強力車削蝸桿
2009-11-30 08:18:46段斌
職業·中旬 2009年9期
段 斌
蝸桿的車削因切削力大、易“扎刀”等原因而難度較大,生產效率低。強力車削蝸桿的方法主要適用于加工模數m=8以下的蝸桿。下面以加工模數m=6,頭數z=1,工件材料為45#鋼的蝸桿為例,介紹強力車削蝸桿的主要特點。
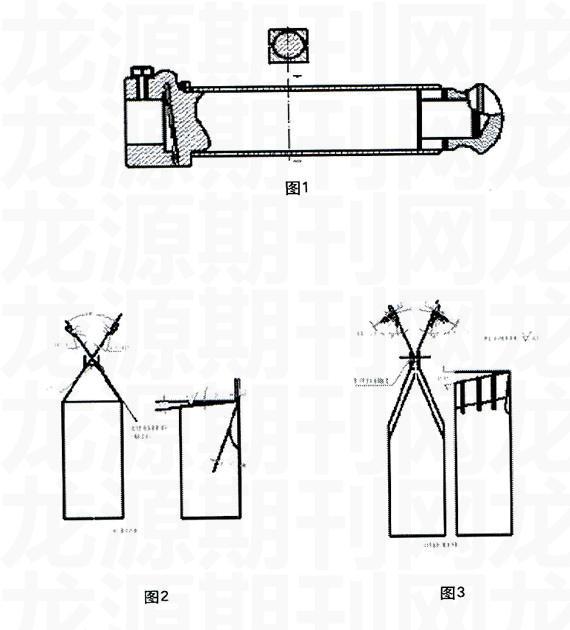
一、改革一般的強性刀為強力車蝸桿彈性刀(下圖)
1刀塊材料
高速鋼(W18Cr4V);刀桿材料:除彈簧套為50CrV鋼外,其余均為45#鋼(刀桿需經熱處理,HRC38~42)。
2刀桿可以轉動
在粗車時,如用一般的“死刀桿”,由于工件導程角的關系,需把刀塊一側刃的后角磨得較大,使刀頭強度減小,不能進行強力切削。而采用圖1所示可轉動角度的刀桿,在車削時,就能根據工件導程角的大小,把刀桿轉動過這個角度。這時刀塊只要磨成和一般車刀相同的后角即可,不需要磨成大前角,保持了刀尖強度,有利于強力切削。
3增大刀桿開槽處的剛性
刀桿上鑲有倆個彈簧套,一般彈性刀,只有一個彈簧套,彈性小,不適應強力切削;同時由于它的開槽處彈度較低,在較大的軸向切削力影響下,會發生扭轉變形,使所車蝸桿的軸向齒輪角發生變化和螺距產生。
誤差,降低加工精度。而現在采用的刀桿,有二個彈簧套(都和刀桿的相應孔緊配),大大提高了刀桿的彈性,同時由于裝在開槽處下端的彈簧套兼起防扭作用,增大了刀桿開槽處的剛性。
4刀具角度
粗車刀塊(圖2)的前角10°~20°,使刀具既鋒利又強固:兩側刃后角為10°~12°,減少刀具后面和工件的摩擦,并使刀刃容易“切”入工件:頂苒寬度比所要求的齒根槽寬約1毫米,呈圓弧形,其后角為2°~3°,使刀尖強固,散熱條件改善和減少振動。半精車刀塊和精車刀塊相同(圖3),兩側刃均磨有25°左右前角,減少切屑變形,降低切削力,提高加工精度;兩側刃后角為10°左右。同時,在后面上均磨有若干條小槽,減少刀具后角的研磨面積:頂刃后角為8°~10°,頂刃的寬度即蝸桿的齒根槽寬。
二、確定合理的加工步驟和切削用量
1粗車
工件轉速n=95r/min。車削時,使用粗車刀塊,并需將刀桿轉過一個等于蝸桿導程角的角度,車削方法主要是左右切削法,先由中拖板進刀,吃刀深度為2~2.5mm,然后由小拖板沿固定方向(向左或向右)“趕刀”(即夠動小拖板進刀),每次小拖板“趕刀量”為2mm,這樣當車削蝸桿齒頂寬雙面留有0.8mm條余量時(模數m=6的蝸桿。齒頂寬為5.06mm,此時的齒頂寬即應為5.86mm左右),需把小拖板沿“趕刀”的相反方向退回一些。而后由中拖板再作一次進刀,吃刀深度仍為2~2.5mm;接著又由小拖板作與上次方向相反的“趕刀”,仍為2mm左右,如此反復進行。
2、半精車
工件轉速n=95r/min,車削時,使用半精車刀塊,刀桿仍需保持粗車時的轉動角度。車削方法是先由小拖板作左右“趕刀”,修整齒形的兩側面,然后由中拖板進刀進行半精車,每次的吃刀深度要減小些。當蝸桿齒頂寬雙面留0.15~0.30mm余量,根據留0.05~0.10mm余量時,半精車即結束。
3、精車
工件轉速n=95r/min。車削時,使用精車刀塊,刀桿不能轉動角度(否則要影響蝸桿齒形的精度)。所用的車削方法為直進行切削法,既由精車刀塊的三個刀刃同時進行切削,中拖板的每次吃刀深度為0.05mm左右,直至車到要求尺寸為止。
(作者單位:河南省洛陽高級技工學校)
