加熱溫度對紫銅與不銹鋼異金屬釬焊接頭影響
2024-12-21 00:00:00蔣鐵軍楊浩顧杰周傳昆陳超
中國新技術新產品 2024年16期

摘 要:電網儲能冷水機中涉及釬焊工藝,本文針對紫銅管與304不銹鋼管釬焊過程中質量難以有效控制的問題,比較了釬焊焊縫的質量,并對加熱溫度和焊后加熱2個過程進行工藝研究。試驗過程中,應用熱成像儀對釬焊工藝溫度進行實時檢測與調控,重點分析了焊接加熱溫度對釬角潤濕角和氣孔缺陷的影響,并采用X射線探傷機在不同焊后加熱溫度和加熱時長下的焊縫進行比較,分析氣孔率與焊后加熱工藝參數的關系。研究表明,當BAg54CuZnNi銀釬料在700℃~720℃的加熱條件下,并在500℃下進行10s焊后熱處理后,可以獲得最佳的釬焊接頭,能夠有效降低焊縫內的氣孔缺陷。研究結果對進一步研究異金屬釬焊的力學性能和批量化加工焊接異金屬接頭具有重要意義。
關鍵詞:加熱溫度;異金屬;釬焊
中圖分類號:TG 174" " 文獻標志碼:A
隨著電網儲能行業發展,其配套使用的冷水機的需求也逐步提升,冷水機壓縮機出口不銹鋼管路與銅管的釬焊質量也成為影響冷水機整機運行可靠性的重要因素。
在實際生產和工程應用中,銅與不銹鋼的焊縫開裂現象較嚴重,工藝可靠性較差。在釬焊過程中,當加熱溫度超過900℃時,不銹鋼晶粒擴展且銅管產生氫脆,導致強度降低,并且2種母材的熱膨脹系數存在較大差異,會導致焊接應力和變形,因此焊縫需能夠有效克服焊接內應力,目前暫時沒有釬焊焊接加熱溫度的確定工藝參數[1]。
本文研究了釬料的選型,并進一步分析釬焊加熱過程的關鍵工藝參數,比較了不同工藝參數下的焊縫金相圖和探傷圖片,研究加熱溫度和加熱時間等參數對焊縫形貌的影響,從而為提高焊縫的質量、優化焊接參數和批量化生產焊接異金屬接頭提供理論依據[2]。
1 異金屬釬焊工藝
從宏觀角度分析,釬焊技術是加熱母材和釬料,使溫度高于釬料熔化溫度,從而在母材不融化的前提下使液態的釬料潤濕母材表面并充分填充接觸面縫隙,從而形成釬焊縫;從熱力學角度分析,釬料填充的過程即是液態釬料沿母材表面鋪展開,從而排凈接觸面表面氣體,接觸面從固-氣相轉變為固-液相的過程。但是在實際生產焊接過程中,異金屬釬焊焊縫的質量難以得到有效控制[3]。
冷水機蒸發器出口管路為304不銹鋼,需要與T2紫銅管進行釬焊,2種母材的物理性能見表1。根據母材性能差異確定釬料為BAg54CuZnNi,有以下3點原因。1) 銀含量較高,可降低釬料熔點,縮短加熱時間,對母材的熱影響較小。2) AgCu釬料共晶點在779℃,加入Zn后,共晶點降至720℃。3) 加入Ni元素可提高釬料對硬質合金的潤濕性,同時提高不銹鋼接頭的抗腐蝕性。并配合選用QJ112焊膏。與焊粉相比,焊膏能夠起到更好的潤濕作用,從而去除母材表面的氧化層,提高釬料的滲透作用[4]。
氧乙炔釬焊工藝流程如下所示。1) 接觸面清潔。針對紫銅表面的CuO、Cu2O和不銹鋼表面易生成致密的Cr2O3,均應去除,不銹鋼側呈亮白色。2) 涂抹助焊劑。進一步去除表面氧化層,同時提高釬料潤濕作用。3) 承插連接。4) 加熱填料。加熱火焰偏向銅管側,加熱至一定溫度后再融化釬料。5) 焊后加熱。使焊縫區內部氣體在高溫環境中排出。
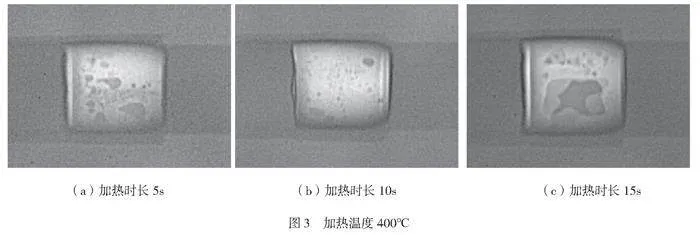
在釬焊過程中應注意以下3點。1) 不銹鋼表面致密的Cr2O3氧化層需要使用砂紙鉆頭打磨,直至由啞光色變為亮白色的金屬光澤,如圖1、圖2所示。2) 打磨后需要在較短時間(推薦不超過60s)內進行焊接作業,防止新生成致密的氧化膜。3) 通過工裝控制承插間隙為0.2mm~0.4mm,間隙不宜過大,以保證較好的潤濕性。
2 異金屬釬焊試驗
在釬焊過程中,焊縫的成型質量與釬焊加熱溫度、焊后熱處理時間和溫度有較大關系,優化加熱填料溫度、焊后熱處理溫度和時間,可在較大程度上減少焊縫缺陷。
焊后異金屬接頭管件的殘余應力是判斷管件焊接質量的重要因素。焊接工序結束后,在銅管上距離焊接接頭50cm~100cm位置X1處標記并進行切割,自然冷卻后,代入公式(1)進行計算。
(1)
式中:δ為異金屬釬焊管件殘余應力;K為銅管的彈性模量;a為泊松系數;m為銅管厚度;X1為冷卻前的銅管直徑;X2為冷卻后的銅管直徑。
2.1 加熱填料
在加熱填絲過程中,應集中加熱不銹鋼管側,當銅管側溫度滿足要求時,再適當加熱不銹鋼觀側,原因為以下2點。1) 由焊料的填充方式可知,如果加熱不銹鋼管側,熱量需要通過不銹鋼熱傳遞至銅管,使銅管表面達到焊料融化的溫度,這樣回導致加熱時間過長,不銹鋼管易出現過燒。2) 不銹鋼管的散熱速率遠小于銅管,如果加熱不銹鋼管,使其溫度滿足焊接要求,此時溫度高于焊條的熔點,不銹鋼管溫度長時間內高于焊料熔點,不利于液態焊料凝固填充縫隙。
BAg54CuZnNi釬料焊絲的熔點約為650℃,加熱銅管至660℃、680℃、700℃、720℃和740℃,比較其焊縫的釬角潤濕角θ和內部氣孔。在此過程中利用FLIR T660手持式熱成像儀檢測加熱溫度,再通過金相試驗(放大50倍)比較內部焊縫。
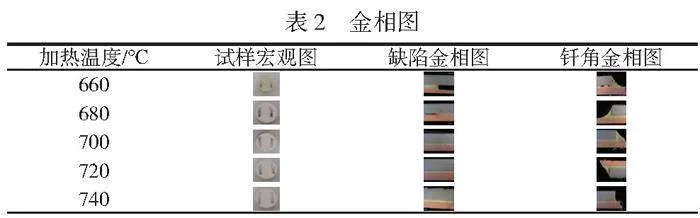
母材為TP2銅管和304不銹鋼,加熱時間為15s。各加熱溫度下的焊縫外形基本一致。各溫度下對應的金相圖(放大50倍)見表2。
由金相圖對比可知,當溫度逐步上升時,釬料填充量呈現先增大、后變小的趨勢。當溫度為660~700℃時,釬角潤濕角θ均<20°,填充效果較好。當溫度進一步升高,潤濕角逐步增大,釬角位置釬料填充量變小。比較內部缺陷金相圖,當溫度逐步升至700℃~720℃時,內部氣孔逐漸變小,再逐步增加。利用公式(1)可以計算出焊接溫度為700℃~720℃過程中,其殘余應力最小。
比較上述現象可知,當溫度過低并接近釬料的熔點時,釬料在滲透入接觸面過程中,溫度逐步下降,部分釬料即固化形成“圓形”缺陷,并且液態焊料未抵達焊縫根部就完全固化,因此焊縫根部呈現“虛焊”缺陷。當溫度過高時,釬料在頂部無法有效固化,因此釬料填充量較少。進而確定使用BAg54CuZnNi銀釬料時的最佳焊接溫度為700℃~720℃[5]。
2.2 焊后加熱
針對焊縫成型區域內部存在“氣孔”缺陷的現象,本文從宏觀角度進行分析。釬焊孔是由釬料在結晶過程中氣體效應產生的孔缺陷。在高溫環境中,釬料中的Zn和助焊劑均容易汽化,產生氣體并進入熔池,同時在高溫火焰的加熱條件下,空氣中的水分、油污和可燃氣體燃燒產生的氫氣等溶于高溫熔池中。在快速冷卻過程中,氣孔來不及溢出,殘留在焊縫成型區域內部,屬于體積形缺陷,影響焊縫的力學性能,尤其是彎曲和沖擊強度。本文采用焊后加熱處理工藝,以優化其內部氣孔缺陷[6]。
改變焊后的加熱時間t和加熱溫度T,通過比較焊縫氣體缺陷的表面覆蓋率,確定最佳的焊后加熱工藝參數。焊縫探傷選用DR便攜式X射線探傷機。
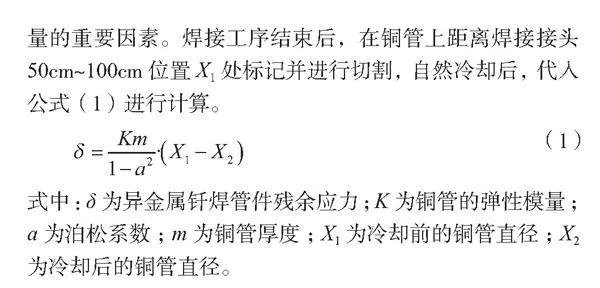
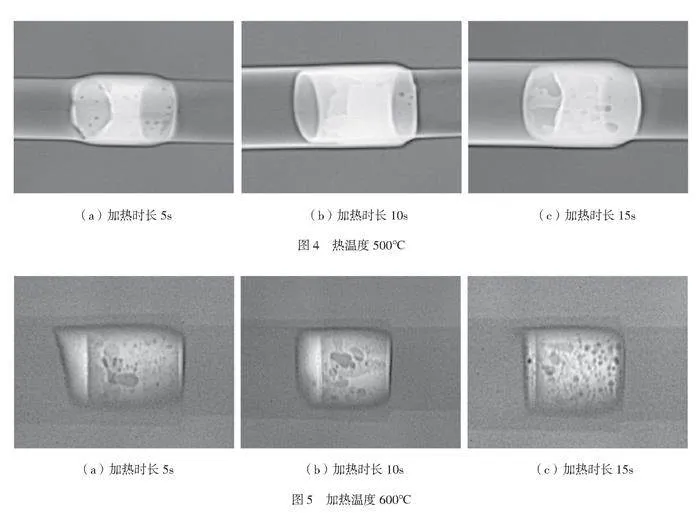
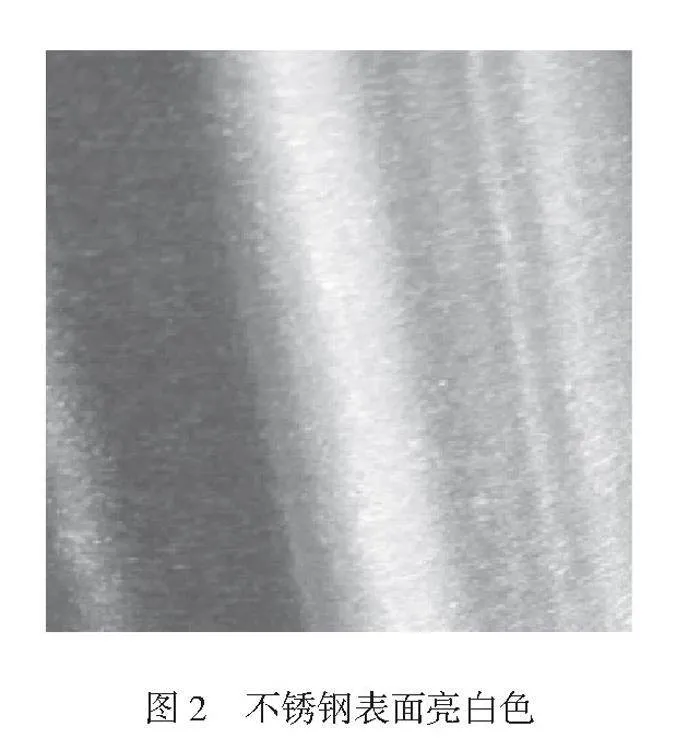
焊接后如果不進行加熱處理,其氣孔率約為34%,滿足國標GB∕T33219—2016《硬釬焊接頭缺欠》評判等級D的要求,X射線探傷結果如圖3~圖5所示,左側為T2紫銅管,外徑為15.88mm。
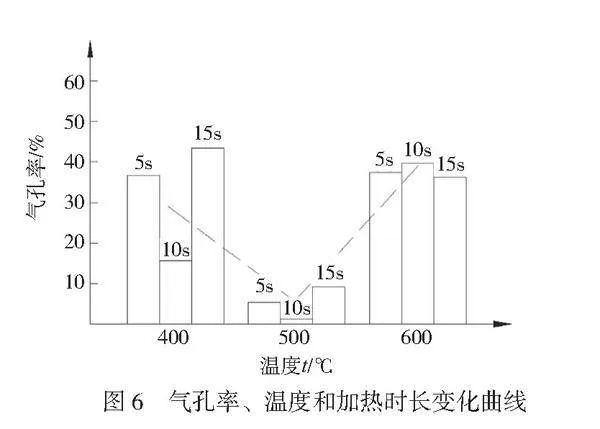
將探傷圖片導入CAD軟件中,將黑色陰影部分首尾相連形成封閉區域,從而導出陰影部分的面積A。焊接面積求解方法相同,從而求得面積B,再計算A/B的出氣孔率,如圖6所示。
當溫度逐漸升高時,氣孔率的占比先降低、后升高。當加熱溫度為400℃時,其平均氣孔率為31.9%。升至500℃時,其平均氣孔率降至5.2%,滿足GB∕T33219—2016《硬釬焊接頭缺欠》等級B的國標要求。繼續將加熱溫度提升至600℃,其氣孔率升至37.8%。由于加熱溫度過高,因此內部已經固化的鋅和助焊劑二次汽化,從而導致氣孔率比未進行熱處理時更高。當加熱溫度過低時,釬料基本處于固體狀態,氣體無法有效排出。
比較加熱時長對氣孔率的影響。隨著加熱時間增加,在3個加熱溫度下,該影響基本呈先降低、后升高的趨勢。加熱至5s時,填充的釬料溫度已經逐步提升,內部氣體逐步溢出。加熱至10s時,內部氣體基本已經完全排出,此時如果繼續加熱,會導致已固化的鋅發生汽化現象。因此加熱時長為10s、加熱溫度為500℃較適宜。
3 結語
本文研究了儲能行業冷水機、紫銅管和不銹鋼管異金屬釬焊工藝的釬料選型和加熱溫度,明確了釬料型號和焊接過程中的2個焊接溫度,有效提高了焊縫質量。進行紫銅管與304不銹鋼管釬焊時,選用BAg54CuZnNi銀釬料可降低焊接溫度和共晶點,并提高不銹鋼接頭的耐腐蝕性和潤濕效果。2) 在加熱填料過程中,溫度應控制在700℃~720℃,可獲得較優的釬角潤濕角,避免焊縫底部虛焊缺陷,并降低內部氣孔,殘余應力也最小,約為42.6MPa~49.5MPa。3) 焊后加熱溫度應控制在約500℃,加熱時長為10s,可提高焊接質量,使氣孔缺率降至5.2%以下,以提高釬焊強度。
參考文獻
[1]陳威,焦小雨,趙自強,等.熱鍍鋅鋼在中國北方土壤環境中的腐蝕行為[J].電鍍與涂飾,2021,40(21):1646-1652.
[2]LI W Y,WEN Q,YANG X W,et al.Interface microstructure"evolution and mechanical properties of Al/Cu bimetallic tubes fabricated"by a novel friction-based welding technology[J].Materials amp; design,2017,134:383-393.
[3]RAOELISON R N,SAPANATHAN T,BUIRON N,et al.Magnetic pulse welding of Al/Al and Al/Cu metal pairs:Consequences"of the dissimilar combination on the interfacial behavior during the welding process[J].Journal of manufacturing processes,2015,20:112-127.
[4]徐永亮,趙亞濤,趙越.鋼-銅管感應釬焊工藝技術研究[J].焊接,2017(4):33-39.
[5]趙麗輝,國忠齊,陳建敏.銅管釬焊工藝評定及工程應用[J].金屬加工(熱加工),2015(10):36-37.
[6]洪梅,韓愛林,尚殿波.釬焊新材料在電冰箱銅管蒸發器上的應用[J].新技術新工藝,2000(11):28-29.
通信作者:楊浩(1995-),男,江蘇南通市人,碩士研究生,工藝工程師,研究方向為儲能冷水機金屬焊接和防護工藝。
電子郵箱:yanghao_br@nrec.com。