基于不同測量方法的煙支圓度對在線煙支圓周的影響分析
2024-12-17 00:00:00唐小雪陳智鳴王弘李歡梁佳玉席強
中國新技術新產品
2024年7期
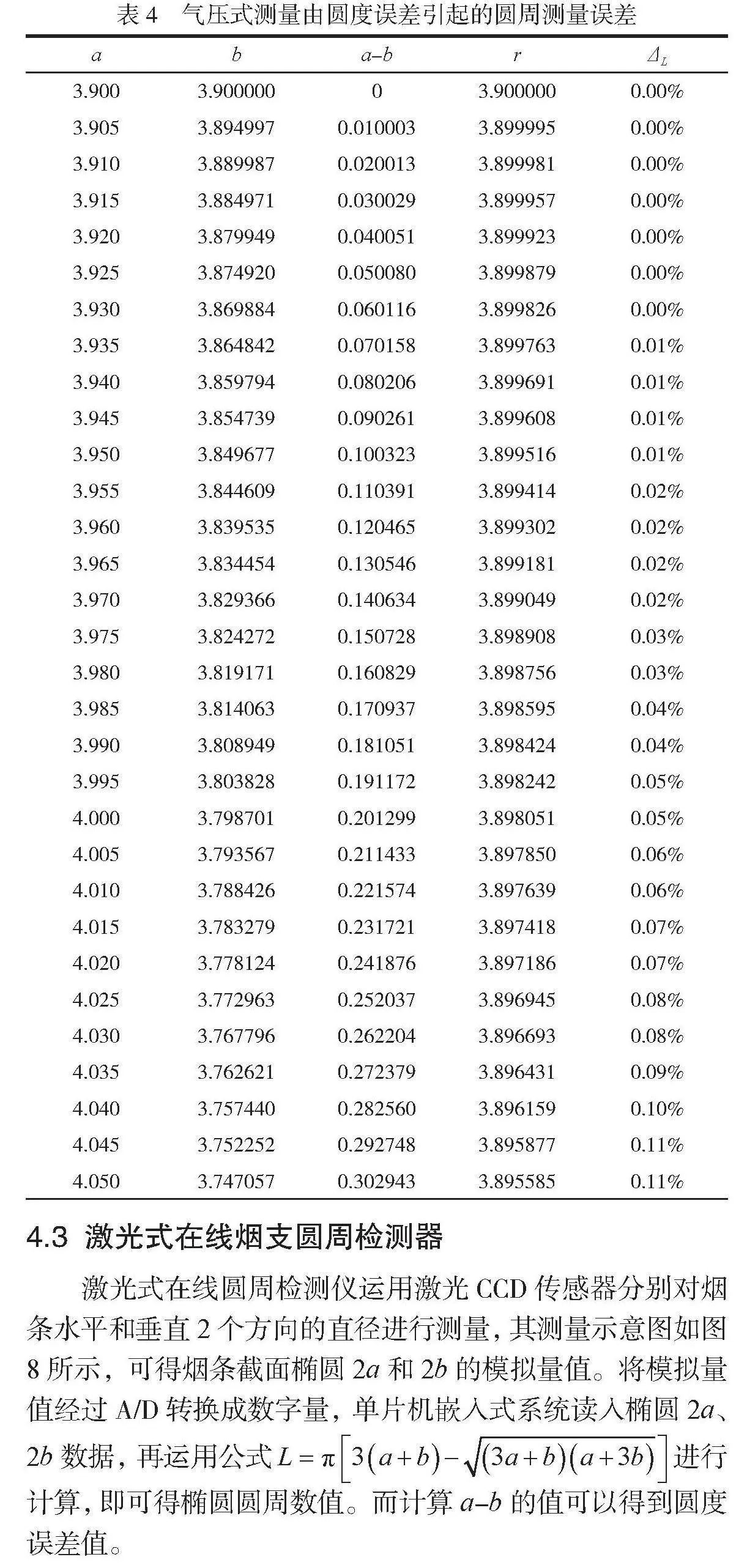


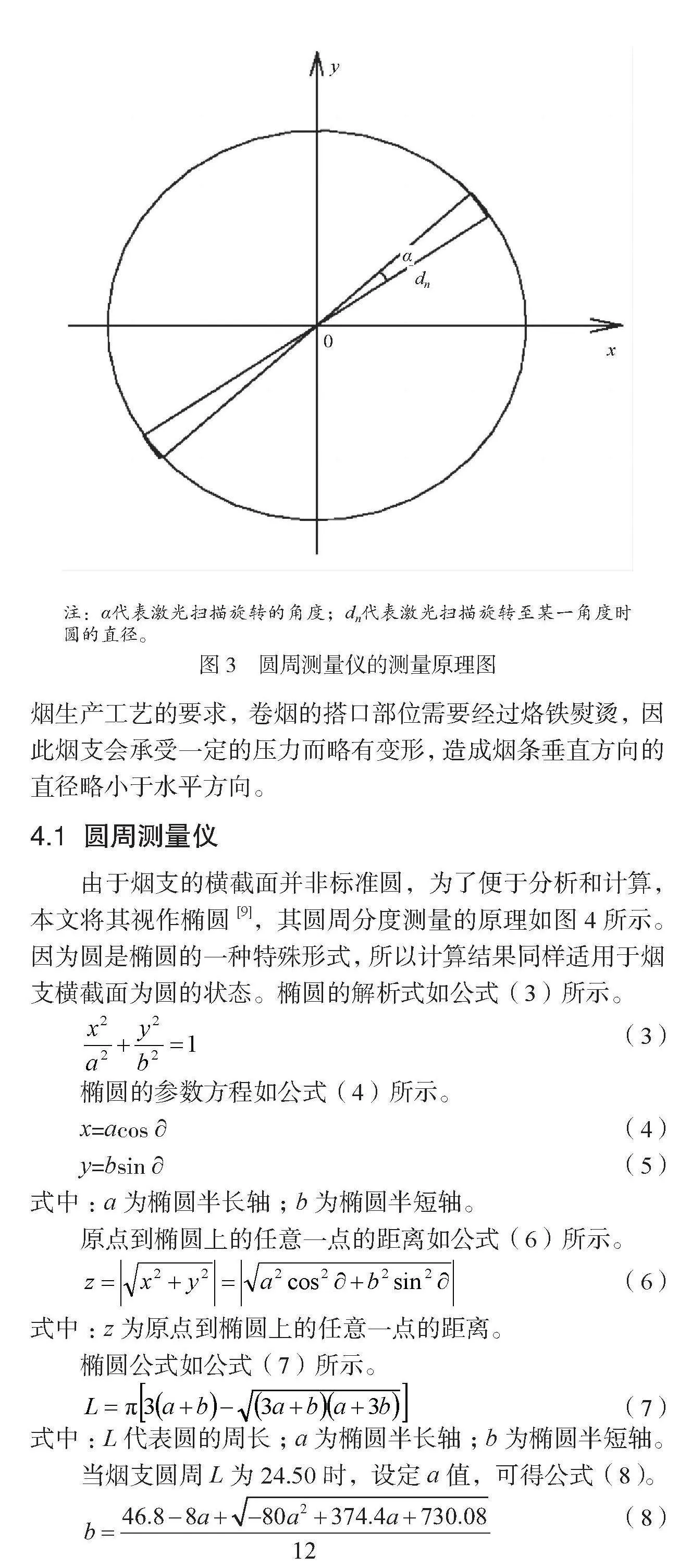
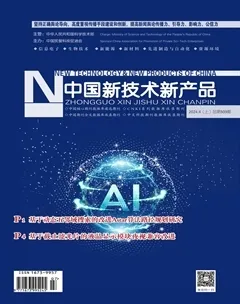
摘 要:為了研究煙支圓度對在線煙支圓周測量誤差的影響,通過探索氣動法和激光法的測量原理和測量過程,并詳細分析2種在線圓周測量在煙支圓度變化過程中引起的測量結果誤差,并對檢測產生誤差的原因進行了分析。分析結果表明,使用氣壓式在線圓周檢測時,圓度誤差越大,圓周值的誤差也越大;使用激光式在線圓周檢測時,圓度變化不影響圓周測量結果。因此,當煙支圓度變化時,采用激光法測量煙支圓周能得到更準確的測量值。
關鍵詞:圓度誤差;在線煙支圓周檢測;氣動測量;激光檢測
中圖分類號:TS 43" " " " 文獻標志碼:A
卷煙的圓周變化對煙支外觀質量、吸阻、煙氣組分和接裝質量都有直接影響,也會對煙支空頭率產生影響,是卷接生產中一個重要的控制指標。在卷煙制造中,煙支在線圓周檢測裝置對煙支圓周進行連續測量,并通過步進馬達對圓周大小進行調整。如果在線圓周測量數據產生誤差,對煙支圓周的調整就會出現錯誤,產生較大的質量波動。由于在煙支卷制成型時會經過烙鐵組件,而烙鐵的下壓會對煙支產生一定形變,因此會破壞煙支的圓度。本文就將分析煙支圓度的大小對在線圓周測量造成的誤差和誤差產生的原因。
1 煙支在線圓周測量的原理
在卷煙生產中主要使用的煙支在線圓周測量方法如下。
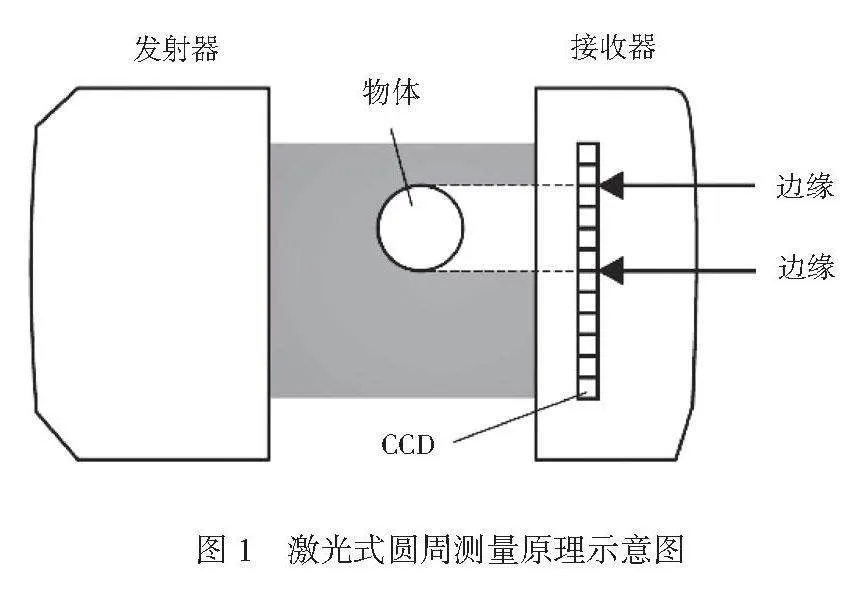
1.1 氣動式圓周測量
氣動測量利用氣體在流動過程中產生的壓力、流量、流速的變化來測量幾何量,利用這一原理進行測量的儀器稱為氣動量儀[1]。……
登錄APP查看全文