基于Pro/E 的螺紋法蘭注塑模具及模架設計
2010-02-15 10:32:44周慧蘭匡唐清萬金金
中國塑料 2010年9期
關鍵詞:設計
周慧蘭,匡唐清,萬金金
(1.華東交通大學載運工具與裝備教育部重點實驗室,江西南昌330013;2.南京南車浦鎮城軌車輛有限責任公司,江蘇南京 210000)
0 前言
在注塑件中,許多零件帶有螺紋,螺紋自動脫模是此類模具設計的關鍵,模具的脫模結構是否合理,將直接影響模具的使用壽命、產品質量等。如何在確保注塑件品質的條件下,使模具結構簡單,提高模具壽命是此類模具設計中需要解決的主要問題。
此外,隨著注塑件在人們生活生產中的廣泛應用,以及注塑件的快速更新換代及高品質要求,越來越多的國家采用數字化技術來設計和制造注塑模具,其中用得較普遍的是Pro/E,UG等大型CAD/CAM三維軟件。這些軟件已經成為許多國家和企業進行模具設計和制造的通用標準軟件。
本文基于Pro/E設計了自動脫螺紋的螺紋法蘭注塑模具及模架。
1 注件結構和工藝分析
圖1為螺紋法蘭注塑件,材料為聚炳烯(PP)[1-3],大批量生產。PP密度為0.90~0.91g/cm3(注塑級密度取0.91 g/cm3);耐熱性好,熔點為164~170 ℃;具有較高的力學性能,流動性能好,易于成型;成型收縮率小;比熱容較低,在模具中凝固較快,模塑周期短;注塑件表面光滑。
該注塑件外輪廓直徑為60 mm,整體高為70 mm,厚度為2.0 mm,有外螺紋M30,螺紋長度12 mm。四周有5個側耳,該結構在自動脫螺紋機構中起到止轉作用。
2 分型面設計
分型面是用來分割工件或者已存在的模具體積塊,由一個或多個曲面特征組成。在Pro/E的模具設計流程中,最關鍵的一步就是分型面的建立。只有確定了正確的分型面,才能得到正確的模具成型零件并順利開模。
本模具先應用Pro/E進行分型面設計后得到的模具成型零件,如圖2所示。

圖1 螺紋法蘭Fig.1 The tread flange
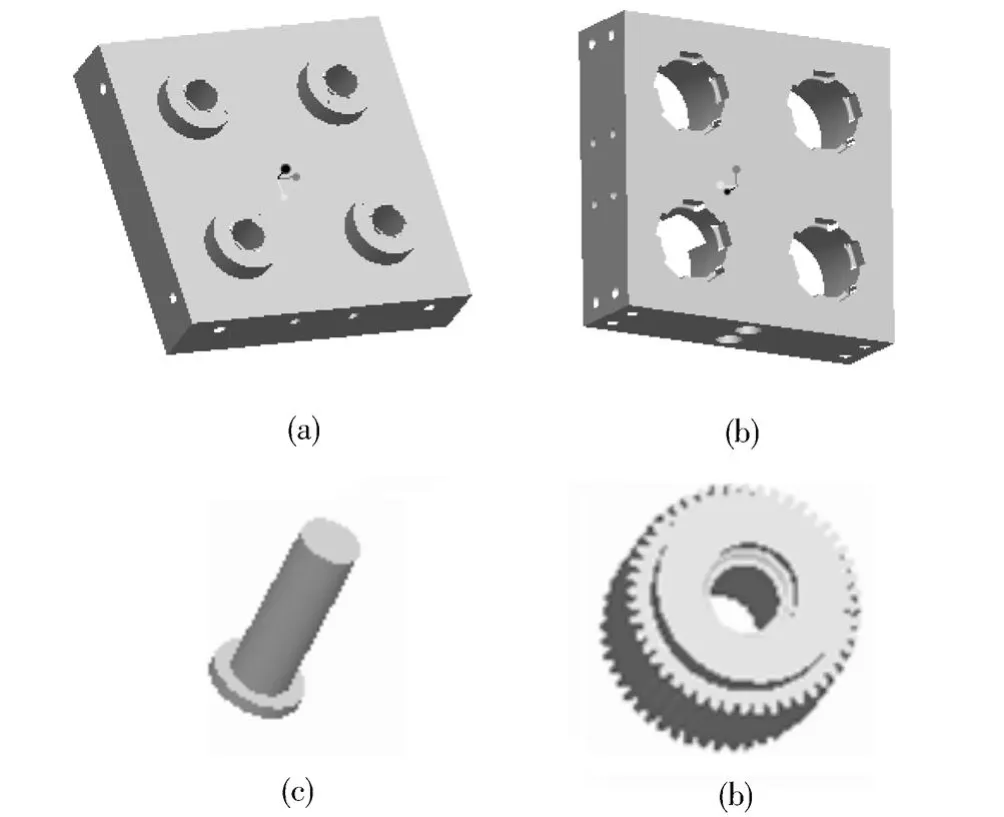
圖2 模具成型零件Fig.2 Mold forming parts
3 注塑模具設計
3.1 模具總體結構
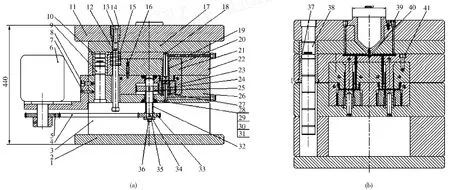
圖3 模具總體結構圖Fig.3 Assembly of themold
模具的總體結構如圖3所示。由于螺紋法蘭含有較長外螺紋且注塑件總長度較大,從模具設計到模具制造都有一定難度,模具的定距分型及注塑件的自動脫螺紋機構的設計是需要解決的主要問題。
3.2 注塑機選擇
應用Pro/E計算澆注系統凝料和零件用料的總體積是111.822 cm3,結合鎖模力和開模行程要求,選用G54—S200/400型注塑機,技術參數為:額定注射量200~400 cm3,螺桿直徑55 mm,注射壓力109 MPa,注射行程160 mm,鎖模力2540 kN,最大成型面積645 cm3,模板最大行程 260 mm,模具最大厚度40 mm,模具最小厚度 165 mm,噴嘴圓弧半徑:18 mm,噴嘴孔直徑4 mm。
3.3 機動旋轉脫螺紋機構設計
常用的注塑件螺紋脫模方式有手工脫螺紋、強制脫螺紋、自動脫螺紋。對于精度要求高和大批量生產的塑料件,一般采用自動脫螺紋。自動脫螺紋包括機動旋轉脫螺紋、對分滑塊脫螺紋和組合式型芯自動脫螺紋,本文應用的是機動旋轉脫螺紋方式。
機動旋轉脫螺紋的效率高,品質穩定,在設計機動旋轉脫螺紋結構時,必須解決結構的可行性、穩定性及耐用性等問題。
由于螺紋法蘭螺紋長度和零件總高度較長,在機動旋轉脫螺紋時,若采用傳統的齒輪齒條的脫螺紋機構,會由于模具開模距離過長而造成模具設計與制造的困難,本設計采用液壓馬達通過鏈傳動使螺紋型芯旋轉完成自動脫螺紋的模具結構。與電動機相比,液壓馬達傳動平穩,噪音低,可實現無級調速。鏈傳動與帶傳動相比,無滑動,傳動比準確,機構緊湊,無需大的張緊力,作用在軸上的載荷較小,因此,在眾多機動旋轉脫螺紋的模具結構中,是一種值得推廣的較好的傳動機構。
3.3.1 傳動機構設計[4]
鏈條-齒輪傳動示意圖如圖4所示。

圖4 傳動示意圖Fig.4 Diagram of chain-gear transmission
(1)齒輪參數設計
模架中齒輪傳動軸中心距為120 mm,經過計算,最終確定齒輪傳動的主要參數為齒輪模數m=2.5;齒數和分度圓直徑Z1=28 mm,D1=70 mm;Z2=20 mm,D2=50 mm;齒寬B1=20 mm,B2=30 mm。
(2)軸承選用
軸承及端蓋主要用于對固定齒輪的軸進行軸向及軸向定位,以確保軸系零件的穩定運行。本模具軸系軸承選用61805型深溝球軸承。
(3)鏈傳動主要參數
根據文獻[5],注塑零件包緊力F=28.1 kN。根據注塑件包緊力,可選用抗拉載荷為60 kN的鏈條。本設計使用 GB/T 1243—1997中B系列單排短節距精密滾子鏈16B,節距P=25.4 mm。鏈輪與鏈條實現嚙合的必要條件是鏈輪的節距應小于或等于鏈條的節距,否則鏈條對鏈輪圍齒困難,嚙合困難。本設計使用的鏈輪的基本參數為齒數Z3=54 mm,Z4=20 mm;D3=125 mm,D4=80 mm。
(4)機構傳動比(i)的計算
注塑件上螺紋長度為12 mm,螺距為1.5 mm,則其牙型為8周。
鏈條-齒輪傳動機構總傳動比i=(Z2/Z1)(Z4/Z3)≈0.26,即液壓馬達帶動鏈輪轉四周齒輪型芯轉一周,因此液壓馬達至少帶動鏈輪轉32周以上方能使制品螺紋完全脫離型芯。
3.3.2 液壓馬達的選用
根據前面計算的注塑零件包緊力F=28.1 kN,再綜合計算后,選取額定扭矩225 N·m的液壓馬達Nmh1-163,排量64 mL/r,額定壓力25 MPa,額定扭矩472 N ·m,轉速范圍15~1500 r/min,質量20 kg。此外,在本套模具中應盡量實用慢速,以防止注塑件上的螺紋被破壞。
3.4 模具定距分型原理及工作過程
本模具采用三板式結構,如圖3所示,利用液壓馬達及鏈輪-齒輪機構實現螺紋自動脫模。主要工作過程為:模具合模完成充填后,在彈簧15的作用下實現分型面I的開啟,實現點澆口與制品的分開;模具繼續分開,由于閉模器16的作用使得分型面II先于分型面III開啟,繼而將流道冷料頂出,模具繼續開模,在定距分型機構12的作用下實現模具動定模的完全分開。當制品完全從定模中脫出后,利用馬達-鏈條-齒輪機構并通過制品本身的防轉特征實現止轉從而將制品完全轉離動模。
4 模架設計
注塑模中許多模架都已標準化,從標準模架和標準件的調入、滑塊的生成到澆注系統、頂出機構和冷卻系統的設計都可以通過標準模架庫來實現。Expert Moldbase Extension(EMX)4.1模架庫[5]即可實現這些功能,它是 Pro/E外掛的一個插件,可用于設計和細化模架,使用它可以設計標準的模板、滑塊、頂桿、冷卻系統等輔助零件并進行開模仿真及干涉檢查等[6]。
應用EMX4.1設計模架的主要過程為:
(1)將型芯、型腔零件、滑塊等成型零件裝配到模架并進行分類,使 EMX4.1可以識別;
(2)對模具組件進行定義,包括模架類型的選用,模板尺寸的確定,型腔布局及型腔切口的定義,定位環、澆口襯套等結構的設計;
(3)設計澆注系統,利用零件與零件的“切除”、模具設計模塊中的“流道”及實體的“切減材料”等操作可快速實現模架中主流道、分流道及澆口等結構的設計;
(4)設計滑塊機構,包括外側抽芯機構及內側抽芯機構的選用及修改;
(5)設計頂出機構,由于本套模具是利用液壓馬達-鏈條-齒輪機構實現注塑件的自動脫模,故不需要設計頂桿等頂出元件;
(6)設計冷卻系統,先在需要冷卻的零件上設計冷卻水線的回路,再利用EMX設計冷卻水路的工具快速實現冷卻系統的設計;
(7)裝配模架,將前面設計的所有的模架零件裝配到模架。裝配后的模架如圖5所示。
4 結論
(1)該模具成功地應用液壓馬達-鏈傳動-齒輪傳動實現了零件內螺紋的脫模,這種方法是實現螺紋脫模的一種有效的途徑,這種脫模結構動作準確可靠,噪音底,運轉平穩,注塑件品質優良,生產效率高;
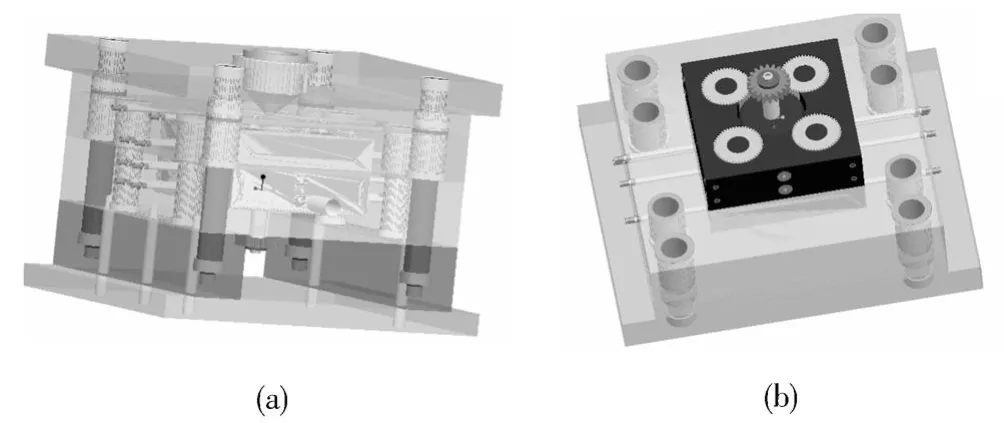
圖5 模架Fig.5 The moldbase
(2)本模具采用Pro/E和EMX進行模具及模架的計算機輔助設計,可大大縮短產品的開發周期,降低了模具的設計和制造成本。
[1] 洪慎章.實用注塑成型及模具設計[M].北京:機械工業出版社,2006:50-55.
[2] 屈華昌.塑料成型工藝與模具設計[M].北京:高等教育出版社,2001:41-42
[3] 《塑料模具設計手冊》編寫組.塑料模具設計手冊[M].北京:機械工業出版社,200:13-14.
[4] 洪家娣,李 明,黃興元.機械設計指導[M].南昌:江西高校出版社,2001:21-23.
[5] 黨根茂,駱志斌,李集仁.模具設計與制造[M].西安:西安電子科技大學出版社,1995:194-210.
[6] 肖 乾,周慧蘭.Pro/Engineer Wildfire 3.0中文版模具設計與制造實用教程[M].北京:中國電力出版社:92-102.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04