高強度馬氏體不銹鋼鑄件的鑄造
2010-01-23 06:08:38郭建明夏建忠
鑄造設備與工藝 2010年2期
郭建明,夏建忠
(杭州汽輪鑄鍛有限公司,浙江 杭州 310000)
我公司為馬鋼重機提供鉗口夾頭(如圖1)、延伸臂、左鉗臂和右鉗臂等6種馬氏體不銹鋼鑄件,用于8000t油壓機配套的100t全液壓軌道操作機上,該操作機是集高科技、高技術于一體的尖端設備,由德國DDS公司設計,鑄件材質為GX4CrNi13-4+QTⅡ,屬低碳高強度馬氏體不銹鋼,化學成分與力學性能見表1。該鋼種具有良好的淬透性、優良的力學性能、腐蝕疲勞強度和動靜態斷裂韌性,但在生產中存在以下難點:馬氏體不銹鋼有強烈的冷裂傾向,焊縫及熱影響區焊后均為硬而脆的馬氏體組織,鋼中含碳量越高,冷裂傾向越大;澆注溫度高,易產生表面粘砂;不銹鋼收縮性大,極易產生縮松、裂紋和晶粒粗大等缺陷,熱處理要求高,質量要求高。探傷等級為:超聲波探傷符合EN12680-T1,質量等級V2級,磁粉探傷符合EN1369,質量等級S2,著色探傷符合EN1371,質量等級S2。 熱處理狀態 (QT2):1000℃~1050℃正火,500℃~530℃回火。鑄件相關參數見表2。
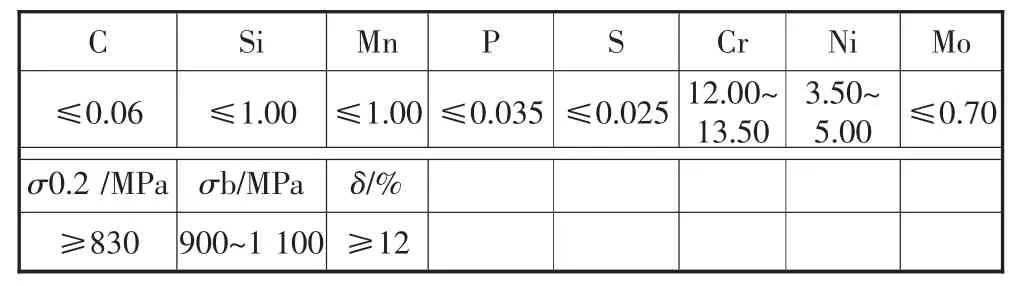
表1 G-X4CrNi13-4+QTⅡ的化學成分和力學性能(質量分數,%)

表2 鑄件相關參數
1 鑄造工藝方案的確定
1)造型:根據馬氏體不銹鋼鑄造的特點,采用了脂硬化水玻璃砂造型工藝、上鋯英粉醇涂料,可以有效地防止鑄件表面的增碳和表面顯微裂紋的產生。
2)澆冒口系統:設計開放式澆注系統,冒口采用發熱保溫冒口,澆注時在冒口頂部添加發熱保溫劑,并覆蓋保溫板保溫,加強冒口的補縮。
3)配料:采用中頻爐,爐料必須選用低碳、低硫、低磷的爐料,鉻鐵采用微碳鉻鐵,從原料上保證生產出優質的鋼水;采用電弧爐熔煉時,也應盡可能降低含硫量,要求將鋼水成品的含硫量控制在0.015%以下,含磷量控制在 0.020%以下。
4)澆注:出鋼溫度控制在1650℃以上,澆注溫度控制在1620℃左右;
5)開箱清理:根據該種材質的特點,選用保溫時間為14 d,開箱時鑄件溫度控制在100℃以下;
6)冒口切割:工件高溫退火后隨爐冷卻至325±25(℃)出爐割冒口,割冒口時其它部位應用保溫板覆蓋,防止鑄件過快冷卻導致裂紋產生,冒口割除后立即進爐隨爐冷卻至100℃以下。

2 熱處理工藝方案
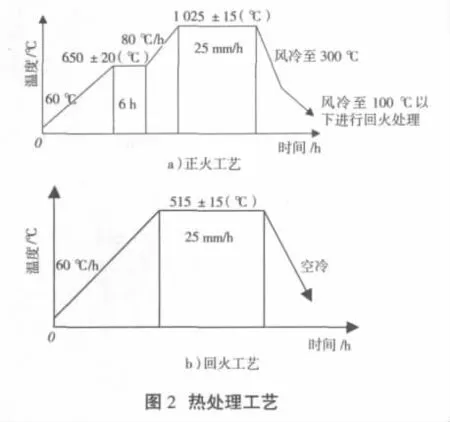
由于這類鋼含鉻量較高,過冷奧氏體較穩定。所以這類鋼的淬透性比較高,在空冷情況下可獲得馬氏體組織,為了保證獲得較好的力學性能,采用正火加回火的熱處理工藝,為了防止在加熱過程中因應力產生裂紋,要求嚴格控制升溫速度,為了能確保完全得到馬氏體組織,在正火處理時出爐后采用風冷的方法讓工件盡快冷卻到300℃,然后再緩冷,正火、回火如圖2。
3 缺陷焊補工藝
馬氏體不銹鋼能在退火、硬化和硬化與回火的狀態下焊接,無論鋼材的原先狀態如何,經過焊接后都會在鄰近焊道處產生硬化的馬氏體區,熱影響區的硬度主要是取決于母材金屬的碳含量,當硬度增加時,則韌性減少,且此區域較易產生龜裂,因此需對工件進行焊前預熱和焊后熱處理。
1)缺陷清除
缺陷必須采用碳刨、機械加工或打磨的方法去除,若采用碳刨,則必須將工件整體預熱至300℃以上方能進行,否則極易產生裂紋,碳刨后必須采用打磨的方法去除碳刨層。
2)缺陷確認
缺陷清除后必須對缺陷位置進行MT或PT確認,缺陷完全清除后方可進入焊補工序;
3)焊前預熱
焊前預熱是防止產生冷裂紋的主要工藝措施。因此須工件整體預熱至300℃以上;
4)焊補
焊補時須保持工件溫度在150℃以上,層間溫度控制在250℃~300℃,非焊補區域用石棉包裹保持工件溫度,及時清理焊渣并錘擊,減少焊接應力;
5)焊接材料
采用低氫型藥皮馬氏體不銹鋼焊條(0Cr13Ni4MoRe)(ER410NiMo-15), 焊前須對焊條進行干燥預熱,焊條成分見表3。
6)焊接方法

表3 焊條成分(質量分數,%)
手工電弧焊,焊接電流為180A~220A,直流反接。
7)焊后冷卻
工件焊后不應從焊接溫度直接升溫進行回火處理,因為焊接過程中奧氏體可能未完全轉變,如焊后立即升溫回火,會出現碳化物沿奧氏體晶界沉淀和奧氏體向珠光體轉變,產生晶粒粗大的組織,嚴重降低韌性。因此回火前應使工件先緩慢冷卻,讓焊縫和熱影響區的奧氏體基本分解完。對于剛性小的焊件,可以冷至室溫再回火;對于大厚度的焊件,需采用較復雜的工藝;焊后冷至100℃~150℃,保溫0.5 h~1 h,然后加熱至回火溫度(大缺陷采用回火處理,小缺陷采用除應力處理,除應力溫度為比回火溫度低20℃)。
8)焊后熱處理
焊后熱處理目的是降低焊縫和熱影響區的硬度,改善塑性和韌性,同時減少焊接殘余應力,保證組織均勻,減少裂紋傾向。焊后熱處理宜采用低溫回火,回火溫度為500℃~530℃,保溫若干小時后出爐空冷。
9)焊后探傷檢驗
缺陷采用上述工藝焊補后經UT和MT探傷,焊補處未發現任何超標缺陷。
4 總 結
綜上所述:G-X4CrNi13-4+QTⅡ低碳高強度馬氏體不銹鋼鑄件在生產中必須十分注意操作的細節,控制好相應的技術參數,才能使鑄件符合相關技術條件要求,我們生產的鑄件在馬鋼重機的8000t鍛壓機配套的100t全液壓軌道操作機中正常使用,取得了良好的經濟效益和社會效益。
[1]中國機械工程學會鑄造分會.鑄造手冊編[M].北京:機械工業出版社,2006.
[2]劉政軍.不銹鋼焊接及質量控制[M].北京:化學出版社,2008.
[3]鑄造工程師手冊編寫組.鑄造工程師手冊機[M].北京:械工業出版社,2007.
[4]李傳.鑄鋼及其熔煉[M].北京:中國水利水電出版社,2007.
[5]孫霞.鑄造低碳馬氏體不銹鋼的現狀與發展趨勢 [J].鑄造,2007,56(1):1-5.
[6]樊東黎 徐躍明 佟曉輝.熱處理技術數據手冊[M].北京:機械工業出版社,2006.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
銅業工程(2015年4期)2015-12-29 02:48:39
制造技術與機床(2015年10期)2015-04-09 07:06:00
石油化工應用(2014年8期)2014-03-11 17:40:03
