不同重熔工藝下Ni60A涂層試驗研究
2024-12-04 00:00:00馬軍陳嘉琪王學朋何濤戴萬祥
中國新技術新產品 2024年11期


摘 要:本文研究了火焰噴涂Ni60A涂層及對其進行氧-乙炔火焰重熔、真空重熔后的組織和性能。采用SEM掃描電鏡和維氏顯微硬度儀分別檢測2種工藝制備出的涂層顯微組織結構、硬度等,并通過EDS能譜分析了涂層的元素構成。對比2種工藝的Ni60A涂層性能發現,火焰重熔后涂層的厚度明顯變小,顯微組織結構得到明顯改善,孔隙率明顯降低;采用2種工藝得到的涂層硬度均高于基體,其中火焰重熔涂層的顯微硬度高于真空重熔涂層,達到603 HV。
關鍵詞:Ni60A涂層;火焰噴涂;火焰重熔;真空重熔
中圖分類號:TG 174.4" " " " 文獻標志碼:A
球芯是球閥的關鍵閥內部件,在高溫高壓等介質下會對表面造成嚴重沖蝕和磨損,縮短產品壽命并造成不必要的經濟損失[1]。為延長產品壽命,采用火焰噴涂、等離子噴涂等[2-3]表面強化技術來提升球芯表面硬度及耐蝕耐磨等性能[4]。它們將合金粉末作為原材料,在基體上形成一層特殊涂層,使產品具有較好的耐磨耐蝕性能[5-6]。前者使用的材料廣泛,但涂層與基體之間結合強度低;后者可噴涂高熔點材料,所制備的涂層致密度好,結合強度高。以上2種技術制備的涂層與基體間屬于機械結合,涂層在使用過程中容易脫落[7]。因此,為使涂層與基體界面之間的元素相互擴散、實現冶金結合,采用火焰、真空重熔等方法對涂層進行后處理。相關研究表明,涂層性能與使用工況、原料和制備工藝密切相關[8],粉末球形度[9]、粒徑范圍[10]均會影響涂層性能。因此,本文利用氧-乙炔火焰噴涂技術將Ni60A粉末預制置于球芯表面,并對其進行火焰、真空重熔處理,然后對涂層顯微組織、孔隙率等進行檢測分析。對比2種工藝下的涂層性能,為涂層制備工藝提供依據。
1 試驗材料及方法
1.1 粉末成分
本文涂層制備所用的原料是由蘭州理工合金粉末有限責任公司供應的Ni60A鎳基自熔性合金粉末,熔點為1048℃,該粉末的化學成分見表1。
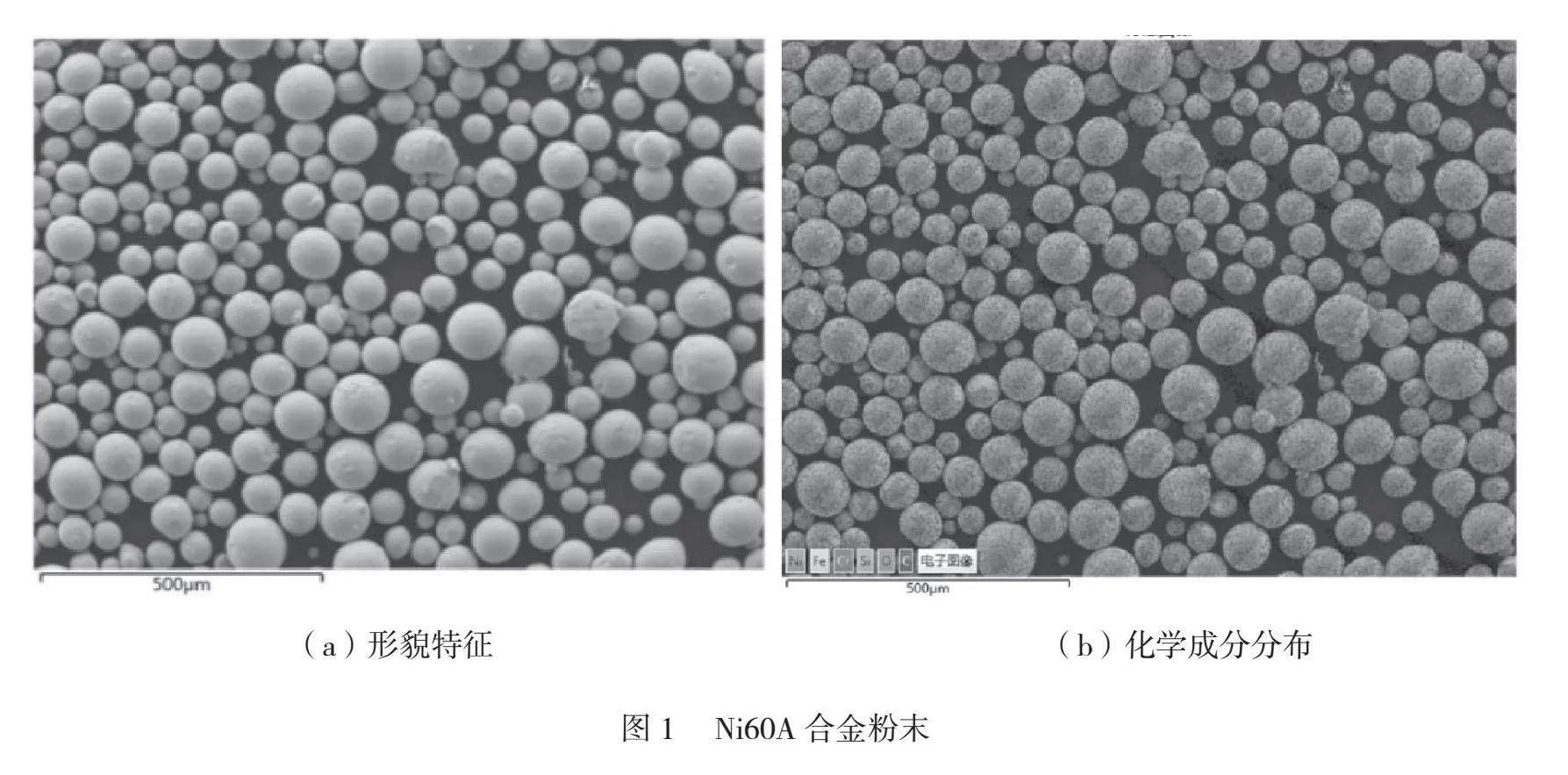
圖1(a)是Ni60A合金粉末的形貌特征,粉末粒徑為45μm~106μm,可以看出粉末的球形度與表面光潔度較好;從圖1(b)粉末的能譜測試結果可以看出粉末的各元素分布均勻。
1.2 噴涂材料
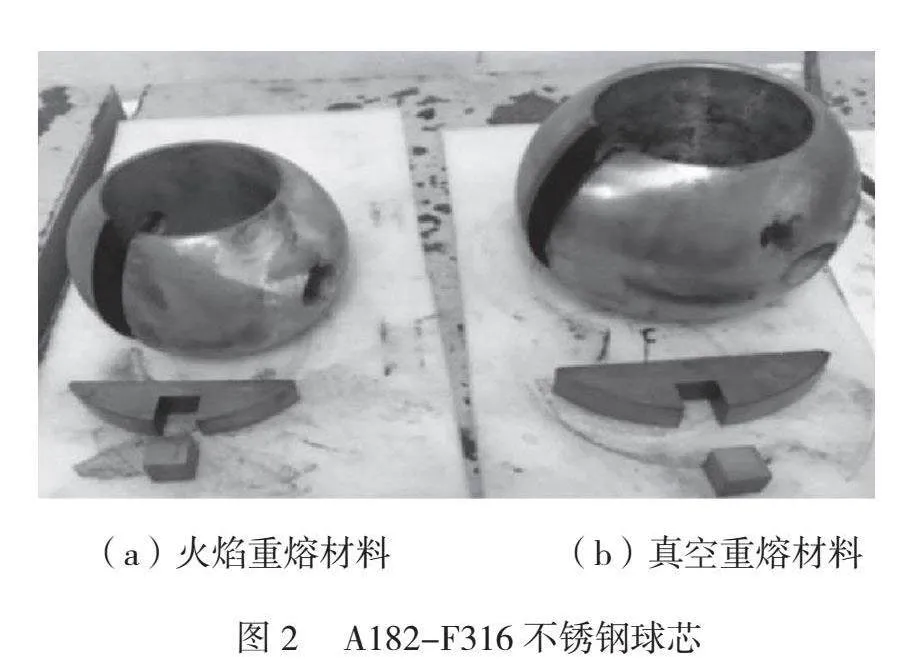
本文選用A182-F316不銹鋼球芯作為涂層的基體材料(如圖2所示),圖2(a)為采用火焰重熔處理的球芯、圖2(b)為采用真空重熔處理的球芯。在噴涂前,首先,利用丙酮對球芯表面進行清潔處理,放到通風處風干,保證球芯表面無油等污染物;其次,使用16目棕剛玉進行噴砂處理,使球芯表面處于壓應力狀態,變形粒子之間形成相互鑲嵌的疊層結構來增大涂層的結合面積。
1.3 涂層制備
對火焰重熔和真空重熔后的2個球芯采用“兩步法”進行涂層制備,先采用氧-乙炔火焰噴涂技術將Ni60A合金粉末預置于基體表面,在噴涂前先進行火焰預熱。其噴槍來自上海焊割工具廠,型號為QHT-7/H、送粉量為60g/min~70g/min、
噴炬為280mm,涂層厚度約為1.6mm,使用氧-乙炔中性焰,噴涂完畢后將其自然冷卻。然后將噴涂后的球芯分別進行氧-乙炔火焰重熔和真空重熔。其中,火焰重熔過程中乙炔壓力為0.17MPa,氧氣壓力為0.7MPa,噴炬為280mm。真空重熔采用DZS-90型加壓氣冷真空燒結爐,在加熱前要對爐內進行抽真空,一般爐內真空度<40Pa,然后向爐內充入惰性氣體,使爐內的氣壓達到0.05MPa左右;再啟動加熱裝置對真空爐進行加熱,當溫度為200℃時,停止加熱,再次抽真空、充入惰性氣體,重復上述操作,直到真空爐內的溫度高于粉末熔點1℃~2℃,當真空爐內溫度降至200℃時,取出工件。涂層制備完成后,采用DK7720型電火花數控線切割機床截取15mm×15mm×10mm的試樣,并對試樣涂層性能進行檢測。
1.4 涂層性能表征
采用EVOMA15/LS15型掃描電鏡(SEM)對上述2種工藝所制備出的涂層顯微組織、厚度進行觀測,且對涂層進行EDS能譜分析;采用ImageProPlus6.0軟件標定涂層孔隙率;采用HVS-1000數顯維氏硬度計對涂層的硬度進行測試,載荷為3N,加載時間為15s,并使用Origin軟件繪制硬度曲線。
2 結果及分析
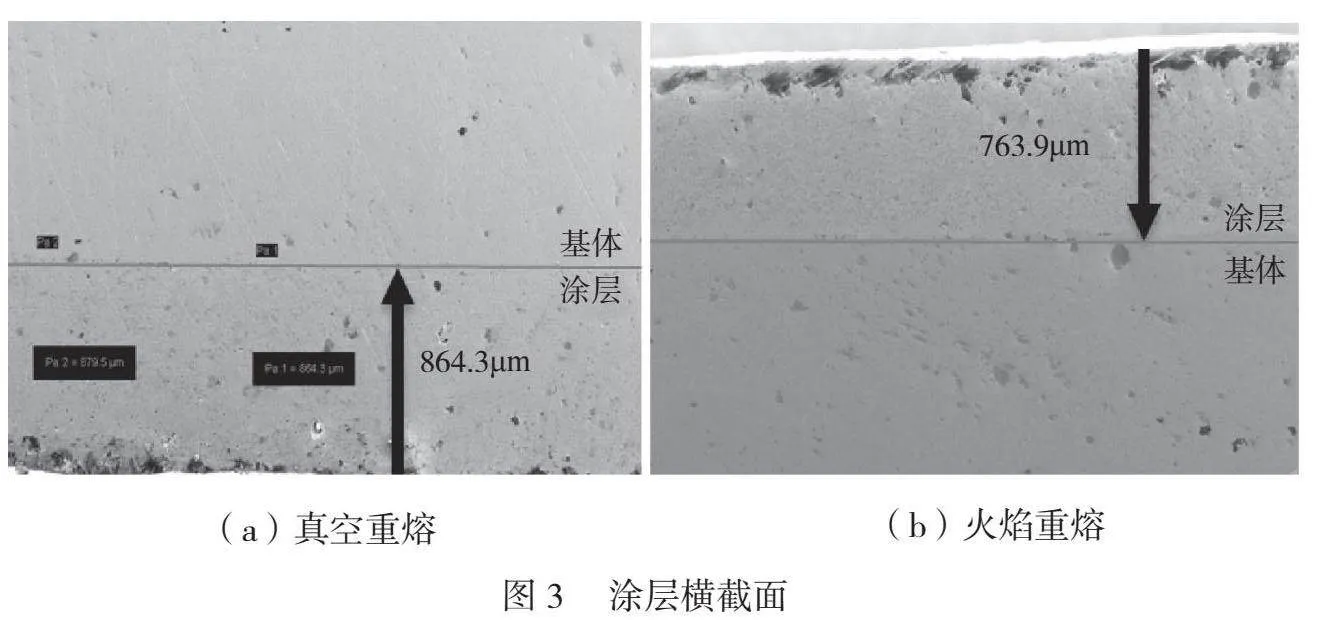
2.1 2種工藝條件下涂層橫截面形貌
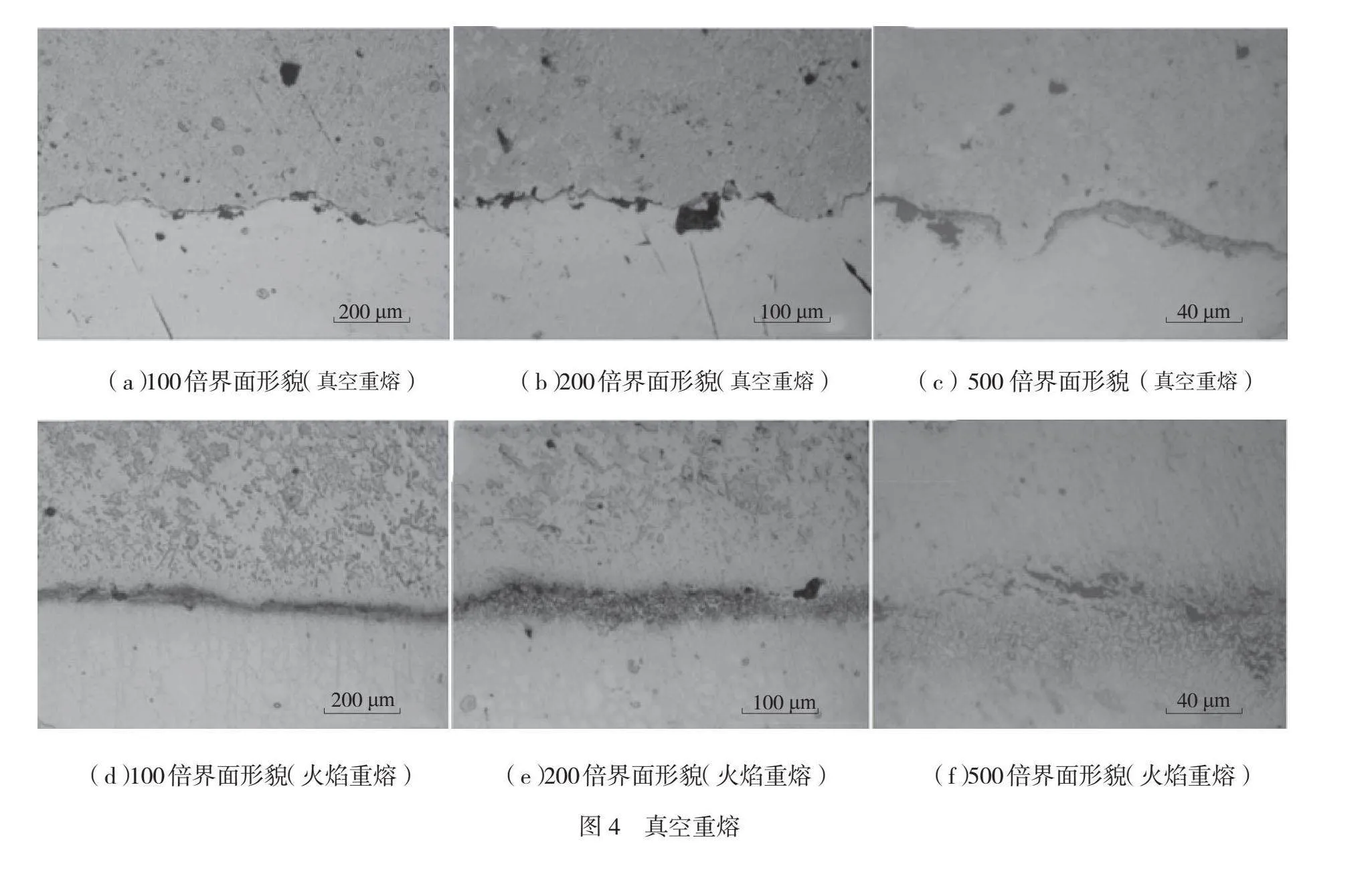
利用SEM觀測的重熔涂層橫截面形貌如圖3所示。從圖中可以看出,圖3(a)真空火焰重熔后的涂層厚度為864.3μm,圖3(b)試樣火焰重熔后得到涂層的厚度為763.9μm,與真空重熔工藝相比火焰重熔的厚度低出11.6%。這是由于在真空重熔過程使得球芯整體受熱,溫差效應較小,使涂層中的硬質相粗化,組織更粗大。圖4是真空重熔和火焰重熔試樣在100倍、200倍及500倍下的界面組織,可明顯看到基體與涂層的熔合線,2種重熔方式得到的涂層界面均分布黑色不規則孔洞,但無法觀察比較,需進一步統計孔隙率進行比較。在500倍下所觀察得到的涂層界面,真空重熔仍有明顯的熔合線,而火焰重熔交界面的線條變的模糊,成為過渡式的變化。這是由于火焰重熔過程中,熱量從涂層向基體一側傳遞,火焰溫度急劇上升,且該過程中,在火焰沖擊作用下,一方面更利于涂層孔隙率的消除,另一方面更利于涂層與基體之間的結合力增強,使涂層與基體之間形成冶金結合。
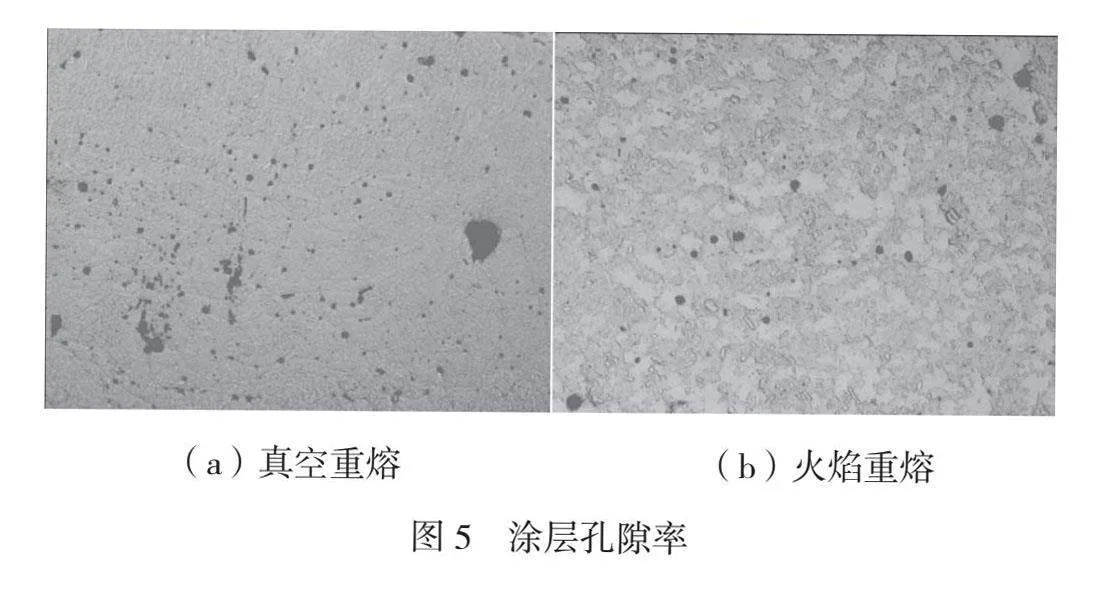
2.2 2種工藝條件下涂層孔隙率
涂層的耐磨性對致密度有很高的要求,因此孔隙率成為檢驗涂層質量的重要性能指標。首先,通過ImageProPlus測試未重熔涂層的孔隙率為11.08%,其次,對2個試樣涂層孔隙率進行測試,從測試結果可以看出,圖5(a)真空重熔的涂層中存在大片紅色區域,這說明涂層中的孔洞較多、孔隙率較大;相比圖5(b)火焰重熔的紅色區域較少、孔洞較少。經過測試,真空重熔涂層孔隙率為2.93%、火焰重熔涂層孔隙率為0.64%,重熔后的涂層孔隙率明顯下降。導致這種現象的原因可能是在真空重熔過程中,球芯整體受熱,沒有受到外力的作用,使得重熔效果不佳,孔隙率更高。這也說明火焰重熔在火焰沖擊的作用下,能使涂層粒子更充分、更均勻的加熱,使粒子間的結合更加致密,孔隙率更小,制備出的涂層致密度更好。
2.3 2種工藝條件下的涂層硬度
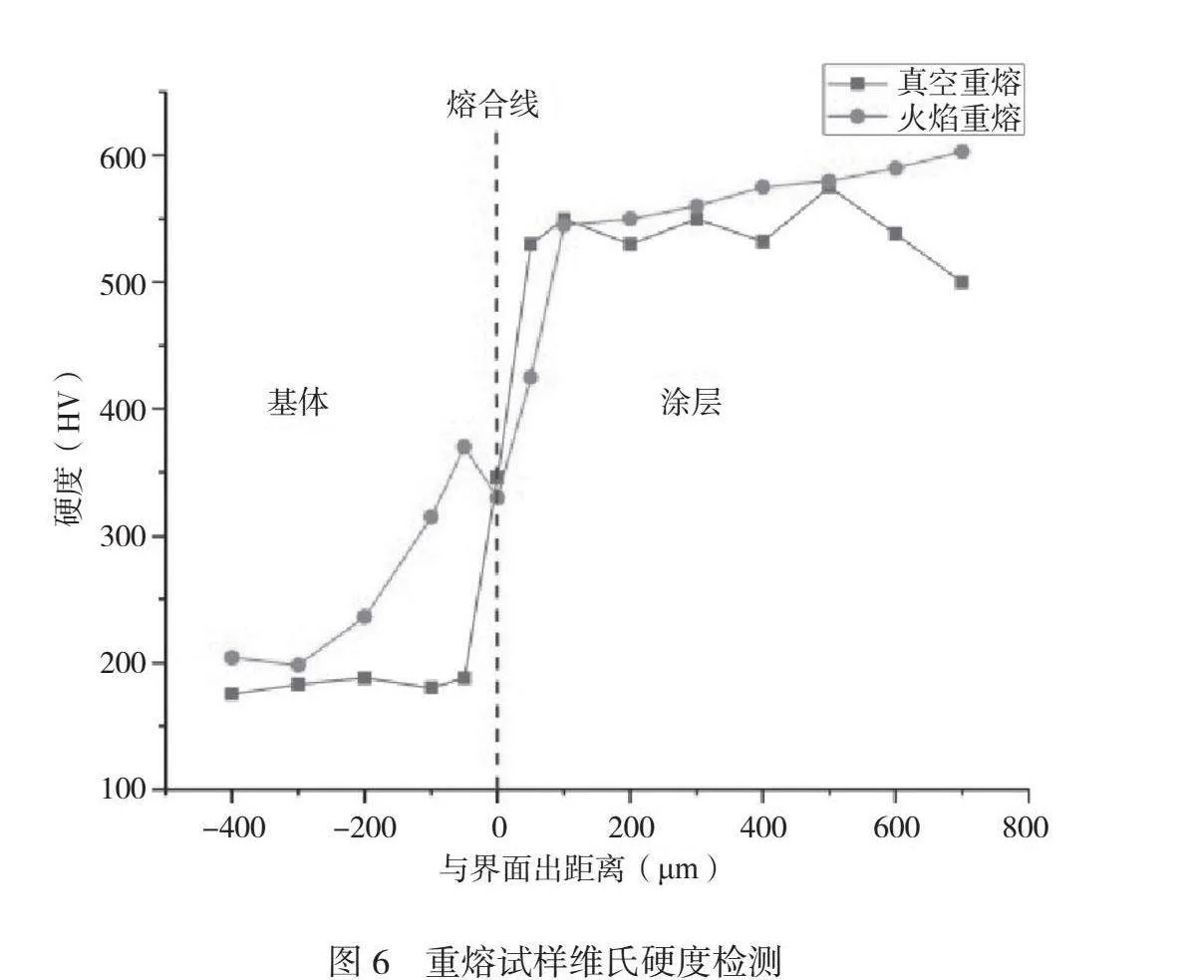
根據標準GB/T4340.2—2018,對火焰重熔和真空重熔制備出的涂層進行維氏硬度測試。由測試結果曲線可以看出,基體表面的硬度值約為330HV,2種工藝制備的涂層顯微硬度均高于基體。真空重熔后的涂層硬度在500HV~550HV波動,且在接近涂層表面處,涂層硬度呈下降趨勢;而火焰重熔后的涂層硬度保持上升趨勢,在涂層表面的硬度為最高值,達到603HV,與基體比較提升了1.8倍。在涂層表面處,火焰重熔的涂層硬度相比真空重熔的涂層硬度高出17.1%。該現象與2種工藝的熱傳導方式有關,真空重熔過程中,爐內最高溫度高于粉末熔點1~2 ℃,在保溫、冷卻過程中涂層經歷了熔化-重新凝固的過程,且涂層凝固時間縮短,所生成的硬質相增大,晶粒分布不均勻,因此涂層表面的硬度變化波動較大。而火焰重熔為了保證涂層靠近基體一側的粉末能夠完全融化,要適當的延長加熱時間,而在延長加熱時間的過程中,涂層中的大部分硬質相被熔化,涂層組織中的晶粒分布更加均勻,從而使得硬度值分布也更加均勻。重熔試樣維氏硬度檢測如圖6所示。
2.4 2種工藝條件下涂層SEM及EDS分析
真空重熔制備的涂層SEM及EDS分析如圖7所示。從圖7(a)可以看出涂層表面未出現不規則的大孔洞,通過放大Ⅰ處和Ⅱ處的小孔,使用EDS能譜觀測發現,該物質為未熔化Si的氧化物,該物質產生的主要原因在于真空爐爐內溫度,由于真空爐所設定溫度恰好為合金粉末熔點溫度,或者所設定溫度僅高于粉末熔點溫度1-2℃,到達該溫度后涂層就進入了保溫階段,使得該氧化物未充分熔化,最終冷卻收縮所導致。
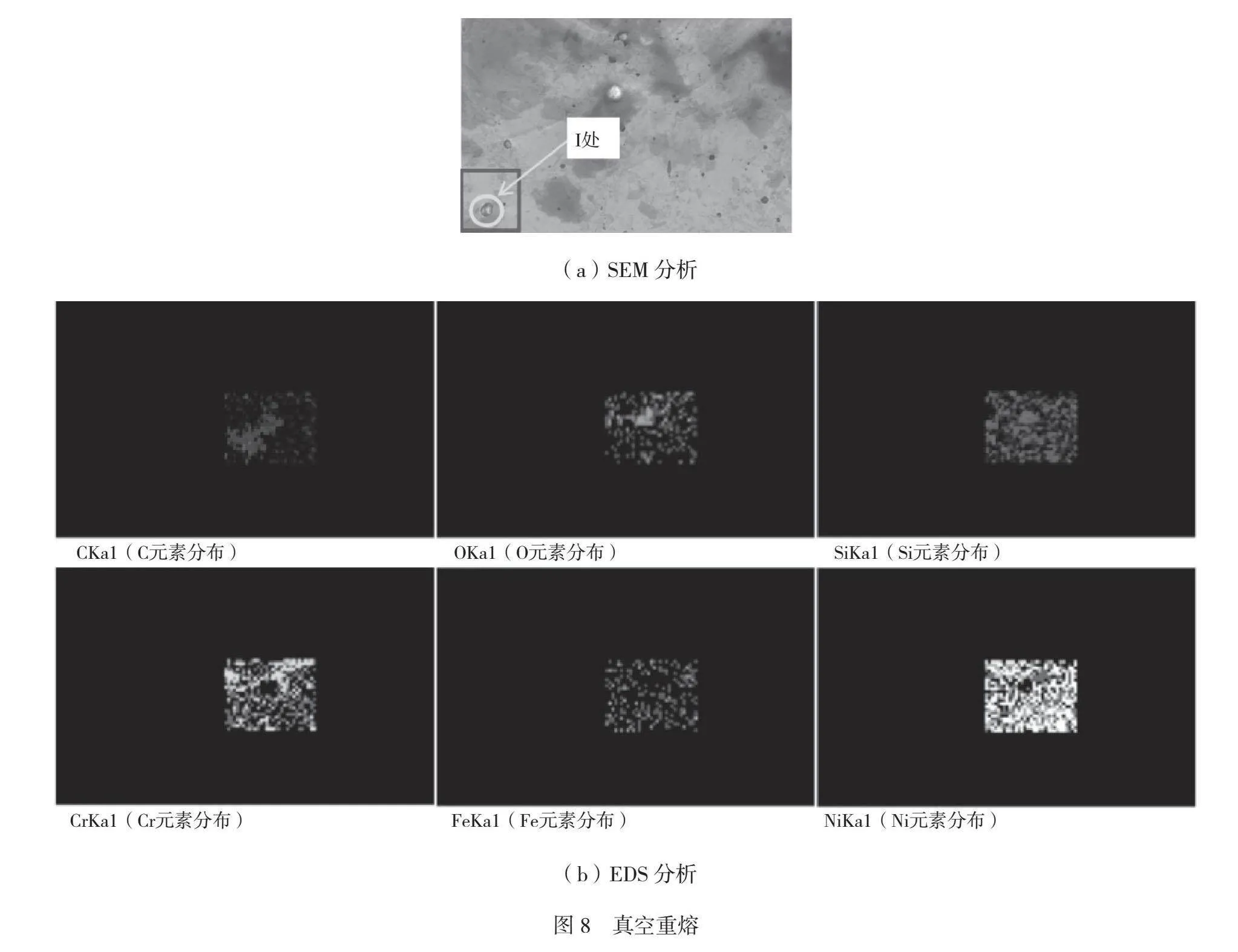
火焰重熔制備出的涂層SEM及EDS分析如圖8所示。將其局部不規則大孔放大后發現,涂層表面Ⅰ處的孔洞內顏色較暗。結合EDS圖譜分析,均為Si的氧化物,這是由于硅與氧之間有較強的親和力,在重熔過程中少量SiO2顆粒未融化,形成了大量彌散的氧化硅等固溶體強化相,增加了涂層的硬度。
2種工藝條件所制備的涂層不規則大孔中所存在的物質略有不同,當涂層表面存在一定量Si的氧化物等硬質相物質時,更有利于提高涂層的硬度和耐磨性,但是當硬質相物質過多時,涂層就會產生裂紋等缺陷。
3 結論
與真空重熔后的涂層相比較,火焰重熔后的涂層厚度低出11.6%,且涂層與基體的結合能力較好,進一步實現冶金結合;對比孔隙率發現,2種工藝制備的涂層均存在不規則的孔洞,火焰重熔工藝下涂層的孔隙率為0.64%;2種工藝的熱傳導方式不同,將其局部不規則大孔放大后發現,涂層表面Ⅰ處的孔洞內顏色較暗。結合EDS圖譜分析,均為Si的氧化物,這是由于硅與氧之間有較強的親和力,在重熔過程中少量SiO2顆粒未融化,形成了大量彌散的氧化硅等固溶體強化相,增加了涂層的硬度,且涂層表面孔洞內的硬質相主要是Si的氧化物。
參考文獻
[1]于龍杰,錢錦遠,金志江.閥門密封性能的研究進展[J].潤滑與密封,2021,46(9):134-142.
[2]姬壽長,李爭顯,陳丹,等.超音速火焰噴涂碳化鎢技術及應用現狀[J].榆林學院學報,2021,31(6):1-10.
[3]李霞,楊效田.超音速等離子噴涂技術的特點及其在表面工程中的應用[J].機械研究與應用,2017,30(5):188-190.
[4]江佩澤.金屬材料表面強化技術應用現狀與展望[J].世界有色金屬,2020(15):130-131.
[5]陳永雄,羅政剛,梁秀兵,等.熱噴涂技術的裝備應用現狀及發展前景[J].中國表面工程,2021,34(4):12-18.
[6]李長久.熱噴涂技術應用及研究進展與挑戰[J].熱噴涂技術,2018,10(4):1-22.
[7]李燦鋒,張盼盼,姚建華,等.熱障涂層后處理技術研究進展[J].材料研究與應用,2022,16(1):48-56.
[8]陳茂軍,石凱.火焰噴熔Ni60合金涂層耐磨粒磨損性能的研究[J].熱加工工藝,2007(36):51-53.
[9]陳國安,顏永根,楊王玥,等.粉末的物理性能對熱噴涂涂層的影響[J].北京科技大學學報,2005,27(1):55-60.
[10]張玉檜,謝迎春,況敏,等.粉末粒徑對Ni60涂層結構及性能影響的研究[J].材料研究與應用,2020,14(4):288-293.
通信作者:馬軍(1985—),男,寧夏吳忠市人,本科,中級工程師,研究方向為熱噴涂技術、表面強化。
電子郵箱:maj@wzyb.com.cn。
