廣州地鐵3號線自動化倉庫
2010-03-16 08:26:32楊登峰
城市軌道交通研究 2010年6期
楊登峰
(廣州市地下鐵道總公司運營總部,510310,廣州∥助理工程師)
廣州地鐵3號線自動化倉庫
楊登峰
(廣州市地下鐵道總公司運營總部,510310,廣州∥助理工程師)
自動化倉庫由監控系統、堆垛機及輸送機三大系統所組成;系統之間又通過Profibus(現場總線)進行連接,以實現信息傳輸,自動作業。廣州地鐵3號線夏窖車輛段材料總庫是國內地鐵首次采用此類設備的自動化立體倉庫。與傳統倉庫相比,自動化倉庫能夠極大地提高工作效率,迅速地提取各類維修備品備件及物資,能夠更好地服務于運營維護,同時還具有空間利用率高、節省人力等優點。
自動化倉庫;監控系統;堆垛機;輸送機;可編程序控制器控制
Author's addressGuangzhou Metro Corporation,510310,Guangzhou,China
自動化倉庫由監控系統、堆垛機以及輸送機三大系統所組成;系統之間又是通過Profibus現場總線進行連接,以實現信息傳輸,自動作業。
1 監控系統
自動化倉庫的后臺監控調度系統是采用德國SIEMENS公司的工業控制軟件WINCC 6.0作為開發工具來開發的。它是整個立體倉庫的信息樞紐,是實現控制系統的重要組成部分。監控調度系統一方面負責采集和監控現場數據,以清晰和準確的畫面以及文字信息來描述現場設備——堆垛機、輸送機的各個工位狀態和其他的各種信息,給操作人員良好的人機界面;另一方面,他依據采集到的現場數據并結合管理系統的作業命令,按照運行時間最短、作業之間的合理配合,對作業的先后順序進行優化,并將其下發給輸送機和堆垛機。監控系統會顯示堆垛機的運行信息,如圖1。
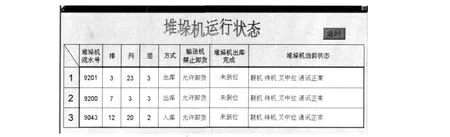
圖1 監控系統顯示的堆垛機運行信息
2 堆垛機系統
堆垛機系統以SIEMENS S7-200可編程控制器(PLC)為中心,通過采集外部端子信號,并結合分析來自于上位機或操作員面板的預期目標地址和相關其他作業信息,驅動升降或水平變頻器作相應的運行,達到自動出入的目的。其電氣裝置包括以電氣柜為主的內部裝置和電氣柜以外的外部裝置。內部裝置是堆垛機控制的核心部分,它包括可編程序控制器、變頻調速器、接觸器、繼電器等組成的控制回路和狀態顯示回路,其主要功能是使堆垛機正常工作,執行操作人員的操作指令并返回相應的顯示信號。外部裝置主要是電力輸送、信號傳遞、安全保護和堆垛機尺寸檢測等。操作者可以通過堆垛機的水平動畫了解運行狀態,如圖2。
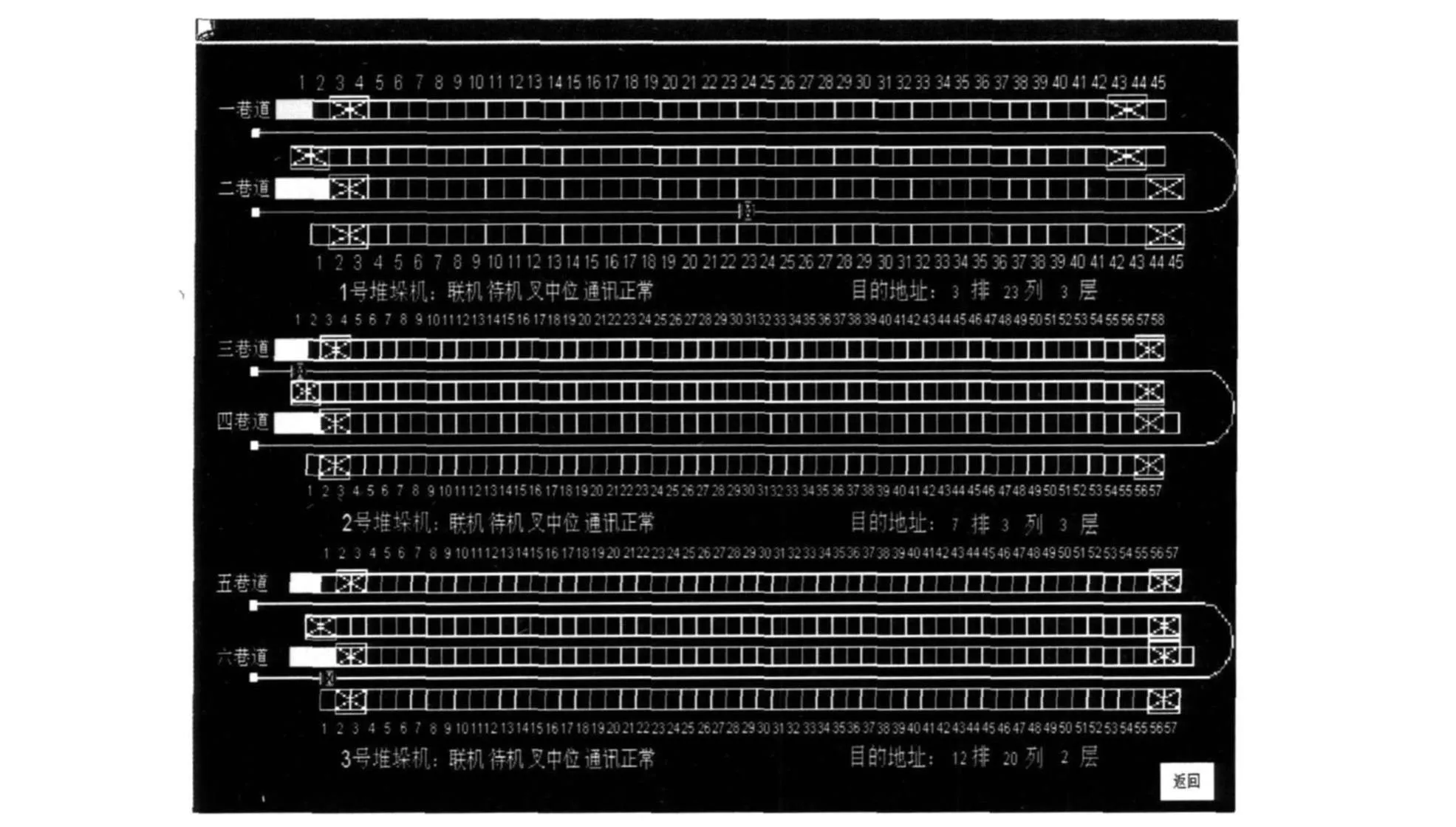
圖2 堆垛機水平動畫
3 輸送機系統
輸送機控制系統由SIEMENS S7-300 PLC控制系統、TP觸摸屏操作界面、組態王組態控制系統、位置或狀態信號檢測系統、電氣控制柜、供電系統等組成。由于在每段輸送機上裝有紅外光電開關,當貨物被傳送到輸送機上,通過紅外光電開關,系統能自動控制輸送機的行走與到位停止,并將信號送給可編程序控制器。每一個升降臺上安裝有檢測其高低位的接近開關,用來控制升降臺的起升與下降。在輸送機入口處,安裝了外形尺寸檢測光電開關,用來檢測貨物是否超尺。若貨物超尺,托盤將被送到整理區去;若不超尺,就入庫。在輸送機出口處安裝有按鈕,用于出庫分揀完成后可以回庫的反饋信號,還配有LED(發光二極管)電子顯示屏提示該出口的分揀信息。
輸送機的系統運行畫面如圖3。
4 倉庫系統中的PLC控制以及信號傳輸
在自動化倉庫中,堆垛機系統和輸送機這兩個系統是由PLC來實現控制的。
堆垛機控制系統與變頻器連接如圖4所示。
另外一套輸送機系統的控制部分由SIEMENS S7-300 PLC的各功能模塊(中央處理CPU模塊、存儲模塊、通信模塊、數字輸入或輸出模塊)組合而成。在電氣控制柜下面設兩排接線端子,引進系統外部位置或狀態檢測信號,并為TP數字觸摸終端(屏)、固定條碼讀碼器和紅外光通信器以及各交流變頻調速器速度給定的中間繼電器等提供工作電源。
在整個自動化倉庫系統中,輸送機是作為一個信息交換的主戰,而3臺堆垛機則通過Profibus現場總線來實現與它的連接。連接模式如圖5。
下面以堆垛機的伸叉取貨為例,介紹系統的工作原理,同時對堆垛機伸叉時對位不準的故障進行PLC控制程序方面的分析。
如圖6所示,驅動堆垛機行走電機M1和驅動貨叉伸縮取卸托盤的貨叉電機M3都由同一個變頻器BPQI供電,轉速和轉向則由PLC通過變頻器控制。M1和M2分別由接觸器1C和3C控制,1C和3C通過其常閉觸點實現電氣互鎖 。
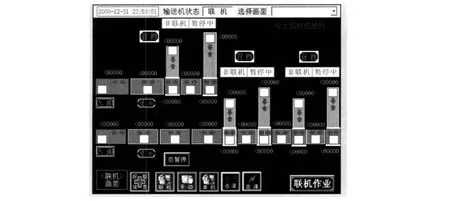
圖3 輸送機的系統運行畫面
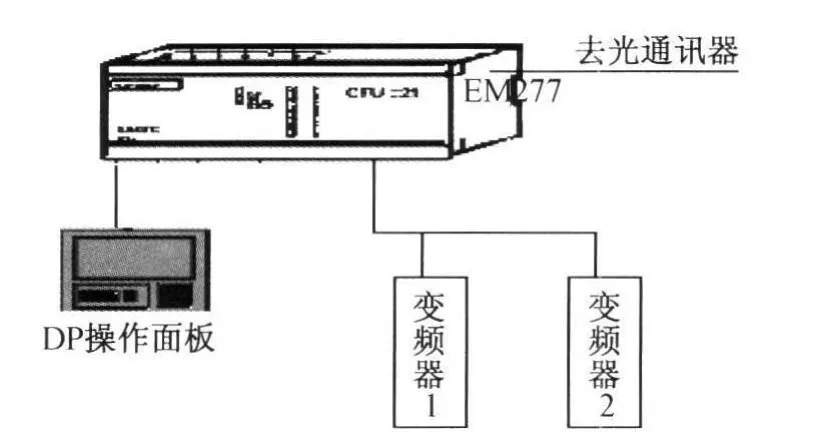
圖4 堆垛機控制系統與變頻器連接示意圖
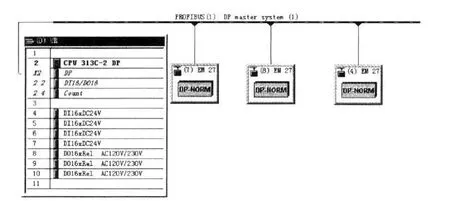
圖5 堆垛機與Profibus現場總線的連接示意圖
正常運行順序為:堆垛機由M1驅動行走至目標位置,得運行對準信號后,由PLC控制變頻器停止輸出,讓接觸器1C復位,這時停止在運行對準位置上。約3 s后,執行貨叉伸出取卸托盤貨物的動作。即讓接觸器3C吸合,變頻器輸出合適轉速轉向的電源,驅動M3電機執行伸叉取卸貨的動作。
若接觸器1C復位不良,延時超過 3 s后才復位,那么執行貨叉伸出取卸托盤貨物的動作時,變頻器輸出的電就會被誤送到驅動堆垛機行走的電機M1,使堆垛機重新行走,偏離已運行對準的目標位置。接觸器1C復位后,接觸器3C吸合,驅動M3電機執行伸叉取卸貨的動作,結果貨叉伸出的位置不對,甚至回造成碰撞等嚴重后果。
下面以2007年一次對位不準故障為例,分析堆垛機對位不準時,貨叉為何還能執行伸叉取卸貨的動作。
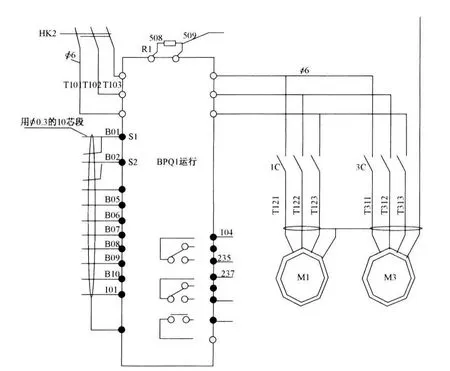
圖6 變頻器BPQ1與電機連接電路圖
相關語句表如下:

SUBROUTINEBLOCK取貨:SBR0 Network 3 Netw ork 4 LD 左中位 LDN 去入出口A 右中位 AN 貨叉向左AN 叉在端位 AN 出左AN 左伸 AN 右端位
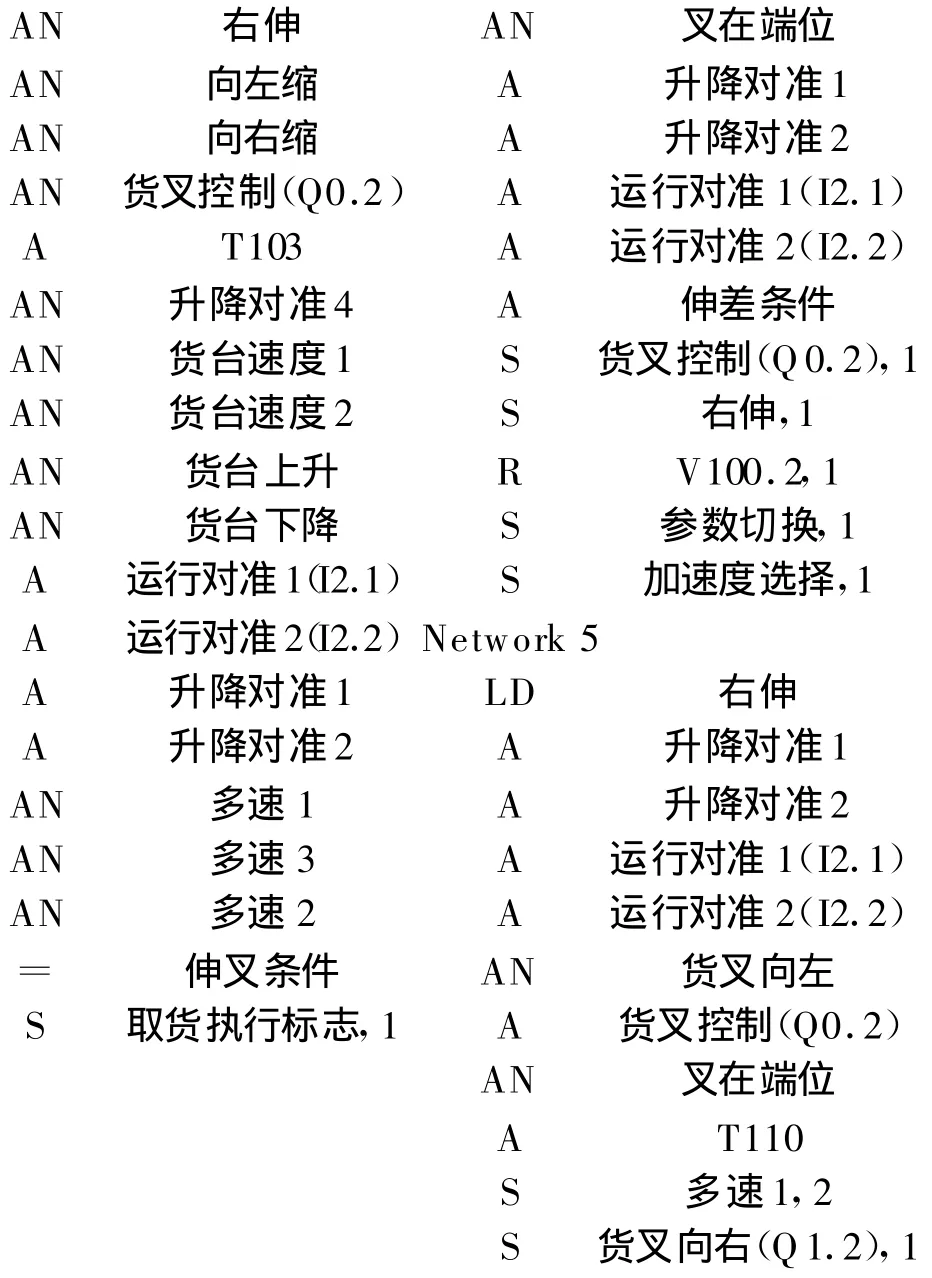
AN 右伸 AN 叉在端位AN 向左縮 A 升降對準1 AN 向右縮 A 升降對準2 AN 貨叉控制(Q0.2) A 運行對準1(I2.1)A T103 A 運行對準2(I2.2)AN 升降對準4 A 伸差條件AN 貨臺速度1 S 貨叉控制(Q0.2),1 AN 貨臺速度2 S 右伸,1 AN 貨臺上升 R V100.2,1 AN 貨臺下降 S 參數切換,1 A 運行對準1(I2.1) S 加速度選擇,1 A 運行對準2(I2.2)Network 5 A 升降對準1 LD 右伸A 升降對準2 A 升降對準1 AN 多速1 A 升降對準2 AN 多速3 A 運行對準1(I2.1)AN 多速2 A 運行對準2(I2.2)= 伸叉條件 AN 貨叉向左S 取貨執行標志,1 A 貨叉控制(Q0.2)AN 叉在端位A T110 S 多速1,2 S 貨叉向右(Q1.2),1
從語句表Network 3知,當堆垛機行走對準目標時,運行對準1(I2.1)、運行對準2(I2.2)輸入有效,變量“伸叉條件”才可能有效,因為用的是“=”即out指令。反之,當堆垛機行走偏離目標時,運行對準1(I2.1)、運行對準2(I2.2)輸入無效,變量“伸叉條件”不可能有效。
從語句表Network 4~5知,雖然運行對準1(I2.1)、運行對準2(I2.2)和變量“伸差條件”都必須滿足有效,貨叉控制(Q0.2)和貨叉向右(Q1.2)才有可能被置位輸出。但由于用的是“S”置位指令,即堆垛機行走對準目標,使運行對準1(I2.1)、運行對準2(I2.2)和變量“伸差條件”都滿足有效,其它條件也具備,貨叉控制(Q0.1)和貨叉向右(Q0.2)被置位輸出。假設某原因使堆垛機行走偏離目標,運行對準1(I2.1)或運行對準2(I2.2)無效,貨叉控制(Q0.1)和貨叉向右(Q0.2)不會因此而復位不輸出,而要等到控制它們的“R”復位指令它們才復位停止輸出。而原來整個程序的貨叉控制(Q0.1)和貨叉向右(Q0.2)的“R”復位指令都與運行對準1(I2.1)或運行對準2(I2.2)無關 。因此,貨叉控制(Q0.1)和貨叉向右(Q0.2)置位輸出不會因運行對準1(I2.1)或運行對準2(I2.2)變成不再被滿足有效而復位不輸出。
具體到本故障,當堆垛機行走對準目標時,運行對準1(I2.1)、運行對準2(I2.2)輸入有效,讓貨叉控制(Q0.1)和貨叉向右(Q0.2)被置位輸出。但由于接觸器1C因粘連而沒有復位,變頻器輸出的電能就通過接觸器1C驅動行走電機M1,使堆垛機行走偏離目標位置,這時雖運行對準1(I2.1)或運行對準 2(I2.2)輸入無效,但貨叉控制(Q0.1)和貨叉向右(Q0.2)不會因此被復位而停止輸出。直到接觸器1C復位,接觸器3C吸合,貨叉伸出,因位置不對撞到物體造成電流增大,最后觸發過載保護而停機。
針對原程序有這種潛在的弊端,一方面對程序作了修改,使系統只要有其中一個運行對準檢測開關沒對準,馬上讓驅動貨叉伸出的指令復位。也就是在PLC主程序模塊的Network 93加入以下指令:

另一方面更換了接觸器,從硬件上消除粘連停滯的隱患,從而使系統達到安全運行的目的 。
5 結語
整套設備采用國外先進技術和多次投入使用的成熟軟件,提高了系統的可靠性,保證物流的通暢性,使運輸快速平穩。廣州地鐵3號線在使用以及維護這套設備的過程中,對其進行了深入的研究,使整個系統的控制模式在自動控制的應用實例中也屬經典,很有學習和研究價值。
Automated Warehouse of Guangzhou Metro Line 3
Yang Dengfeng
The automated warehouse designed and manufactured by Beijing Gaoko Storage Equipment Research Institute came intoservice for Guangzhou Metro Line 3 depot at the end of 2006,it is the first time that such equipment is applied to metro in China.Compared with the traditional warehouse,automated warehouse can greatly improve the work efficiency,extract rapidly various forms of maintenance spare parts and materials,and serve the operation and maintenance better.At the same time,automated warehouse has advantages in higher utilization rate of space and less waste of labors.
automated warehouse;supervisory system;stacker;conveyor;control of programmable logic controller
U 231+.92
2009-12-23)
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
防爆電機(2020年3期)2020-11-06 09:07:42
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
測控技術(2018年5期)2018-12-09 09:04:50
家庭影院技術(2017年9期)2017-09-26 03:41:45
電子制作(2017年7期)2017-06-05 09:36:13
自動化博覽(2014年12期)2014-02-28 22:34:39
