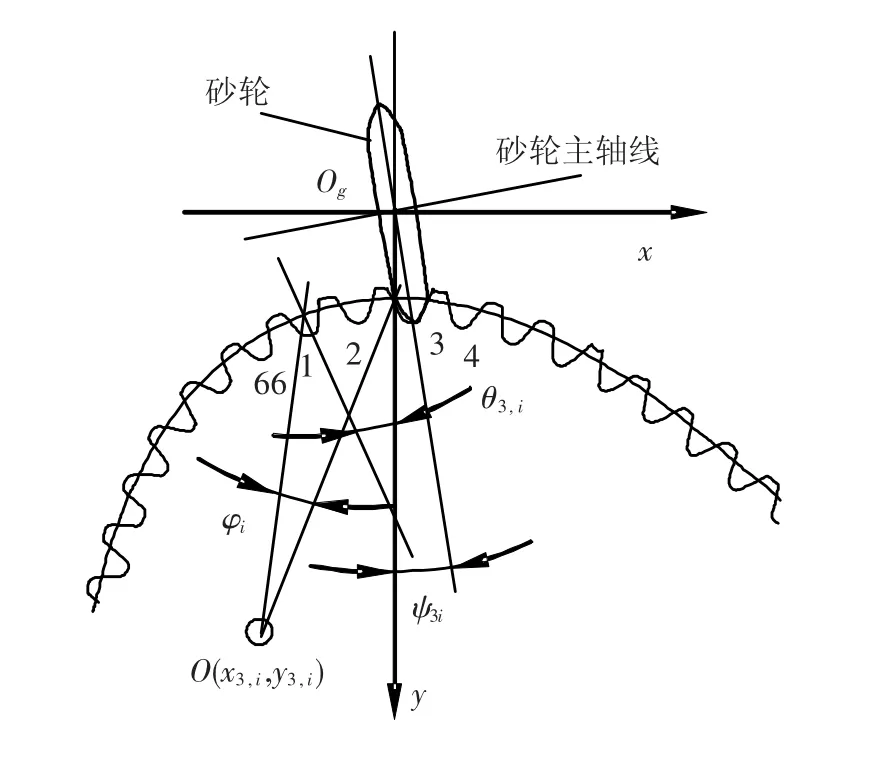
圖2 磨削非圓齒輪第3個齒槽時砂輪和非圓齒輪之間的位置關系圖[1]
磨削完一個齒槽后,工件和砂輪作分度運動,接著按照齒輪Z0的下一個牙齒與非圓齒輪的下一個齒槽作嚙合運動磨削,采用的是一種間隙的展成磨法.
2 非圓齒輪磨削機床的分析
如果要設計一臺符合該原理的非圓齒輪磨齒機床,需要上述四軸聯動來實現展成磨削運動.同時,需要設計磨頭使砂輪沿自身軸線高速旋轉,形成磨削速度.為了磨到非圓齒輪全齒寬,磨齒過程中砂輪需要沿z方向上下移動,類似于插齒過程中的插齒刀沿自身軸線z往復切削齒廓的運動.
但是,目前沒有滿足上述要求的齒輪磨床,如果要單獨開發一臺樣機,不僅周期長,而且非常昂貴.考慮到該磨削原理是從非圓齒輪插齒加工原理演化而來,最直接的驗證方法就是在非圓齒輪插齒機床中,將插齒刀替換成高速旋轉的砂輪來進行加工實驗.下面就著重討論在插齒機上通過增加磨頭來實現磨齒的運動計算問題.
從非圓齒輪成形砂輪展成磨削原理可知,如果假定砂輪中心不動,它們之間的位置關系可以用砂輪的轉動,非圓齒輪中心在平面兩個方向的移動和繞自身中心的轉動這4個運動來實現.根據微分幾何原理,兩個物體在平面內的相對位置關系最多只有3個自由度,即只需要用前面這4個運動中的3個運動就可以表示出它們在平面內的相對位置關系.同時,在實際工業生產中,已經有一批三軸聯動的非圓齒輪插齒機床在實際中應用,其運動(見圖3)基本滿足非圓磨齒的運動需要,只需在插齒刀刀桿上安裝成形砂輪磨頭,就能實現非圓齒輪磨齒的需要,如圖4所示.下面就給出在三軸插齒機床中實現非圓齒輪磨齒分度和每一個齒的加工展成運動的轉化關系.
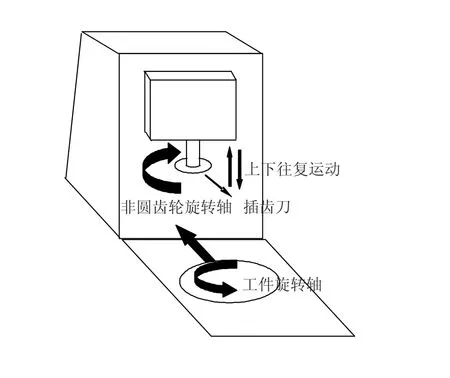
圖3 三軸插齒機的運動簡圖

圖4 增加了磨頭的三軸插齒機的運動簡圖
3 無干涉無抬刀磨削分度四軸運動的實現
在分度過程中,如果要保證砂輪和非圓齒輪不發生干涉,最簡單的方法就是將砂輪沿齒輪軸向上移到一個安全平面后再進行分度,但是這樣就需要增加一個分度Z軸.而大部分非圓齒輪插齒機沒有這個運動.這樣,在利用數控非圓齒輪插齒機來實現非圓齒輪磨齒時,加工完一個齒后必須給出合適的分度運動來避免砂輪和齒輪的干涉.
為了解決上述問題,根據非圓齒輪嚙合原理[3-4],在插齒加工過程中,插齒刀如果沿著圖1所示的T方向(插齒刀節圓和非圓齒輪節曲線的切線方向)移動H距離,到圖1所示的虛線位置(插齒加工的切入初始位置),則按照原來的插齒數據運動,非圓齒輪和插齒刀不會相接觸,其中H可以由下式確定:

其中:Ha0為插齒刀的齒頂高,Ha為非圓齒輪齒頂高,C為一個大于零的數,其值由齒輪節曲線的最小曲率半徑和插齒刀的半徑決定.
在磨削過程中,磨削完非圓齒輪第k個齒槽對應的插齒刀和非圓齒輪相對四軸運動點序列Pi為i=TEk,非圓齒輪第k+1個齒槽開始磨削時對應的插齒刀和非圓齒輪相對四軸運動點序列Pi為i=TSk+1.首先,利用文獻[1]給出的公式,通過修正插齒刀和非圓齒輪相對四軸運動點序列Pi從i=TEk到i=TSk+1之間的數據Pi(ψi,φi,xi,yi)成為P'i(ψi,φi,xi,yi±H)(正號對應外齒輪,負號對應內齒輪);其次,計算出砂輪和非圓齒輪的相對運動數據(ε'i,k,φ'i,k,x'i,k,y'i,k);最后,讓砂輪和非圓齒進行聯動來實現分度.砂輪和非圓齒輪在沒有干涉的情況下完成了分度.
以上分析表明:非圓齒輪磨齒不需要磨頭上移分度,即可在原有磨齒原理計算數據中完成分度.
因此,可以很容易得到磨削非圓齒輪由第k個齒槽包絡過程為(εk,i,φk,i,xk,i,yk,i),i=TSk,TSk+1,…,TEk和第k+1個齒槽分度過程(ε'i,k,φ'i,k,x'i,k,y'i,k),i=TEk,TEk+1,…,TSk+1兩部分組成.
4 非圓齒輪磨齒在三軸插齒機上的運動等效轉化
從相對運動關系來說,為了實現插齒刀節圓和非圓齒輪節曲線任意瞬時相切純滾動,在不考慮切點位置情況下,插齒刀和非圓齒輪的相對位置關系可以用插齒刀的回轉、非圓齒輪的回轉以及插齒刀和工件中心距的變化3個參數來實現[8-11].如果在該機床上實現非圓齒輪磨齒,需要將第一節計算的四軸插齒數據(εk,i,φk,i,xk,i,yk,i)和第三節計算的分度數據(ε'i,k,φ'i,k,x'i,k,y'i,k)進行等效運動轉化.
因為三軸和四軸相比,缺少X方向的運動,如圖5所示,建立新的坐標系,在運動過程中砂輪中心Og和非圓齒輪中心O都在ˉy軸上[12].根據平面坐標轉化關系,從坐標系Og-x,y到坐標系中,(εk,i,φk,i,xk,i,yk,i)可以轉化成為,具體公式為
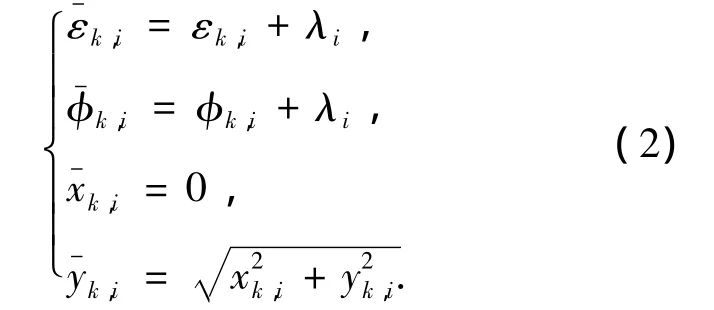
其中:λi=arctan(yk,i/xk,i).
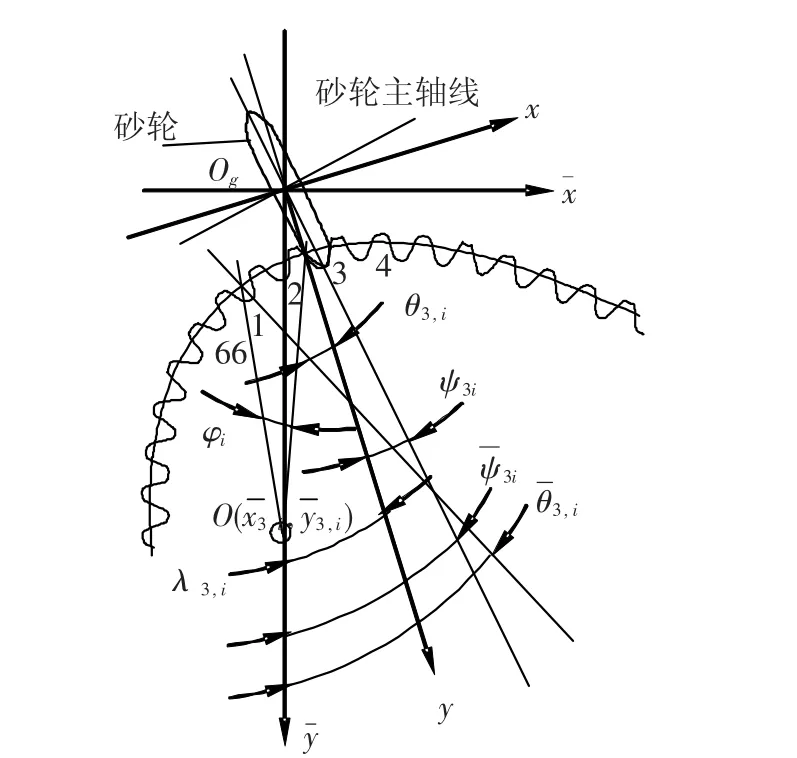
圖5 四軸磨齒到三軸磨齒的運動轉化圖
5 結論
1)提出了在國內已有的非圓齒輪三軸插齒機床上增加磨頭的形式來實現非圓齒輪磨齒.
2)考慮到插齒機沒有Z軸控制運動的實際情況,解決了在不用抬刀、不產生干涉情況下的磨削分度問題,并給出了由四軸磨削運動到三軸磨削運動的轉化公式.
3)對非圓齒輪磨齒加工原理在現實中的應用進行了理論研究,使非圓齒輪磨齒加工成為可能,有利于非圓齒輪在精度要求高的場合中應用.
[1]賀敬良,李建剛.非圓齒輪的成形砂輪展成磨削原理研究[J].農業機械學報,2007,38(10):145-149.
[2]李建剛,吳序堂,李澤湘.基于插齒模型的非圓齒輪根切分析[J].農業機械學報,2007,38(8):138-142.
[3]吳序堂,王貴海.非圓齒輪及非勻速傳動[M].北京:機械工業出版社,1997.
[4]吳序堂.齒輪嚙合原理[M].北京:機械工業出版社,1983.
[5]李建剛,吳序堂,毛世民,等.非圓齒輪齒廓數值計算的研究[J].西安交通大學學報,2005,39(1):75-78.
[6]HORIUCHI Y.On the gear theory suggested by leibnitsthe analysis of non-circular gears-Bull[J].Journal of the Japan Society for Precision Engineering,1989,23 (2):146-151.
[7]LITVIN F L.Gear geometry and applied theory[M].New York:Prentice-Hall,1994:103-145.
[8]KATORI H,HAYASHI T.Simplified synthetic design method of pitch curves and tooth profiles for noncircular gears[C]//Proceedings of 1989 International Power Transmission Gearing Conference on New Technological Power Transmission 90's.Chicago,Illinois:[s.n.],1989:527-532.
[9]DOONER D B.Use of noncircular gears to reduce torque and speed fluctuations in rotating shafts[J].ASME Journal of Mechanical Design,1997,119(3): 299-306.
[10]CHANG S L,TSAY C B.Mathematical model and undercutting analysis of elliptical gears generated by rack cutters[J].Mechanism and Machine Theory,1996,31 (7):879-890.
[11]SHIH-HIS T,DANIEL C H.Yong.Generation of identical noncircular pitch curves[J].Mechanical Design,1998(2):337-341.
[12]CLEGHORN W L,SHOW E C.Computer analysis of continuously variable transmissions using noncircular gears[J].Transactions of the CSME,1987,11(2):113-120.
