焊接中的變形預測
2010-03-05 06:36:18羅永赤
河南建材 2010年2期
羅永赤
長江大學城市建設學院土木工程系(434000)
1 概述
由于大型組合工字型截面是由鋼板焊接而成,而建筑工程中的鋼板焊接通常采用電弧焊。電弧焊的施焊過程是一個不均勻的加熱與冷卻的過程,因此在焊接完成后,一般都存在一定的焊接殘余變形。對于尺寸較大的組合工字型截面,其翼緣板和腹板一般較厚,拼焊后就會有較大的焊接變形產生,在工程制作中需要采用一定的矯正方法,如機械矯正、手工矯正和熱加工矯正等,對焊接后的構件進行整形處理。如果在組合工字型截面的拼焊中,采用不正確的焊接順序和焊接工藝,就會產生過大的焊接變形,甚至可能出現焊接裂縫,從而造成工程構件在矯正過程中的矯正難度增大,甚至導致整個構件的報廢。所以如何在焊接前就準確地確定和控制組合工字型截面焊接變形,就成為保證工程質量合格和建筑安全的一個關鍵性問題。
另外,對于大跨度的鋼梁,由于有反拱的要求,如果能利用焊接變形規律,使焊后鋼梁的焊接變形與工程需要的反拱值接近,就可以大大減少鋼梁的矯正量,從而提高生產效率。所以在確定焊接工藝時,對工字型截面的鋼梁將要發生的焊接變形需要較準確的確定。
本文對某大型工字型組合截面的鋼梁施焊的焊接順序進行數值模擬,針對不同的焊接工藝方案,對工字型組合截面的焊接變形進行了定量分析,為實際工程中準確預測構件焊接后的變形提供了參考依據。
2 工字型組合截面焊接有限元模型
2.1 模型的幾何尺寸與網格劃分
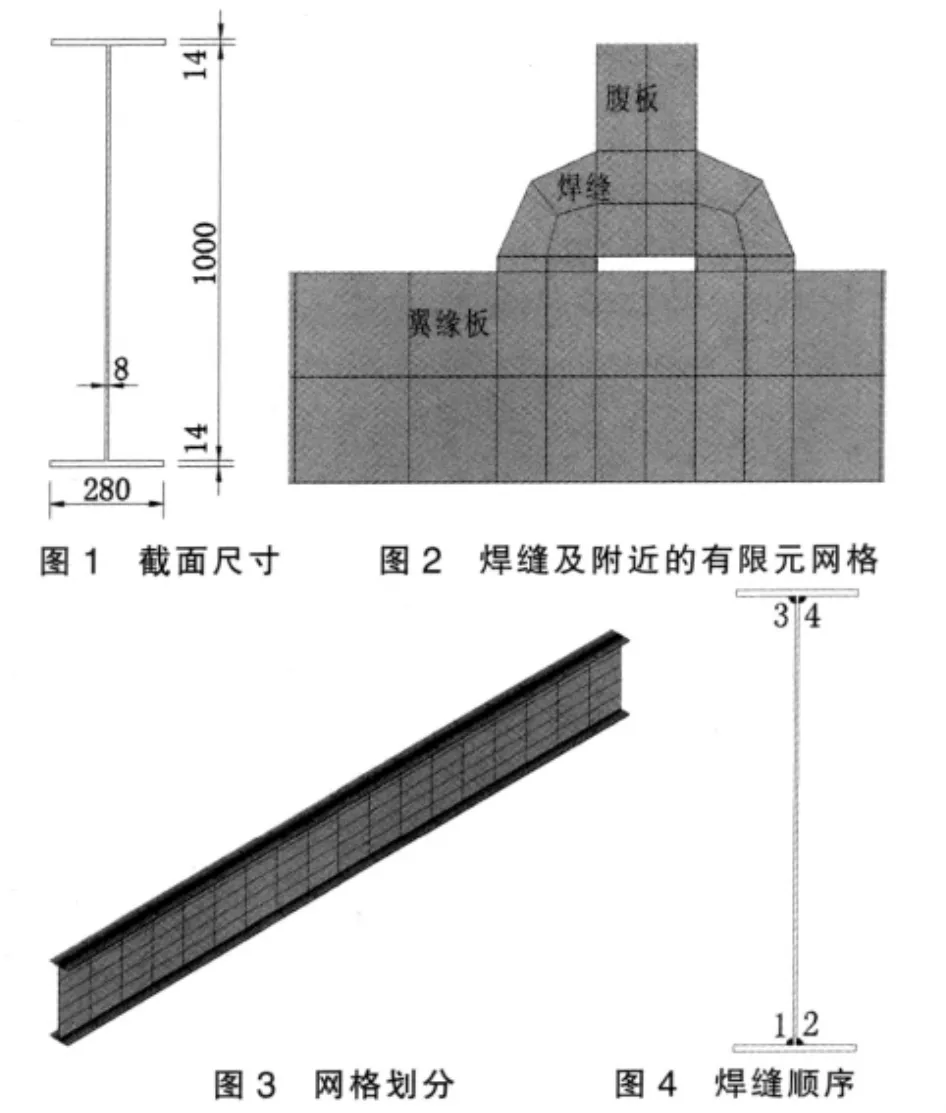
工字型組合截面鋼梁長為9m,截面尺寸為1 028 mm×280mm×8mm×14mm,見圖1。由于工字型組合截面是通過角焊縫將翼緣板與腹板拼接而成,所以在建立有限元模型時是將翼緣板與腹板分開,而由角焊縫的有限元模型將它們聯系起來,與實際情況一致,見圖2。因為實際工程的鋼梁尺寸為9m,為在滿足計算精度的前提下,減少計算時間,在劃分網格時,對截面中距離焊縫較遠部分采用了比較大尺寸的網格,對于焊縫和距離焊縫較近的部分采用了較小尺寸的網格,見圖3,單元采用八節點六面體單元。
2.2 材料的特性參數
工字型組合截面的鋼材為Q235鋼,采用的材性參數:屈服強度=210 MPa,抗拉強度=235 MPa,材料的彈性模量 E=2.06×105MPa[1]。假定焊縫金屬的熱物理性能參數和母材相同,并考慮鋼板的物理性能和力學性能隨溫度變化,參考相應文獻[2],對于缺乏的高溫數據進行適當的擬合。
在進行有限元分析時,采用小位移、小應變模式。材料模式為熱彈塑性,屈服遵循Mises屈服條件,塑性區內的行為服從流變法則和各向同性硬化,本構關系為雙線性硬化模式,其材料的力學性能隨溫度的變化而變化。
2.3 焊接熱源模型
在模擬角焊縫焊接熱源的移動時,將每條焊縫單元(圖3)分成六個小時間段,通過利用單元生死的原理,對每條焊縫各小時間段內的單元逐步加熱,來實現熱源的移動。焊接熱源是通過假設焊縫所在單元具有內部熱生成來模擬,焊縫的焊接速度按實際橫焊的焊接速度25 cm/min來模擬焊縫的焊接工藝過程。
3 焊接順序方案
采用的焊接順序方案(圖4),為先下部焊縫后上部焊縫,即1→2→3→4。首先對該焊接順序方案按傳統的定性分析,采用第一種焊接順序方案,因為先焊接1、2焊縫時,截面剛度較小,完成焊接后會有較大的反拱變形;隨后焊接3、4焊縫時,因為此時截面剛度較大,焊接產生的變形較小,抵消不了焊接1、2焊縫時的反拱變形,所以完成4條焊縫焊接后,會有一定的反拱。但具體多少不能較準確的確定。
4 數值模擬結果與分析
通過數字分析可以得到,焊接順序方案中,即1→2→3→4;各階段焊縫變形的分析結果見圖5。
在完成焊縫1時,產生較大的反拱彎曲變形與側向變形;完成焊縫2后,側向變形減小,但反拱彎曲變形變大;完成焊縫3后,出現反方向的側向變形,反拱彎曲變形有一定減小,但減少不多;完成焊縫4后,側向變形減少,同時反拱彎曲變形也有一定減小。總體看,在施焊中,要注意焊縫3時的反方向變形給施焊帶來的困難。
5 結論
對組合工字型截面鋼梁的焊接全過程進行數值分析后,得出了每條焊縫在施焊中的變形量的大小,為獲得高品質的焊縫提供了依據,解決了鋼結構加工廠在制作鋼梁中無法預測焊接的變形的大小的問題,尤其是預測以前沒有加工過的異形構件的焊接變形的大小。同時,把對焊接質量的控制,轉到對焊接過程中的變形預測與應該采取的對策上。在這個焊接方案中,焊縫3的側向變形的反向問題將引起鋼梁產生一定程度的扭轉,需要在焊接過程中采取相應措施,如注意控制焊接過程的輸入熱能或更改其他的焊接順序。
[1]GB50017-2003,鋼結構設計規范[S]
[2]羅永赤.鋼管相貫節點焊接殘余應力與熱損傷的非線性有限元分析[J].焊接學報,2007(3)
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
