
一種小型細長階梯軸的制造工藝
2010-03-01 03:55:30王青成
裝備制造技術 2010年12期
王青成
(中國空空導彈研究院,河南洛陽 471009)
小型細長階梯軸零件,在精密機械行業(yè)的應用越來越廣泛,但在其加工中同軸度難以保證的問題,一直困擾著現(xiàn)場的生產(chǎn)。該類零件直徑小,中間粗兩端細,長徑比在25~50之間,加工過程中,由于其直徑小、長度大的影響,零件同軸度很難達到圖紙要求。為了保證圖紙要求,加工過程中需要解決的問題,是減少車削過程中的振動和變形,工藝安排上需要從工件裝夾方式、工序安排、切削參數(shù)、刀具選用等多方面進行優(yōu)化。
1 工藝性分析
零件如圖1所示,長度為85mm,外徑為Φ3.5mm,最細處外徑為Φ1.6mm。Φ2.4mm要求與外圓同軸度0.04mm,直線度0.08mm,零件材料為結構鋼,來料毛坯為Φ4mm的棒料。該零件為典型的直徑小、中間粗兩端細、長徑比大的零件,具有大長徑比、高精度、低剛性特點。加工中最需要解決的問題,是減少車削過程中的振動和變形,造成工件車削過程振動和變形的主要因素是受力變形,因工件直徑小,長徑比大,強度弱,在卡盤上夾緊時,切削力會使零件產(chǎn)生振動和變形,造成零件的同軸度、直線度超差,從而影響工件的尺寸精度和形狀精度。因此必須采用合適的夾緊方式來減少變形。
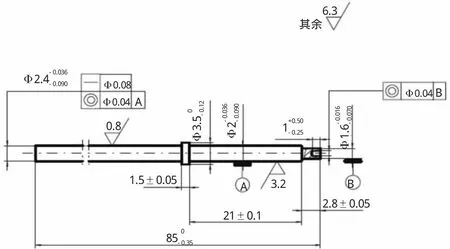
圖1 小型細長階梯軸零件
2 加工時需考慮的兩個問題
影響零件車削過程振動和變形的主要因素,有毛坯的選擇和裝夾定位基準的選擇。
(1)毛坯的選擇。一般選擇符合設計圖紙要求的棒料或絲材,毛坯直徑選擇不宜過大或過小,過大時,加工余量大,產(chǎn)生的內(nèi)應力大,零件變形大;過小時,容易造成局部無加工余量。一般以零件最大外徑為參考,其余量在0.3~0.5mm之間比較適宜。
(2)裝夾定位基準的選擇。小型細長階梯軸車削時,一般采用一夾一頂?shù)难b夾方式進行,選擇主定位基準,應選擇一個較長的外徑和中心孔作為輔助定位基準,選擇主定位基準時,應盡量保證零件安裝伸出機床部分長度最短,這樣剛性最好,定位可靠。當零件的表面的尺寸精度、同軸度有較高的要求時,定位外徑和中心孔必須有較高的同軸度要求。以防止零件車削中產(chǎn)生振動和變形。中心孔不宜重復使用,否則造成零件車削中產(chǎn)生振動和變形,影響零件的同軸度。
3 工藝路線安排
根據(jù)零件的特點,我們設計了先左后右的加工方案。備料→車→無心磨→車工→車工→檢驗→表面處理→入庫。通過無心磨加工Φ2.4mm外圓,然后通過以Φ2.4mm外圓為定位基準,使用夾具夾緊的方式,加工中心孔為輔助定位,通過一夾一頂?shù)姆绞剑庸D1右邊的尺寸;采用一夾一頂?shù)亩ㄎ粖A緊方式加工時,裝夾位置盡可能使零件伸出部分短些,尾頂施力適當,防止零件彎曲變形。最后進行檢驗、表面處理、入庫工作。
4 夾具設計
如圖2所示,設計了夾緊夾具,夾具以ΦD定位、MDXp螺紋固定于車床主軸,夾具安裝前,主軸先裝上與零件定位外徑基本相同的彈性夾頭。零件定位前,后端分別由夾具定位襯套(開口式)、彈性夾頭兩處定位,后端彈性夾頭起輔助支撐作用;夾緊時先輕輕拉緊彈性夾頭,再擰緊前端的壓緊螺母,這樣就能防止零件因定位面過短而產(chǎn)生偏斜,從而保證零件加工的同軸度要求。
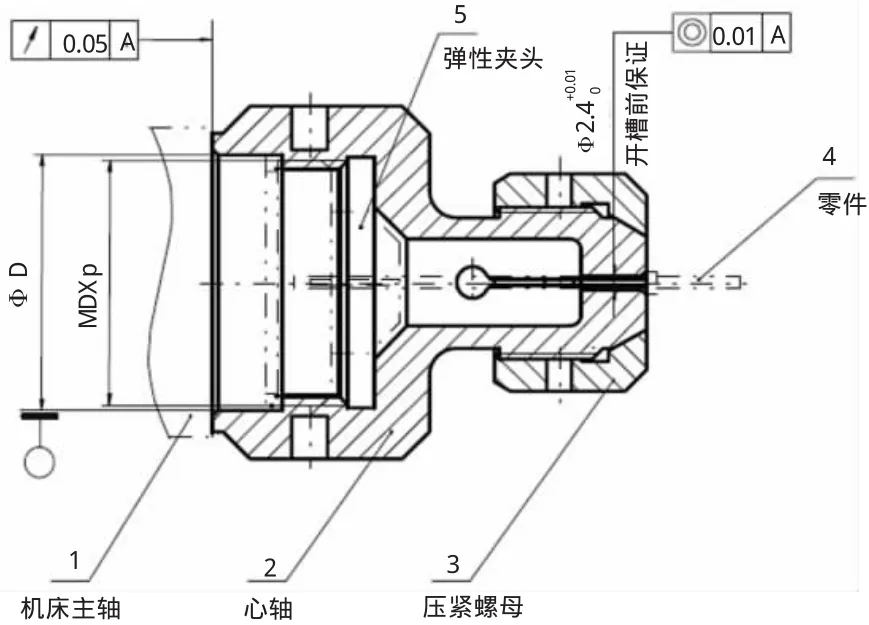
圖2 夾緊夾具
5 結束語
通過上述的工序安排和夾具使用,使得本單位的小型細長階梯軸零件的加工順利進行,縮短了加工流程,效率大大提高,產(chǎn)品的合格率也有很大的提高。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
中華詩詞(2020年1期)2020-09-21 09:24:52
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中國公路(2017年18期)2018-01-23 03:00:38
數(shù)學物理學報(2017年6期)2018-01-22 02:26:40
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
