探究關節軸承磨削裂紋產生的原因與對策
2016-08-11 06:07:55鄭志耀
企業技術開發·下旬刊 2016年7期
關鍵詞:對策
鄭志耀

摘 要:文章結合生產實例,探究關節軸承套圈磨削裂紋產生的原因,提出防患措施,防止磨削裂紋產生。
關鍵詞:關節軸承套圈;磨削裂紋;原因;對策
中圖分類號:TG52;TG71 文獻標識碼:A 文章編號:1006-8937(2016)21-0109-01
1 關節軸承
關節軸承屬于滑動軸承,由一個外球面內圈和一個內球面外圈組成。一般用于低速重載的擺動運動、傾斜運動和旋轉運動。相對于滾動軸承,其結構簡單,體積小,承載能力大,廣泛應用于工程機械、重型汽車、農業機械、航空航天、礦山冶金、印刷、紡織、鐵路、船舶等領域。近幾年關節軸承應用領域不斷延伸,在建筑、橋梁上也大量使用。
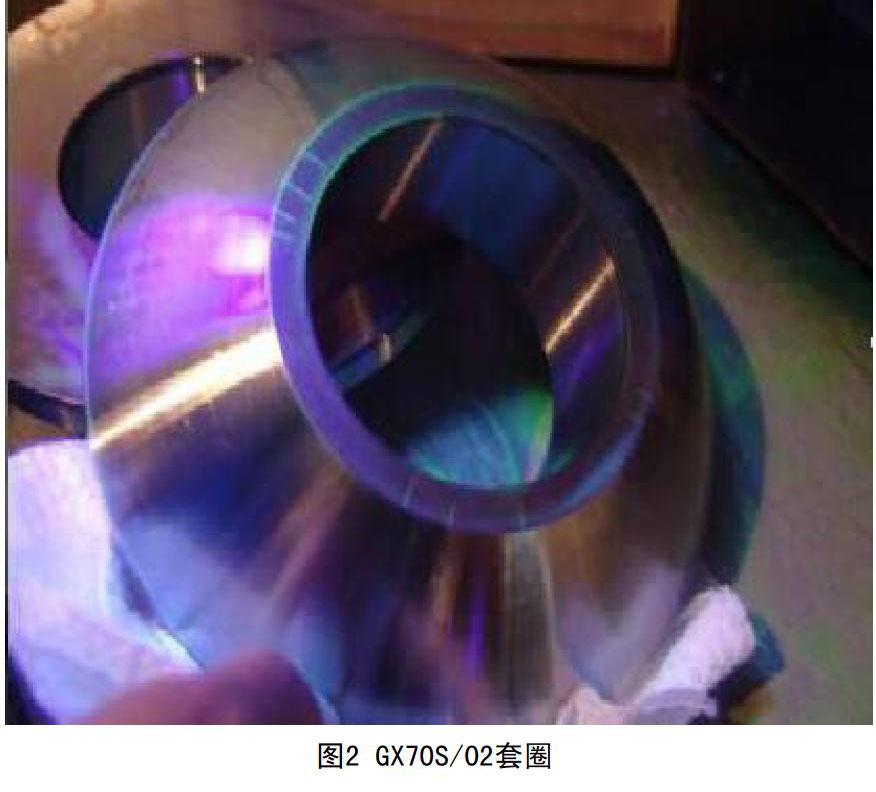
關節軸承使用材料Gcr15、Gcr15SiMn高碳鉻軸承鋼。關節軸承生產,一般經鍛造、退火、車加工、熱處理(淬、回火)、磨削加工等工序,磨加工是后道工序。經過淬火的高碳鉻軸承鋼,在磨削過程容易產生磨削裂紋,這在日常生產和質量處理中常會發生。磨削裂紋形狀特別,僅發生在磨削面上,與淬火裂紋在宏觀上觀察明顯不同,磨削裂紋深度較淺,其深度大致為0.05~0.20 mm。用酸浸蝕后裂紋更加明顯易見,如圖1和圖2所示。較輕的磨削裂紋垂直于或接近垂直于磨削方向呈平行分布,稱之為第Ⅰ類裂紋。較嚴重的裂紋呈龜甲狀,稱之為第Ⅱ類裂紋,習慣上叫做龜裂。磨加工過程,一旦出現磨削裂紋,往往造成批量的廢品,損失嚴重;有些磨削裂紋很細小,不易被發現,一旦流入客戶手中,將造成嚴重的后果,是致命的缺陷。因此,研究磨削裂紋的產生原因,并采取防患措施,避免其發生,具有十分重要的意義。
2 關節軸承套圈磨削裂紋的產生機理
關節軸承經熱處理淬火后,再進行磨削加工,磨削時砂輪的切削速度很高,砂粒與工件表面因劇烈摩擦而發熱,如果冷卻液供給不充分,磨削產生的熱量不能快速擴散,溫度快速降低,則在磨削區域的瞬間溫度可高達800~1 000度,這么高的溫度勢必造成工件表面的溫度過高。工件表面的瞬時溫度很容易導致工件表面燒傷。
除此之外,高碳鉻合金(軸承鋼材質)組織在高溫下,必然再次奧氏體化,在冷卻過程中又轉變為比容較大的馬氏體,這種情況和鋼在淬火時的加熱、冷卻過程一樣,勢必產生熱應力和組織應力。當應力大于鋼的抗拉強度極限時,就會導致磨削裂紋產生。由于磨削層很薄,且瞬間磨削區域很小。形成的裂紋較淺。一般磨削裂紋深度在0.05~0.2 mm,用酸腐蝕時,裂紋明顯可見。因此高磨削熱是產生磨削裂紋的根源。
3 分析磨削裂紋產生的原因
根據磨削裂紋產生的機理,高磨削熱、磨削熱不能快速擴散、材料抗拉強度低。圍繞這3點,結合加工的經驗,從來料、磨削加工方面進行分析,找尋磨削裂紋產生的原因。
3.1 來料(待磨加工的套圈)質量
關節軸承套圈進入磨削加工前,需經原材料準備、鍛造、退火、車加工、熱處理(淬、回火)工序。這些工序一旦沒有控制好,勢必影響到材料抗拉強度。
①鋼材本身成份均勻性差,影響到材料抗拉強度;
②鍛加工如果停鍛溫度偏高,冷卻過慢,組織過熱形成粗大封閉的二次碳化物網,碳化物網較脆,造成套圈抗拉強度低;
③車加工尺寸控制不好,橢圓、錐度大的部位,在磨削時會加劇磨削熱,使溫度瞬間升高;
④淬火回火組織級別過高,其馬氏體針狀越粗,材料的韌性下降,淬火加熱溫度高和保溫時間長,將導致熱處理產品發生較大的變形,這也可能間接產生磨削裂紋等。
另外,時效不夠,連續疲勞作業,應力來不及釋放,影響材料抗拉強度等。
3.2 磨削加工方面
①進刀不穩,一次進刀量過大。
進刀速度過快,不穩,容易使磨削區域溫度瞬間升高,造成磨削裂紋。根據經驗手動進給的半自動內圓磨床、搖擺式的球面磨床、立式的平面磨、無形磨床加工,最容易產生磨削裂紋,占到磨削裂紋50%。
②砂輪選用不當。
砂輪硬度選擇太高。自脫性差,鈍化的磨粒不易脫落,使砂輪與工作表面的摩擦作用增強;砂輪級別號選擇過小,磨粒間的容屑空間小,砂輪屑易被堵塞,影響切削性能。這2種情況都會導致磨削過程嚴重發熱。
③機床壓力不穩定,跳動大,加劇磨削熱。
④切削液未冷卻到位,磨削熱不能快速擴散,使磨削區域的溫度瞬間升高。
⑤使用的工裝、支撐塊太硬,太尖,劃傷套圏的表面,嚴重產生裂紋。這也是造成磨削裂紋的一種。這種情況在磨削裂紋時容易遺漏。前不久,筆者公司就發生一起這方面質量事故,磨GEZ101XS/K(S).01球面時,支撐架刮傷套圈的外徑表面,產生外徑磨削裂紋。
⑥磨削不規范,如工件轉速過慢,這也不利于磨削熱快速擴散。在大型號圈套加工中,這種情況較突出。
還有,金剛筆鈍、砂輪沒有及時修整,也會影響切削性能,導致磨削過程發熱嚴重。
4 采取的措施
根據磨削裂紋產生的原因,采取如下的應對對策,來避免其發生。
①原材料方面:把好原材料的質量關。對成分不均勻、夾雜物超標、顯微裂紋、碳化物形態及其分布不良的原材料,要嚴禁投產。
②鍛造時,嚴格按加熱、冷卻規范進行,控制好鍛造加熱溫度及鍛后冷卻速度,杜絕鍛造過熱、過燒及網狀碳化物產生。
③退火工序要嚴格把關,避免過熱或欠熱退火組織產生,確保工件淬火前具備良好的金相組織、狀態。
④車加工要確保加工的尺寸、精度。
⑤熱處理方面:
其一,產生磨削裂紋的根本原因在于淬火件的馬氏體組織是一種膨脹狀態,有應力存在,要減少和消除這種應力,應進行去應力回火即淬火后應馬上進行回火處理。
其二,第一種磨削裂紋是工件在快速加熱至100 ℃左右,并迅速冷卻而產生的。所以,為防止這第一種磨削裂紋,工件應在150~200 ℃左右回火。第二種磨削裂紋是工件在磨削中繼續升溫至300 ℃時,表面再次產生收縮而產生的。
所以,為防止這第二種磨削裂紋,則應將工件在300 ℃左右回火,回火時間必須在4 h以上。應該注意工件在300 ℃回火時會使工件硬度下降,有時不宜采用。
其三,有時經過一次回火后仍可能產生磨削裂紋,這時可以進行二次回火或人工時效,這個方法非常有效。
⑥磨加工方面:
其一,在條件允許的情況下,可以考慮采用以車代磨的工藝。特別是大型號關節軸承,如內徑d>φ300,外徑D>Φ430 mm的向心關節軸承產品;或厚薄相差較大推力關節軸承、角接觸關節軸承。
其二,合理選擇磨削進刀量,多遍磨,以降低磨削熱的產生。
其三,采用良好的冷卻措施,如加大磨削液流量、提高噴射壓力、改進噴嘴結構、噴霧冷卻等,以保證磨削液能最大限度的進入磨削接觸區并帶走大部分磨削熱量。適當提高磨削液溫度,以降低熱應力產生.
其四,合理選用砂輪硬度和粒度,并及時進行工作面修整,以減小磨削熱和磨削應力。在質量可達要求的前提下,可以選用硬度較軟、粒度較粗的砂輪來磨削。
其五,熱處理剛出爐的工件,必須待工件自然冷卻后(冷卻到常溫)才能進行磨削。如果在時間允許的情況下,最好讓工件自然時效1~2個月,消除應力后再進行磨削,這也會收到很好的效果。
其六,大型號的套圈在磨削過程,可以考慮增加一道互加回火,消除套圈磨削產生的殘余應力。
其七,避免注意使用的工裝、支撐塊,太尖硬,劃傷套圏的表面,造成裂紋。
5 結 語
總之,只要我們在原材料質量方面、鍛造、車加工、熱處理、磨削加工方面加強控制;針對磨削裂紋出現時,表面必定存在有磨削燒傷這一現象,在磨削過程,通過加強工件冷酸洗檢查,便可以有效地防止磨削裂紋的產生。
參考文獻:
[1] 張學政,李家樞.金屬工藝學實習教材(第三版)[M].北京:高等教育出 版社,2003.
[2] 許香谷,肖詩綱.金屬切削原理與刀具[M].重慶:重慶大學出版社,2006.
[3] 劉舜堯,李燕,鄧曦明.制造工作工藝基礎[M].長沙:中南大學出版社, 2002.
猜你喜歡
資源節約與環保(2022年8期)2022-09-20 02:25:50
建材發展導向(2022年5期)2022-04-18 08:11:46
中學生數理化·七年級數學人教版(2021年11期)2021-12-06 05:38:46
建材發展導向(2021年13期)2021-07-28 07:14:48
河北農機(2020年10期)2020-12-14 03:13:26
中華建設(2020年5期)2020-07-24 08:55:58
江蘇安全生產(2020年3期)2020-04-21 05:44:14
云南教育·中學教師(2019年6期)2019-08-13 07:03:28
基層中醫藥(2018年11期)2019-01-31 05:26:52
少兒科學周刊·少年版(2018年12期)2018-01-26 12:01:02
