軸類零件的加工及其工藝分析
2009-12-02 10:20:06宣志江
廣西教育·C版 2009年7期
宣志江
【摘要】 通過對滲碳主軸加工工藝的分析及加工方法的闡述,探討在職校機械加工實訓(xùn)中如何對軸類零件進行工藝分析,從而提高加工工件的質(zhì)量。
【關(guān)鍵詞】 工藝規(guī)程 軸類零件 零件圖的工藝分析 滲碳主軸
在職業(yè)學(xué)校機械加工實訓(xùn)中,軸類零件的加工是學(xué)生練習(xí)車削技能的最基本也是最重要的項目,但學(xué)生最后完工工件的質(zhì)量總不是很理想,經(jīng)過分析,筆者認為主要原因是學(xué)生對軸類零件的工藝分析不到位和工藝規(guī)程制訂不夠合理。
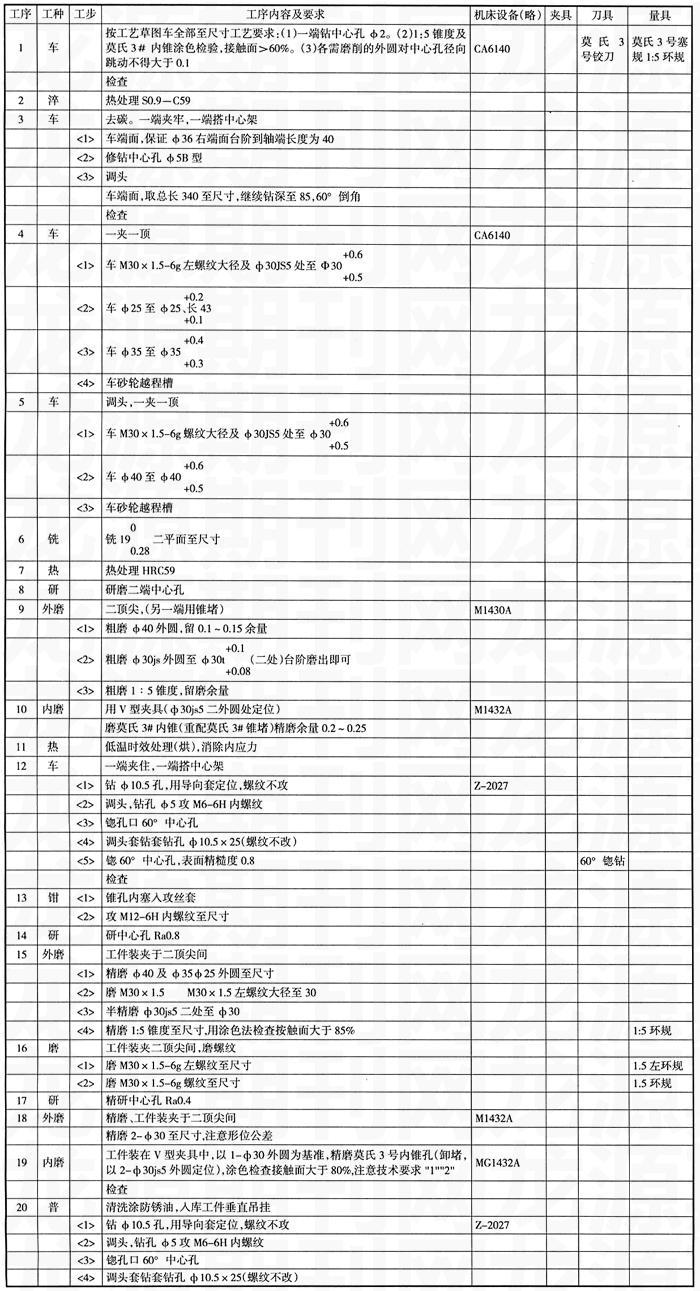
軸類零件中工藝規(guī)程的制訂,直接關(guān)系到工件質(zhì)量、勞動生產(chǎn)率和經(jīng)濟效益。一零件可以有幾種不同的加工方法,但只有某一種較合理,因而在制訂機械加工工藝規(guī)程中,應(yīng)注意以下幾點:一是零件圖工藝分析中,應(yīng)理解零件結(jié)構(gòu)特點、精度、材質(zhì)、熱處理等技術(shù)要求,且需要研究產(chǎn)品裝配圖,部件裝配圖及驗收標(biāo)準(zhǔn)。二是滲碳件加工工藝路線一般為:下料→鍛造→正火→粗加工→半精加工→滲碳→去碳加工(對不需提高硬度部分)→淬火→車螺紋、鉆孔或銑槽→粗磨→低溫時效→半精磨→低溫時效→精磨。三是粗基準(zhǔn)選擇上,如果有非加工表面,就應(yīng)以其作為粗基準(zhǔn)。對所有表面都需加工的鑄件軸,根據(jù)加工余量最小表面找正,且選擇平整光滑表面,讓開澆口處。選牢固可靠表面為粗基準(zhǔn),且粗基準(zhǔn)不可重復(fù)使用。四是精基準(zhǔn)選擇應(yīng)符合基準(zhǔn)重合原則,盡可能選設(shè)計基準(zhǔn)或裝配基準(zhǔn)作為定位基準(zhǔn),符合基準(zhǔn)統(tǒng)一原則,盡可能在多數(shù)工序中用同一個定位基準(zhǔn)。應(yīng)盡可能使定位基準(zhǔn)與測量基準(zhǔn)重合,選擇精度高、安裝穩(wěn)定可靠表面為精基準(zhǔn)。
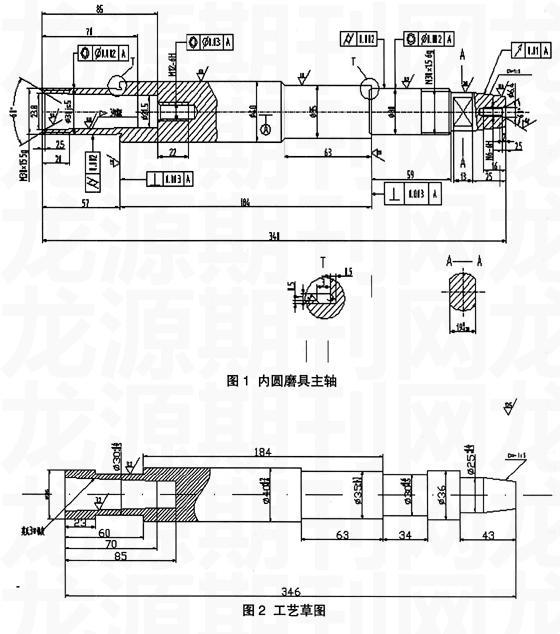
針對上述要求,現(xiàn)舉例說明如下。一滲碳主軸(如圖1),每批40件,材料20Cr,除內(nèi)外螺紋外S0.9~C59。滲碳件工藝比較復(fù)雜,必須對粗加工工藝?yán)L制工藝草圖(如圖2)。
該軸類零件加工過程中應(yīng)注意以下幾點:第一,采用二中心孔為定位基準(zhǔn),符合前述的基準(zhǔn)重合及基準(zhǔn)統(tǒng)一原則。第二,該零件先以外圓作為粗基準(zhǔn),車端面和鉆中心孔,再以二中心孔為定位基準(zhǔn)粗車外圓,又以粗車外圓為定位基準(zhǔn)加工錐孔,此即為互為基準(zhǔn)原則,使加工有一次比一次精度更高的定位基準(zhǔn)面。3號莫氏圓錐精度要求很高。因此,需用V型夾具以2-ф30js5外圓為定位基準(zhǔn)達到形位公差要求。車內(nèi)錐時,一端用卡爪夾住,一端搭中心架,亦是以外圓作為精基準(zhǔn)。第三,半精加工、精加工外圓時,采用錐堵,以錐堵中心孔作為精加工該軸外圓面的定位基準(zhǔn)。
對錐堵要求:一是錐堵具有較高精度,保證錐堵的錐面與其頂尖孔有較高同軸度。二是錐堵安裝后不宜更換,以減少重復(fù)安裝引起的安裝誤差。三是錐堵外徑靠近軸端處須制有外螺紋,以方便取卸錐堵。四是主軸用20Cr低碳合金鋼滲碳淬硬,對工件不需要淬硬部分發(fā)(M30×1.5-6 g左、M30×1.5-6 g、M12-6H、M6-6H)表面留2.5-3 mm去碳層。五是螺紋因淬火后,在車床上無法加工,如先車好螺紋后再淬火,會使螺紋產(chǎn)生變形。因此,螺紋一般不允許淬硬,所以在工件中的螺紋部分的直徑和長度上必須留去碳層。對于內(nèi)螺紋,在孔口也應(yīng)留出3mm去碳層。六是為保證中心孔精度,工件中心孔也不允許淬硬,為此,毛坯總長放長6 mm。七是為保證工件外圓的磨削精度,熱處理后須安排研磨中心孔的工序,并要求達到較細的表面粗糙度。外圓磨削時,影響工件的圓度主要是由于二頂尖孔的同軸度及頂尖孔的圓度誤差。八是為消除磨削應(yīng)力,粗磨后安排低溫時效工序(烘)。九是應(yīng)獲高精度外圓,磨削時應(yīng)分粗磨、半精磨、精磨工序。精磨安排在高精度磨床上加工。
當(dāng)然,實習(xí)產(chǎn)品質(zhì)量的提高還需要學(xué)生扎實的基本功。
【參考文獻】
[1] 蔣增福.車工工藝與技能訓(xùn)練[M].北京:高等教育出版社,2005
[2] 郭溪茗,寧曉波.機械加工技術(shù)[M].北京:高等教育出版社,2002
(責(zé)編何田田)