基于DOE方法的線切割加工效率優(yōu)化及應用
2024-12-06 00:00:00陳良樹
中國新技術新產品 2024年21期
摘 要:本文利用現有的線切割加工測試平臺,對放電參數、工作液、鉬絲工藝型號、鉬絲直徑、工件厚度等單因素進行摸索研究,并在此基礎上以工件厚度、工作液濃度以及鉬絲直徑為影響因子,以加工效率為反應值進行DOE(正交試驗設計法)試驗,由此得出提升加工效率的優(yōu)化途徑。通過本次研究,可以在線切割加工過程中,采用切割條件應用優(yōu)化方式來提升切割效率,給后續(xù)提供實際工程化應用的參考案例。
關鍵詞:電火花線切割加工;切割條件;正交試驗設計法
中圖分類號:TG 48" 文獻標志碼:A
用鉬絲切割機床加工是鉬在傳統工業(yè)領域的應用之一,線切割加工也稱“電火花加工”(Electrical Discharge Machining,EDM)是利用放電腐蝕原理切除材料的一種先進且高精度的加工方法[1]。其基本原理是使工件和電極之間產生連續(xù)脈沖放電,利用放電產生的瞬時高溫將金屬工件按工藝要求熔化后切除,非常適合傳統加工方法較難切削的導電材料、特殊及復雜形狀的零件加工。
1 電火花線切割技術的工作原理
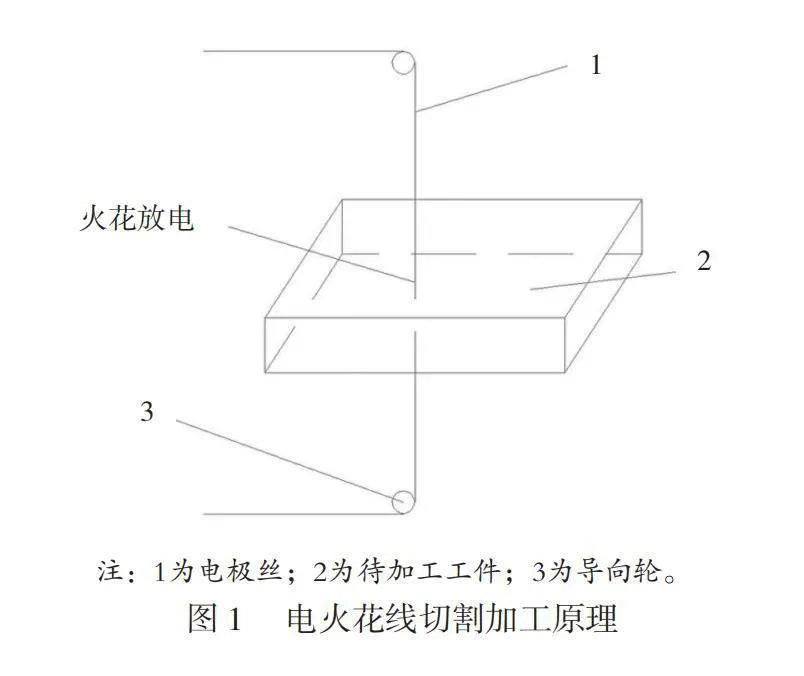
電火花線切割技術是在電腐蝕原理的基礎上,通過工具電極連接脈沖電源的負極,工件連接脈沖電源的正極,工件與工具電極之間加入工作介質(工作液),然后脈沖電源輸出脈沖,在脈沖電場的作用下,工件與電極絲之間的工作介質被電離擊穿,在電極絲和工件之間產生火花放電,工具電極連續(xù)往復移動,工作臺在水平面內的兩個坐標(X、Y)方向進行進給運動,蝕除多余的金屬,從而達到對零件的尺寸、形狀及表面質量等預定的加工要求[2]。電火花線切割加工原理如圖1所示。
2 試驗方法
以現有的線切割加工測試平臺為基礎研究條件,分別對放電參數、工作液、鉬絲工藝型號、鉬絲直徑、工件厚度等因素進行摸索,并進行相應的DOE試驗,具體試驗條件及指標說明如下。
2.1 測試平臺基礎條件
機床:機床DK系列、?0.18mm鉬絲 、工件材質為45號鋼、工件厚度為100mm。
工作液:工作液配比(液∶水)為1∶11、電壓90V、跟蹤檔位為中速檔。
2.2 主要的測試指標說明
2.2.1 絲材延伸量
絲材延伸量是指電火花線切割加工過程中,鉬絲在切割一定面積(文中為10000mm2)后的伸長量。
2.2.2 絲損面積數
絲損面積數是指電火花線切割加工過程中,鉬絲損耗一定直徑所切割的面積數,為了統一比較,文中均以鉬絲從新絲使用開始,損耗一絲(0.01mm)所切割面積數(萬mm2)來表示。
2.2.3 切縫寬度
切縫寬度是指電火花線切割加工過程中,經加工后工件的切割縫隙寬度,為了統一比較,文中均按照工件切割前后的重量差,并根據密度公式換算經切割蝕除的工件體積,再根據切割面積計算切縫寬度(厚度)。
3 試驗結果與分析
從參與電火花線切割加工的主要因素(放電參數、工作液濃度配比、鉬絲工藝型號、鉬絲直徑、工件厚度等)對線切割效率影響和主要因素間組合(工件厚度、工作液濃度、鉬絲直徑)對切割效率交互影響這兩個方面來詳細說明實際工程應用中加工效率影響因素及優(yōu)化途徑。
3.1 單因素影響結果分析
文中選取了放電參數、工作液濃度配比、鉬絲工藝型號、鉬絲直徑以及工件厚度來進行測試說明。
3.1.1 放電參數
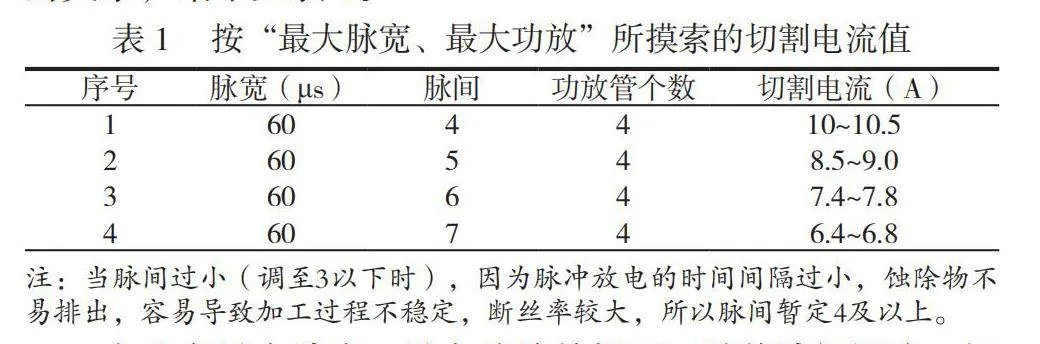
根據測試平臺基礎條件,摸索放電參數與切割電流之間的關系,結果見表1。
在選定最大脈寬、最大功放前提下,隨著脈間調小,切割電流就逐步變大;電火花線切割加工過程中,由于多個脈沖放電累積會導致工件材料出現蝕除[3],因此,線切割加工效率與脈沖能量是直接相關的,而脈沖能量取決于放電電壓、放電電流、放電持續(xù)時間。脈寬增加、功放加大、脈間調小可以有效使放電電流變大,即有效提升累積脈沖能量,可以提升加工效率。
3.1.2 工作液濃度
基礎測試條件:設備一致、跟蹤檔位一致、工件為45號鋼、厚度為100mm ,放電參數:脈寬為60μs、脈間為7(X)、功放管個數為4。通過調整不同的工作液與水配比,進行切割測試,從測試結果來看,隨著工作液與水配比提升,加工效率與絲損面積數(新絲的一絲損耗切割面積數,以萬mm2/絲計量)均能得到提升。
3.1.3 鉬絲型號
與鎢鉬行業(yè)普遍采用旋錘及后續(xù)拉拔的傳統工藝相比,采用軋制開坯技術制備的線切割鉬絲在切割過程相關指標方面(例如1萬mm2絲材延伸量、絲損面積數、切縫寬度等)均有一定優(yōu)勢。而在同樣采用軋制開坯技術的前提下,“S”形、“T”形的型號鉬絲采用兩輥大變形量軋制技術,其優(yōu)勢又比采用“Y”形軋機技術更大,因為采用兩輥大變形量軋制技術制備的鉬盤圓(桿材原料)其組織的晶粒度、晶粒均勻度及纖維組織的發(fā)育程度均優(yōu)于采用“Y”形軋機技術[4],所以后續(xù)所制備的“S”形、“T”形線切割鉬絲成品也具有更高的室溫及高溫強度,特別是“T”形鉬絲,這種優(yōu)勢更加明顯,由于高溫強度更高,因此在相同的電火花線切割加工應用條件下(例如切割電流接近、工件厚度接近、工作液濃度配比接近等),鉬絲高溫受熱延伸量少、絲材直徑變化小、切縫寬度大,切縫寬度大使工作液更容易深入放電通道,可以保證排屑及冷卻能力,因此,相關的切割過程指標包括加工效率也更優(yōu)越。
3.1.4 鉬絲直徑
在測試過程中,?0.18mm規(guī)格的鉬絲切割電流為9A、10A以及?0.20mm規(guī)格的鉬絲在切割電流為11A過程中,均有斷絲現象,為了分析斷絲原因,需要對斷口形貌進行SEM(掃描電鏡觀察)和能譜分析。
隨著鉬絲規(guī)格增加,鉬絲可以穩(wěn)定切割的最大切割電流也會逐步提升,加工效率也會隨之提升[5],將0.18mm規(guī)格與0.22mm規(guī)格數據進行對比,0.22mm穩(wěn)定切割的加工效率(13483.1 mm2/h)比0.18mm的加工效率(8865.1 mm2/h)提升了52.09%。從切縫數據看,0.22mm的切縫達到了0.33mm,比其他兩個規(guī)格更能進行良好排屑,也為能在12A電流前提下進行穩(wěn)定切割加工提供基礎。
在高電流前提下(例如0.18mm規(guī)格在8.5A以上、0.20mm規(guī)格在10A以上)均出現鉬絲斷絲現象,借助SEM(掃描電鏡)觀察,其斷口形貌均表現為高溫電蝕脆性斷口,另外,從0.20mm規(guī)格斷口的能譜分析可以看出,鉬基體上黏附工件材料,這也說明蝕除物沒有順利排出,導致工件與鉬絲的放電間隙因蝕除物堆積變小引起異常放電,一旦出現異常放電狀態(tài)會因極間高溫導致工作液汽化失效,不能有效冷卻與順利排屑,進而出現工件燒傷及鉬絲燒蝕甚至燒斷現象。
3.1.5 工件厚度
在測試過程中,工件厚度為100mm、切割電流為7.8A,出現斷絲現象,工件厚度為150mm、切割電流為7.9A,出現斷絲現象。為了分析其斷絲原因,需要對斷口形貌進行SEM(掃描電鏡觀察)分析,同時,為了比較不同工件厚度在不同脈間設置條件下的具體排屑情況,也要對切割后工件表面進行觀察,以是否有燒傷條紋來評判切割過程的排屑情況。
從斷口形貌分析看,當工件厚度為100mm、切割電流為7.8A時,鉬絲斷口形貌為徑縮斷口,說明在大能量、高工件切割的情況下,如果脈間選擇較小,那么蝕除物無法順利排出,極間工作液汽化嚴重,無法起到冷卻作用,因此,鉬絲因承受放電高溫而沒有得到有效冷卻而出現高溫延伸斷絲現象,當工件厚度為150mm、切割電流為7.9A時,鉬絲斷口形貌為高溫電蝕斷口,這也是在大能量、高工件切割的前提下,脈間過小,蝕除物堆積嚴重,鉬絲與工件間放電間隙過小,出現拉弧甚至短路現象,進而產生高溫電蝕斷絲。
從切割工件表面看,在大能量切割前提下,脈間選擇過小,會出現燒傷紋,而通過脈間調大,燒傷紋現象消除,并且工件厚度越大,所需脈間也會相應增加[6]。
3.2 DOE(正交試驗設計法)測試
為了進一步了解參與電火花線切割加工幾個主要因素之間的聯系及交互影響作用,便于尋求在組合條件下較佳提升切割效率的途徑,以工件厚度、工作液濃度以及鉬絲直徑為影響因子,以加工效率為反應值進行DOE(正交試驗設計法)試驗,試驗過程數據如下。
3.2.1 三因子DOE試驗方案
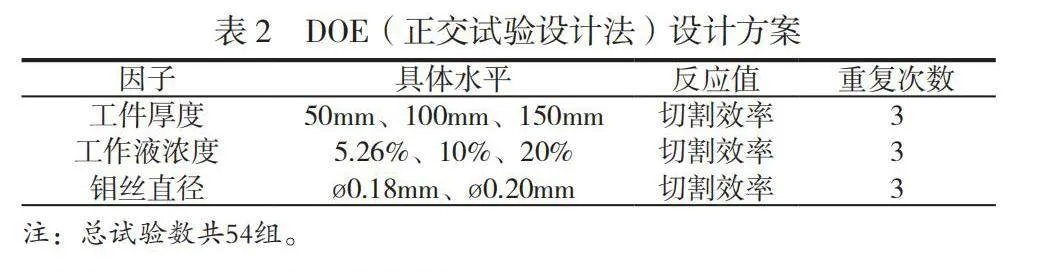
按照DOE設計方案,選定工件厚度、工作液濃度、鉬絲直徑這3個影響因子,各因子對應相應水平以及具體方案設計見表2。
3.2.2 DOE試驗結果分析
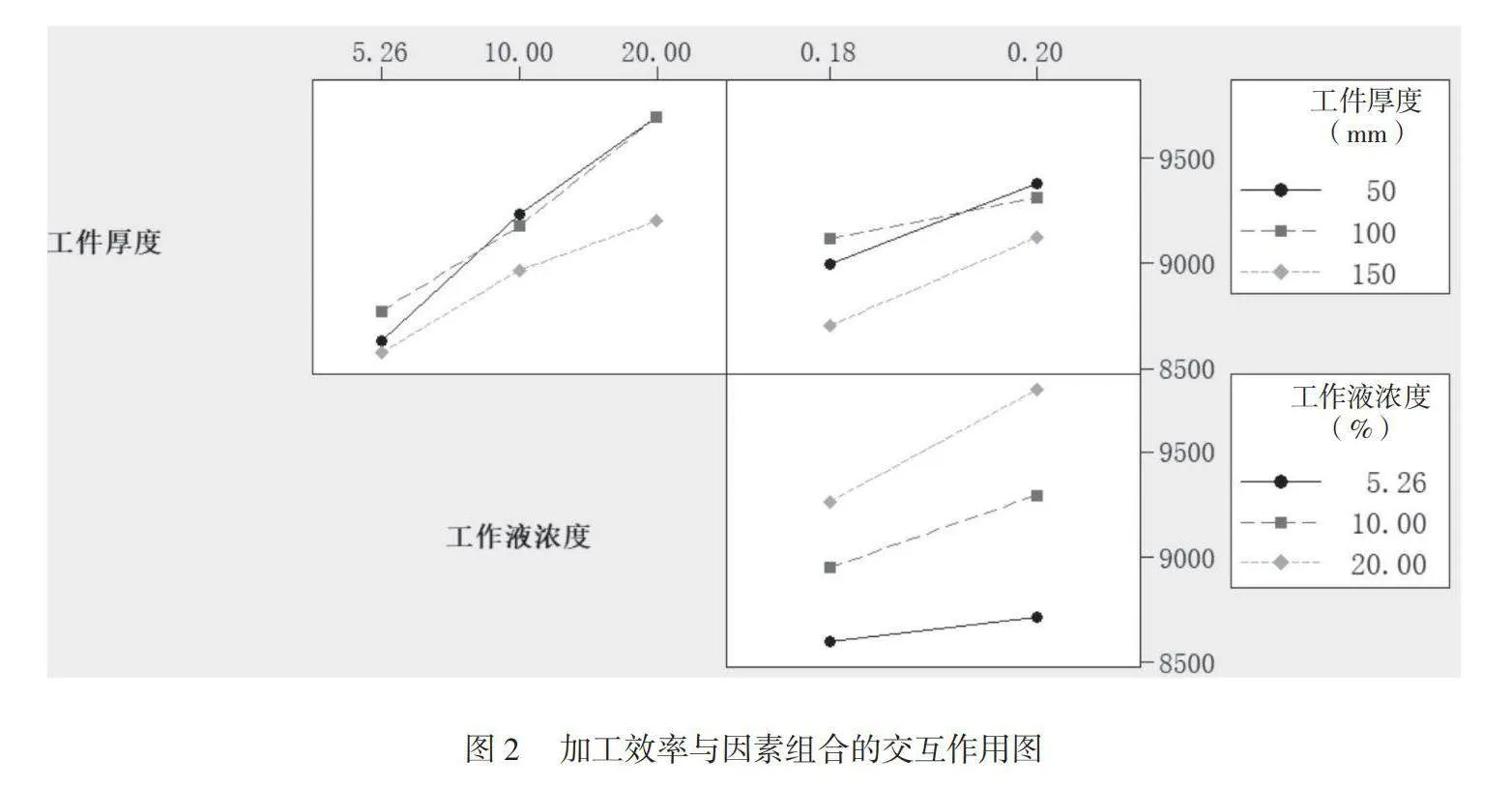
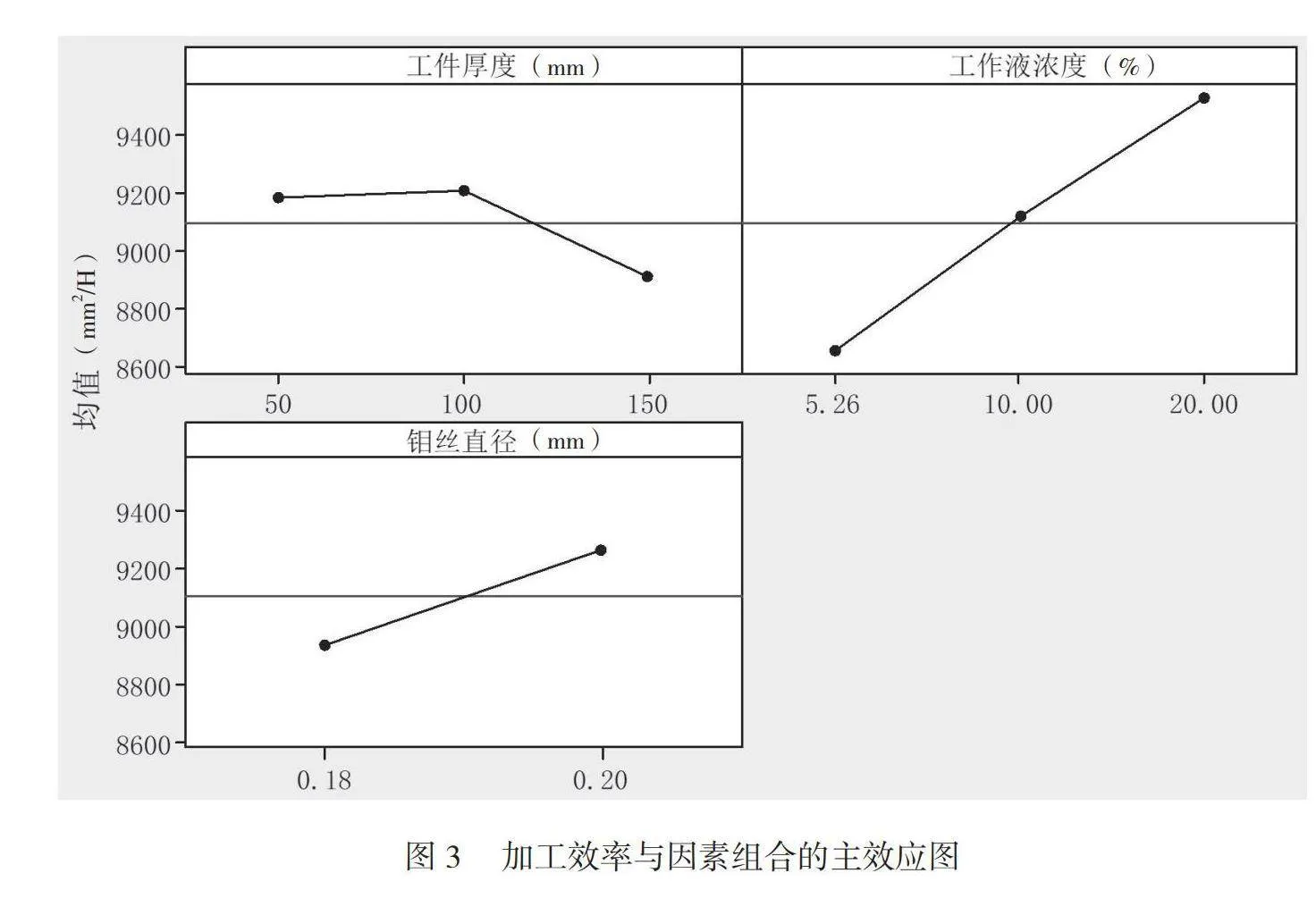
根據表2試驗設計方案,輸出54組試驗條件,并安排進行相應測試,在試驗過程數據中,P值均小于0.05,且R-Sq(調整)=97.51%,說明已經找到顯著因子及相互作用關系,模型分析無須再簡化。因此,根據三因子DOE試驗數據,進行因子間交互作用以及因素組合主效應分析,分析結果如圖2、圖3所示。
由圖2可知,從工件厚度與工作液濃度的交互關系看,當工件厚度為 50~100mm時,隨著工作液濃度增加,其加工效率提升明顯,但是當工件厚度達到150mm時,增加濃度配比會使加工效率提升幅度變小,總體看,工作液濃度配比增加均能提升不同厚度工件的加工效率,從工件厚度與鉬絲直徑的交互關系看,與厚度100mm相比,50mm與150mm對鉬絲直徑變化較敏感,即在這個厚度范圍,鉬絲直徑增加,加工效率提升效果明顯。從鉬絲直徑與工作液濃度的交互關系看,當鉬絲直徑為0.20mm時,濃度明顯增加,綜上所述,工作液濃度增加、鉬絲直徑增加均會提升加工效率,在實際工程應用中,當工件厚度為 50~100mm時,可以根據耗材實際成本來選擇相應的濃度配比與鉬絲直徑,一旦工件厚度超過100mm,建議通過增加鉬絲直徑與加大工作液濃度配比,來提升加工效率。
由圖3可知,高效率的因素較佳組合如下。1)鉬絲直徑優(yōu)選0.20mm。2)工作液濃度優(yōu)選20%。3)根據實際切割的厚度需求選擇工件厚度,一般來講,50~100mm差異不大,但是超過150mm后效率會降低較多。
通過本次DOE試驗的最后模式與預期值得知,提升加工效率的因素組合:工件厚度為50mm、工作液濃度為20%、鉬絲直徑為0.20mm。
總趨勢:工件厚度增加,加工效率下降,可以通過增加工作液濃度和鉬絲直徑的方式提升效率。
以上工件厚度、工作液以及鉬絲直徑的三因子DOE試驗數據表明,隨著工件厚度增加,加工效率總體呈現下降趨勢,可以采用增加工作液濃度及鉬絲直徑的方式使加工效率提升。
4 結語
綜上所述,本研究系統探討了電火花線切割加工中切割條件的應用及其對加工質量的影響。通過試驗與分析,深入理解了放電參數、工作液、鉬絲工藝型號、鉬絲直徑、工件厚度等因素對切割質量的重要性和影響機制。優(yōu)化這些切割條件能顯著提高加工效率和精度,為實際工業(yè)生產提供重要的技術支持。
參考文獻
[1] 魏世忠,韓明儒,徐流杰,等. 鉬合金的制備與性能[M]. 北京:科學出版社,2012.
[2] 盧桂琴.電火花加工中的電極損耗機理及控制研究[D]. 南昌:南昌大學,2009.
[3] 易永鵬,曹維成,仙彬華.電極鉬絲在線切割加工過程中產生“花絲”現象研究[J].中國鉬業(yè),2007,31(4):44-46.
[4] 白俊磊.往復走絲線切割機床多次切割脈沖電源研究[D]. 哈爾濱:哈爾濱工業(yè)大學,2008.
[5] 殷鶴鳴.基于FPGA的電火花加工脈沖電源及其間隙狀態(tài)檢測系統研究[D]. 深圳:深圳大學,2020.
[6] 高增法.25kg鉬線材兩輥連軋工藝研究[J].機械制造與自動化,2013,42(3):51-53.
